Т шт.кал = t0 * ( 1+ (K2+K3)/K1) ) ( [1] стр 23 )
K1,K2,K3- коэффициенты , учитывающие в % затраты на основное, вспомогательное время и время на прочие затраты
( [1] стр 24 табл 7)
K1=40 ; K2=30 ; K3= 25
t0 – основное время ,
t0 = i* L /S*n = 2 * 23/ 0,2 * 1592 = 0, 15 мин ( [1] стр 23 )
n= 1000 * V/3,14 * D = 1000 * 150/ 3,14 * 30 = 1592 об/мин
I– число проходов инструмента , I= 2
L- длина обрабатываемой поверхности , L= l + lпер+ lвр
L= 20 + 1,0 + 0,5 + 1,5* = 23 мм (* [3] стр 153 Таблица П11.6)
Т шт.кал = t 0 * ( 1+ ( K 2+ K 3)/ K 1) ) = 0,15* (1 +55/50) = 0,37 мин
Токарная операция. №3. Точение проточки.
K1=40 ; K2=30 ; K3= 25 ( стр 24 табл 7 [1] )
t0 – основное время , t0 = i* L /S*n = 1* 4,5/ 0,1 * 636 = 0,1 мин
L- длина обр поверхности , L= l + lпер+ lвр = 2,5 + 0 + 2 = 4,5 мм
Т шт.кал = t 0 * ( 1+ ( K 2+ K 3)/ K 1) ) = 0, 1 * (1 + 55/40)= 0,24 мин
Технологический процесс
Операция № 1 . Токарная
1.1. Токарная №1.1 .
Цель - Точить торец ( поверхность № 12 ) и сверлить центровочное отверстие
Станок - Токарно-винторезный станок 1М63БФ101
Резец - проходной прямой из пластин из твердого сплава по ГОСТ 18878-73
Сверло - сверло короткой серии с цилиндрическим хвостовиком по ГОСТ 4010-77
1.2. Токарная №1.2.
Цель - Точить торец ( поверхность № 1 ) и сверлить центровочное отверстие
Станок - Токарно-винторезный станок 1М63БФ101
Резец - проходной прямой из пластин из твердого сплава по ГОСТ 18878-73
Сверло - сверло короткой серии с цилиндрическим хвостовиком по ГОСТ 4010-77
Операция № 2 . Токарная
2.1. Токарная № 2.1.
Цель - Точить поверхности № 11 , №10 , № 9 , № 8 , № 7
Станок - Токарно-винторезный станок 1М63БФ101
Резец - проходной прямой из пластин из твердого сплава по ГОСТ 18878-73
2.2. Токарная № 2.2.
Цель - Точить поверхности № 2 , № 3 , № 4 , № 5
Станок - Токарно-винторезный станок 1М63БФ101
Резец - проходной прямой из пластин из твердого сплава по ГОСТ 18878-73
Операция № 3 . Токарная
Цель - Точение проточки (поверхность № 6 )
Станок - Токарно-винторезный станок 1М63БФ101
Резец - отрезной из твердого сплава по ГОСТ 18884-73
Операция № 4 . Фрезерование
Цель - Нарезание шлицев ( поверхность № 8 )
Станок - 5303В – зубофрезерный полуавтомат
Фреза - шлицевая фреза цельная насадочная по ГОСТ 2679-73
Операция № 5 . Шлифование
Цель - Шлифование шлицев по наружнему диаметру ( поверхность № 8 )
Станок - 3М150 – кругло-шлифовальный станок
Инструмент - шлифовальный круг прямого профиля с зернистостью М50
Операция № 6 . Контроль
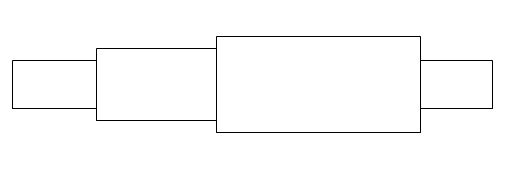
1- торец слева,2-фаска 3 –кусок вала слева ( d =30 L =20) 4- фаска 5- след кусок вала ( D =40 , L =60) 6- проточка (3*2 мм) 7 –фаска 8- след кусок (3-ий) шлицы (6шт) ( D =49 , L =150 ) 9-фаска , 10-4-ый кусок в ( d =30 L =20) 11-фаска 12-торец

Операция № 1 . Токарная
1. Точить торец ( поверхность № 12 ) и сверлить центровочное отверстие

2. Точить торец ( поверхность № 1 ) и сверлить центровочное отверстие
 |
Операция № 2 . Токарная
1.Точить поверхности № 11 , №10 , № 9 , № 8 ,

2. Точить поверхности № 2 , № 3 , № 4 , № 5 , N 7
 |
Операция № 3 . Токарная
1. Точение проточки (поверхность № 6 )
 |
Операция № 4 . Фрезерование
1. Нарезание шлицев ( поверхность № 8 )


Операция № 5 . Шлифование
1. Шлифование шлицев по наружнему диаметру ( поверхность № 8 )
СПИСОК ЛИТЕРАТУРЫ
1. А. Я. Суриков, В.А. Петров
«Методические указания к выполнению курсового проекта по технологии машиностроения» Москва , 2000 г.
2. А.Г. Косилова , Р.К. Мещеряков
«Справочник технолога-машиностроителя » том 1, том 2 , Москва , 1986
3. Н.Н. Митрохин
« Основы технологии производства и ремонта автомобилей» , часть первая «Технологии машиностроения» , Москва 2002
Дата: 2019-07-30, просмотров: 291.