Поскольку производственный участок работает в две смены при 22 рабочих днях в месяце, то месячный выпуск годных деталей определяется по формуле:
 ,
,
Здесь j – номер детали. Значения  берутся из таблицы 1.
берутся из таблицы 1.
 сотни штук в месяц.
сотни штук в месяц.
 сотни штук в месяц.
сотни штук в месяц.
 сотни штук в месяц.
сотни штук в месяц.
После расчета значений  –
–  определяются нормы выработки на каждой операции техпроцесса:
определяются нормы выработки на каждой операции техпроцесса:
 ,
,
где – коэффициент неизбежных технологических потерь. Соответствующие значения коэффициента даны в таблице 4.
Результаты расчета по всем трем деталям сведены в таблице 8.
Таблица 8
Месячные нормы выработки  на операциях, сотни штук
на операциях, сотни штук
| № опер. | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
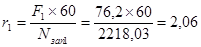
| Дет. 1 | 2218,03 | 2069,31 | 2056,45 | 1999,53 | 1898,55 | 1885,70 | – |
| Дет. 2 | 3643,62 | 3464,64 | 3445,46 | 3378,34 | 3250,49 | 3237,71 | – |
| Дет. 3 | 3710,08 | 3470,72 | 3440,8 | 3368,99 | 3231,36 | 3228,37 | 3165,54 |
По табл. 8 определяются не только нормы выработки на каждой операции техпроцесса с учетом технологических потерь на них, но и программы запуска деталей в обработку  .
.
Так, программа запуска по детали №1:  = 2218,03 сотни штук, программа запуска по детали №2:
= 2218,03 сотни штук, программа запуска по детали №2:  = 3643,62 сотни штук, программа запуска по детали №3:
= 3643,62 сотни штук, программа запуска по детали №3:  = 3710,08 сотни штук.
= 3710,08 сотни штук.
Распределение общего фонда времени работы поточной
Линии по обрабатываемым деталям
Фонд времени для детали i–го наименования определяется по формуле:
 , (2)
, (2)
где F = 352 час – месячный общий фонд времени работы поточной линии (ПЛ); η = 0,068 – коэффициент, учитывающий время на переналадку ПЛ в течение месяца;  – общая трудоемкость изготовления детали i-го наименования (значения
– общая трудоемкость изготовления детали i-го наименования (значения  подсчитаны в таблицах 5 – 7, значения
подсчитаны в таблицах 5 – 7, значения  – во второй колонке табл. 8.)
– во второй колонке табл. 8.)



После расчета  делается проверка – должно выполняться равенство:
делается проверка – должно выполняться равенство:



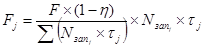
Расчет частных тактов работы переменно-поточной линии
Частный такт ПЛ для детали i-го наименования рассчитывается по формуле:
 (3)
(3)
Такт  рассчитывается в мин/100 штук деталей. Далее определяется число рабочих смен, в течение которых будут выпускаться детали i-го наименования с частным тактом .
рассчитывается в мин/100 штук деталей. Далее определяется число рабочих смен, в течение которых будут выпускаться детали i-го наименования с частным тактом .
 , (4)
, (4)
где  – число рабочих смен; 8 – продолжительность рабочей смены, час.
– число рабочих смен; 8 – продолжительность рабочей смены, час.
После расчетов по формуле (4) делается проверка – должно выполняться равенство:  смена.
смена.

Поточная линия работает в течение месяца 44 смены, однако 3 рабочие смены затрачиваются на переналадку оборудования при переходе с одного частного такта на другой. Действительно  часа или 3 смены. Остается для выпуска продукции 41 рабочая смена.
часа или 3 смены. Остается для выпуска продукции 41 рабочая смена.
Расчет числа рабочих мест на операциях переменно-поточной
Линии
Расчет числа рабочих мест для детали j-го наименования на i-ой операции осуществляется по формуле:
 (5)
(5)
Значения  берутся из таблиц 5 – 7. Результаты расчета по формуле (5) сводятся в таблицу 9.
берутся из таблиц 5 – 7. Результаты расчета по формуле (5) сводятся в таблицу 9.
Таблица 9
Расчетное число рабочих мест  на переменно-поточной линии
на переменно-поточной линии
| № опер. | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Дет. 1 | 18,99 | 2,85 | 1,14 | 9,28 | 1,62 | 14,98 | – |
| Дет. 2 | 17,16 | 3,31 | 1,66 | 15,70 | 2,2 | 8,75 | – |
| Дет. 3 | 13,13 | 3,25 | 1,62 | 9,27 | 2,79 | 6,75 | 12,01 |
Поскольку равна и не кратна частному такту  расчетное число рабочих мест будет дробным числом. Округляя до целого числа
расчетное число рабочих мест будет дробным числом. Округляя до целого числа  , определяем принятое число рабочих мест на операциях ПЛ. Округлять до целого числа следует таким образом, чтобы коэффициент загрузки каждого рабочего места на данной операции был не менее 10 – 12 %.
, определяем принятое число рабочих мест на операциях ПЛ. Округлять до целого числа следует таким образом, чтобы коэффициент загрузки каждого рабочего места на данной операции был не менее 10 – 12 %.
Полученные значения переносим в таблицу 10. В строке «ПЛ» таблицы 10 записывается максимальное значение  , стоящее в соответствующем столбце.
, стоящее в соответствующем столбце.
Таблица 10
Принятое число рабочих мест на ПЛ
| № опер. | Станки полуавтоматы | Станки автоматы | Всего станков автоматов | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| Дет. 1 | 19 | 3 | 2 | 10 | 2 | 15 | – | 29 |
| Дет. 2 | 18 | 4 | 2 | 16 | 3 | 9 | – | 30 |
| Дет. 3 | 14 | 4 | 2 | 10 | 3 | 7 | 12 | 34 |
| ПЛ | 19 | 4 | 2 | 16 | 3 | 15 | 12 | 48 |
Дата: 2019-07-30, просмотров: 475.