1.2.1 Анализ точности изготовления детали и обоснование технического требования
Так как данная деталь является «тягой» полученная растачиванием заготовки из горячекатаного проката, на токарном станке по металлу, то все поверхности у заготовки обрабатываются.
У детали будет только одна поверхность с шероховатостью  , остальные имеют шероховатость
, остальные имеют шероховатость  .
.
Анализ технологичности конструкции детали
· Данная конструкция детали является жесткой и виброустойчивой при обработки;
· На данной детали предусмотрены надежные технологические базы и места крепления;
· Имеется чёткое разграничение обрабатываемых поверхностей;
· Отверстие перпендикулярно к плоскости торцов;
· Отверстие глухое, но в нём предусмотрен запас длины на сбег резьбы, размещения метчиком;
· В отверстие под резьбу предусмотрена заходная фаска;
· На детали используется резьба диаметром;
· Деталь, на одной из стадии обработки, помимо, растачивания на токарном станке, так же прошла фрезерную расточку;
На основе проведенного анализа можно сделать вывод о технологичности данной детали «тяга».
Анализ рабочего чертежа
Спроектируем технологический процесс обработки тяги. Объём выпуска деталей – 30 шт. Материал – сталь 45.
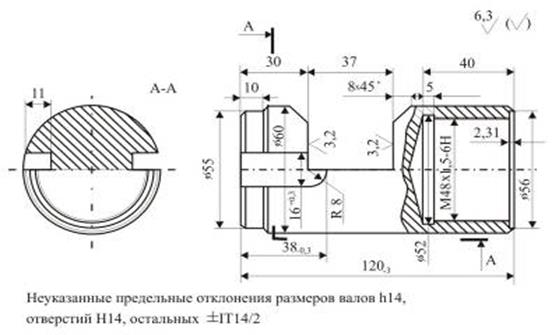
Рис. 1. Рабочий эскиз
На первом этапе проектирования (анализ исходных данных) необходимо осуществить анализ рабочего чертежа детали и технических требований на изготовление. Выявить соответствие заданных требований точности и качества обрабатываемых поверхностей служебному назначению детали. Все размеры чертежа в последовательности подсчётах будут указаны с соответствующими допусками на изготовление.
Анализируя все поверхности заданной детали – «тяги», представим его диаметральные и линейные размеры в табличной форме. (См. табл. 3).
Таблица 3. Соответствие параметров шероховатости обрабатываемой поверхности степени точности (квалитету)
| № | Характеристика поверхности | Шероховатость Ra, мкм | Квалитет точности | Допуски размеров, мм |
| Диаметральные размеры наружные | ||||
| 1 | Диаметр 60 мм | 6,3 | 8 | -0,046 |
| 2 | Диаметр 55 мм | 6,3 | 8 | -0,046 |
| Диаметральные размеры внутренние | ||||
| 3 | Отверстие, диаметр 56 мм | 6,3 | 8 | +0,046 |
| 4 | Отверстие, диаметр 52 мм | 6,3 | 8 | +0,046 |
| 5 | Отверстие, диаметр 47 мм | 6,3 | 8 | +0,039 |
| Линейные размеры | ||||
| 6 | Размер 40 мм | 6,3 | 8 | ±0,039 |
| 7 | Размер 37 мм | 6,3 | 8 | ±0,039 |
| 8 | Размер 22 мм | 3,2 | 7 | ±0,021 |
| 9 | Канавка (глубина) 11 мм | 6,3 | 8 | ±0,033 |
| 10 | Размер 10 мм | 6,3 | 8 | ±0,022 |
| 11 | Размер 5 мм | 6,3 | 8 | ±0,018 |
| 12 | Размер 2,31 | 6,3 | 8 | ±0,014 |
Уточнённый технологом чертёж будет иметь следующий вид (см. рис. 2):
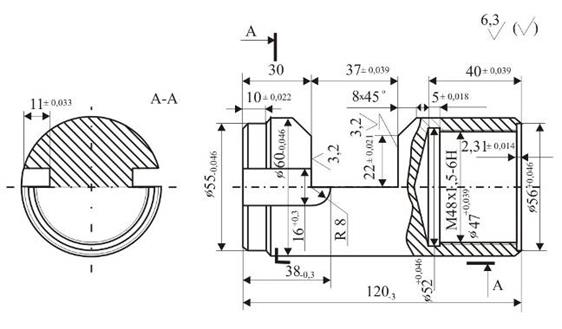
Рис. 2. Уточнённый эскиз
Дата: 2019-07-30, просмотров: 352.