КУРСОВАЯ РАБОТА
"Проектирование технологического процесса изготовления "Тяги"
Магнитогорск 2009
Содержание
Введение
1. Исходная информация для проектирования технологических процессов изготовление деталей машин
1.1 Описание конструкции
1.2 Анализ исходной технологической информации
2. Проектирование технологического процесса механической обработки детали
2.1 Разработка маршрутной технологии обработки детали
2.2 Определение припусков на обработку детали
2.3 Выбор технологического оснащения
Заключение
Список литературы
Введение
Практика показывает, что гарантированное качество изготовления, обслуживания и капитального ремонта машин и аппаратов химического производств, бумагоделательного оборудования машин и механизмов лесозаготовительного оборудования, деревообрабатывающих станков, тяговых лесозаготовительных машин в решающей мере зависит от точности, класса чистоты и микрорельефа рабочих поверхностей базисных деталей. Эти параметры выдерживаются в заданных пределах лишь при том условии, что разработка технологического процесса на механическую обработку детали удовлетворяла требованиям надёжности, долговечности, точности изготовления и сборочных работ, технологичности производственных процессов, а так же повышению единичной мощности.
Исходная информация для проектирования технологических процессов изготовление деталей машин
Описание конструкции
Назначение детали
Тяга – это часть машины или сооружения, подверженная растягивающим нагрузкам. Обычно стержень круглого или прямоугольного сечения, а также уголкового, таврового или другого профиля.
Конструкция
Данная деталь изготавливается из горячекатаного проката (круг) диаметром 69 мм и общей длиной 126 мм. Данная деталь имеет 8 поверхностей, без учёта фасок:
Химический состав стали 45 (ГОСТ 1050–74), (см. табл. 1)
Таблица 1
| Углерод | Кремний | Марганец | Сера | Фосфор | Хром | Никель | Медь |
| 0,42–0,50 | 0,17–0,37 | 0,50–0,80 | 0,04max | 0,035max | 0,25 | 0,3 | 0,3 |
Механические свойства стали 45 (1050–88), (см. табл. 2)
Таблица 2
| Предел текучести Н/мм2 кгс/мм2
| Временное сопротивление Н/мм2 кгс/мм2 | Относительное удлинение | Относительное сужение |
| % | |||
| 355 (36) | 600 (61) | 16 | 40 |
Анализ исходной технологической информации
1.2.1 Анализ точности изготовления детали и обоснование технического требования
Так как данная деталь является «тягой» полученная растачиванием заготовки из горячекатаного проката, на токарном станке по металлу, то все поверхности у заготовки обрабатываются.
У детали будет только одна поверхность с шероховатостью  , остальные имеют шероховатость
, остальные имеют шероховатость  .
.
Анализ рабочего чертежа
Спроектируем технологический процесс обработки тяги. Объём выпуска деталей – 30 шт. Материал – сталь 45.
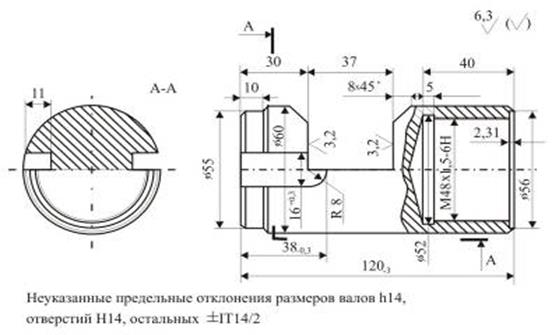
Рис. 1. Рабочий эскиз
На первом этапе проектирования (анализ исходных данных) необходимо осуществить анализ рабочего чертежа детали и технических требований на изготовление. Выявить соответствие заданных требований точности и качества обрабатываемых поверхностей служебному назначению детали. Все размеры чертежа в последовательности подсчётах будут указаны с соответствующими допусками на изготовление.
Анализируя все поверхности заданной детали – «тяги», представим его диаметральные и линейные размеры в табличной форме. (См. табл. 3).
