Так как задано единичное производство, то целесообразно использовать сортовой прокат - круглый пруток Ø82.
Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими соответствующие канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат – готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочением или резанием. В прокат перерабатывают до 80% всей выплавляемой стали и большую часть цветных металлов и сплавов, его используют в строительстве, машиностроении и других отраслях промышленности.
Существуют три основных вида прокатки: продольная, поперечная и поперечно-винтовая (косая) (рисунок 3.2). При продольной прокатке 1 заготовка 2 деформируется между гладкими или имеющими калибры валками 1, вращающимися в противоположные стороны, и перемещается перпендикулярно к осям валков.
При поперечной прокатке II валки 1 вращаются в одном направлении и оси их параллельны, а заготовка 2 деформируется ими, вращаясь вокруг своей оси.
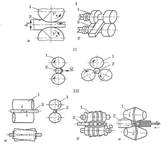
| Рисунок 3.2 - Основные виды прокатки: 1 – продольная прокатка: а – в гладких валках б – в калибрах; 11 – поперечная прокатка; |
111 – поперечно-винтовая прокатка: а – в гладких валах б – в спиральных валках в – винтовая проката труб
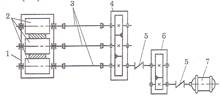
Рисунок 3.3 - Кинематическая схема прокатного стана

Рисунок 3.4 - Классификация рабочих клетей: а – дуо; б – трио сортовые; в – трио листовые; г – кварто листовые; д – кварто для прокатки; е – шестивалковая; ж – двацативалковая; з – универсальная; и – колесопрокатная
При поперечно-винтовой (косой) прокатке III валки 1 вращаются в одном направлении, а оси их расположены под некоторым углом, благодаря чему заготовка 2 деформируется валками; при этом она не только вращается, но и перемещается поступательно вдоль своей оси.
Прокатным станом называется технологический комплекс последовательно расположенных машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки и отделки (правки, обрезки кромок, резки на мерные изделия и пр.) и транспортировки.
На практике прокатным станом часто называют оборудование, непосредственно связанное с деформацией прокатываемого металла в валках. На рисунке 3.3 представлена общая кинематическая схема такого стана. В рабочей клети 1 в подушках с подшипниками расположены валки 2, вращательное движение на которые передается от главного электродвигателя 7 через редуктор 6, муфты 5, шестеренную клеть 4 и шпиндели 3.
В зависимости от конструкции и расположения валкое рабочие клети прокатных станов подразделяют на шесть групп (рисунок 3.4): дуо, трио, кварта, многовалковые, универсальные и специальной конструкции. Клети дуо (двух валковые) бывают реверсивные (прокатка ведется в обе стороны) нереверсивные (прокатка ведется в одну сторону). [3]
Различают листовые клети кварто, применяемые для прокатки толстых листов, полос и броневых плит, и клети кварто для прокатки рулонов. Последние применяются в станах холодной и горячей прокатки тонких листов, лент, полос, причем перед клетью может устанавливаться разматыватель рулонов, а сзади – моталка, создающая натяжение полосы.
В зависимости от назначения прокатные станы можно подразделять на следующие группы: заготовочные, рельсовые, толстолистовые, среднелистовые, тонколистовые, непрерывные листовые (широкополосные) и штрипсовые (производящие штрипсзаготовку для труб в виде полосы шириной до – 300 мм).
Дата: 2019-07-30, просмотров: 326.