Обработка осуществляется на токарно-винторезных станках (рисунок 4.1) , которые предназначены для выполнения всех основных видов токарных работ в условиях единичного и мелкосерийного производства. Учитывая, что здесь не требуется менять резцы, и центровочное сверло остается одно и то же, то этот вариант в данном случае достаточно производителен.
При точении заготовка совершает главное вращательное движение, а инструмент-резец совершает поступательное движение подачи. Операции точения предназначены для обработки наружных и внутренних поверхностей вращения (цилиндрических, конических, фасонных); обработки плоских торцевых поверхностей; нарезания резьбы; обработки и получения круглых отверстий, ось которых совпадает с осью вращения заготовки.
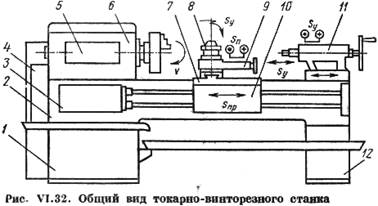
Рисунок 4.1 – Токарно –винторезный станок.
Можно центровые отверстия получить одновременно с обточкой цилиндров и торцов заготовки на черновой операции.
В качестве оборудования можно использовать токарно-винторезный станок типа 16К20. Инструментом для подрезки торца является резец токарный подрезной отогнутый (рисунок 4.2). Это может быть резец с напайными пластинами или с механическим креплением сменных многогранных пластин. Материал пластин – твердый слав Т5К10.
Инструментом для сверления центровых отверстий является сверло центровочное (рисунок 4.3). В качестве материала сверла может быть использована быстрорежущая сталь Р6М5.
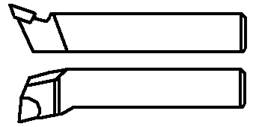
Рис. 4.2 Резец токарный подрезной отогнутый
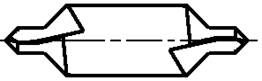
Рис. 4.3 – Сверло центровочное
1. Исходная заготовка – прокат: круг Ø82. Круг зажали в трехкулачковый самоцентрирующий патрон токарно-винторезного станка.
2. Подрезать торец поверхности 1 отогнутым проходным резцом.
3. Проточить упорно проходным резцом до диаметра Ø80-0,2 с шероховатостью поверхности Rz40 - поверхность 2 на длине 125.
4. Упорно проходным резцом получить поверхность 3 (Ø40-0,025) с шероховатостью Rz40 на длине 29.
5. Упорно проходным резцом подрезать торец поверхности 2 на длине 30 от поверхности 1.
6. Отогнутым правым резцом получить фаски поверхность 5 и поверхность 6.
7. В заднюю бабку установить патрон с центром для получения центрового отверстия формы В Ø4 по ГОСТ 14034-74 – поверхность 7.
8. Отрезным резцом на длине 122 от поверхности 1 отрезать заготовку.
9. Деталь установить в оправку поверхностью 3 с упором в поверхность 4.
10. Подрезать торец поверхность 8 на длине 120 от поверхности 1 отогнутым проходным резцом.
11. Упорно проходным резцом за несколько проходов получить поверхность 9 (Ø40-0,025) с шероховатостью Rz40 на длине 48.
12. Упорно проходным резцом подрезать торец поверхность 10 на длине 40 от поверхности 4.
13. Отогнутым правым резцом получить фаски поверхность 11 и поверхность 12.
14. В заднюю бабку установить патрон с центром для получения центрового отверстия формы В Ø4 по ГОСТ 14034-74 – поверхность 13.
Дата: 2019-07-30, просмотров: 345.