Таблица 3. Соответствие параметров шероховатости обрабатываемой поверхности степени точности (квалитету)
| № | Характеристика поверхности | Шероховатость Ra, мкм | Квалитет точности | Допуски размеров, мм |
| Диаметральные размеры наружные | ||||
| 1 | Диаметр 60 мм | 6,3 | 8 | -0,046 |
| 2 | Диаметр 55 мм | 6,3 | 8 | -0,046 |
| Диаметральные размеры внутренние | ||||
| 3 | Отверстие, диаметр 56 мм | 6,3 | 8 | +0,046 |
| 4 | Отверстие, диаметр 52 мм | 6,3 | 8 | +0,046 |
| 5 | Отверстие, диаметр 47 мм | 6,3 | 8 | +0,039 |
| Линейные размеры | ||||
| 6 | Размер 40 мм | 6,3 | 8 | ±0,039 |
| 7 | Размер 37 мм | 6,3 | 8 | ±0,039 |
| 8 | Размер 22 мм | 3,2 | 7 | ±0,021 |
| 9 | Канавка (глубина) 11 мм | 6,3 | 8 | ±0,033 |
| 10 | Размер 10 мм | 6,3 | 8 | ±0,022 |
| 11 | Размер 5 мм | 6,3 | 8 | ±0,018 |
| 12 | Размер 2,31 | 6,3 | 8 | ±0,014 |
Уточнённый технологом чертёж будет иметь следующий вид (см. рис. 2):
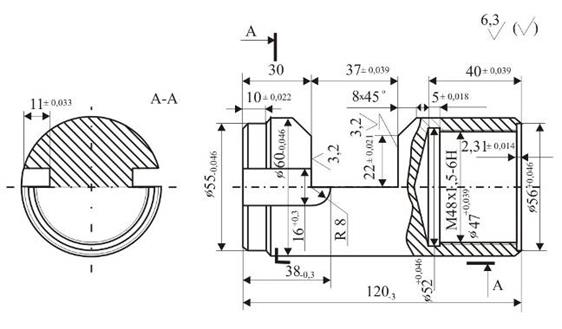
Рис. 2. Уточнённый эскиз
Заключение
Ведущая роль в ускорении научно-технического прогресса, поднятию России на мировой уровень в сфере производства призвано сыграть машиностроение, которое в кратчайшие сроки необходимо поднять на высший технический уровень. Цель машиностроения – изменение структуры производства, повышение качественных характеристик машин и оборудования. Предусматривается осуществить переход к экономике высшей организации и эффективности с всесторонне развитыми силами, зрелыми производственными отношениями, отлаженным хозяйственным механизмом. Такова стратегическая линия государства.
Перед машиностроительным комплексом поставлена задача – резко повысить технико-экономический уровень и качество машин, оборудования и приборов.
Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей, точность обработки и припуски на неё, базирование заготовок; способы механической обработки поверхностей – плоских, цилиндрических, сложнопрофильных и др.; методы изготовления типовых деталей – корпусов, валов, зубчатых колёс и др.; процессы сборки (характер соединения деталей и узлов, принципы механизации и автоматизации сборочных работ); конструирование приспособлений.
Основными направлениями развития современной технологии: переход от прерывистых, дискретных технологических процессов к непрерывным автоматизированным, обеспечивающим увеличение масштабов производства и качества продукции; внедрение безотходной технологии для наиболее полного использования сырья, материалов, энергии, топлива и повышения производительности труда; создание гибких производственных систем, широкое использование роботов и роботизированным технологических комплексов в машиностроении и приборостроении.
Список литературы
1. Романов Е.В., Исаенков Н.Г., Попов Е.В. Проектирование технологических процессов изготовления деталей машин: методическое пособие – Магнитогорск: МаГУ, 2008. – 110 с.
2. Романов Е.В. Методология технологического проектирования: учеб. пособие / Е.В. Романов – 2-е изд. перераб. и испр. – Магнитогорск: МаГУ, 2003
3. Романов Е.В. Методология технологического проектирования: учеб. пособие / Е.В. Романов. – 2-е изд. перераб. и испр. – Магнитогорск: МаГУ, 2003
КУРСОВАЯ РАБОТА
"Проектирование технологического процесса изготовления "Тяги"
Магнитогорск 2009
Содержание
Введение
1. Исходная информация для проектирования технологических процессов изготовление деталей машин
1.1 Описание конструкции
1.2 Анализ исходной технологической информации
2. Проектирование технологического процесса механической обработки детали
2.1 Разработка маршрутной технологии обработки детали
2.2 Определение припусков на обработку детали
2.3 Выбор технологического оснащения
Заключение
Список литературы
Введение
Практика показывает, что гарантированное качество изготовления, обслуживания и капитального ремонта машин и аппаратов химического производств, бумагоделательного оборудования машин и механизмов лесозаготовительного оборудования, деревообрабатывающих станков, тяговых лесозаготовительных машин в решающей мере зависит от точности, класса чистоты и микрорельефа рабочих поверхностей базисных деталей. Эти параметры выдерживаются в заданных пределах лишь при том условии, что разработка технологического процесса на механическую обработку детали удовлетворяла требованиям надёжности, долговечности, точности изготовления и сборочных работ, технологичности производственных процессов, а так же повышению единичной мощности.
Исходная информация для проектирования технологических процессов изготовление деталей машин
Описание конструкции
Назначение детали
Тяга – это часть машины или сооружения, подверженная растягивающим нагрузкам. Обычно стержень круглого или прямоугольного сечения, а также уголкового, таврового или другого профиля.
Конструкция
Данная деталь изготавливается из горячекатаного проката (круг) диаметром 69 мм и общей длиной 126 мм. Данная деталь имеет 8 поверхностей, без учёта фасок:
Химический состав стали 45 (ГОСТ 1050–74), (см. табл. 1)
Таблица 1
| Углерод | Кремний | Марганец | Сера | Фосфор | Хром | Никель | Медь |
| 0,42–0,50 | 0,17–0,37 | 0,50–0,80 | 0,04max | 0,035max | 0,25 | 0,3 | 0,3 |
Механические свойства стали 45 (1050–88), (см. табл. 2)
Таблица 2
| Предел текучести Н/мм2 кгс/мм2
| Временное сопротивление Н/мм2 кгс/мм2 | Относительное удлинение | Относительное сужение |
| % | |||
| 355 (36) | 600 (61) | 16 | 40 |
Дата: 2019-07-30, просмотров: 332.