ГОСТ 15815 - 83 предусматривает следующие марки щепы в зависимости от ее назначения:
Ц-1 для производства сульфитной целлюлозы и древесной массы, предназначенной для изготовления бумаги с регламентируемой сорностью;
Ц-2 - то же для бумаги и картона с нерегламентируемой сортностью и для производства сульфатной и бисульфатной целлюлозы, предназначенной для изготовления бумаги и картона с регламентируемой сорностью;
Ц-3 - для производства сульфатной целлюлозы и различных видов полуцеллюлозы, предназначенной для изготовления бумаги и картона с нерегламентируемой сорностью;
ГП-1 для производства спирта, дрожжей, глюкозы и фурфурола;
ГП-2 для производства пищевого кристаллического ксилита;
ГП-3 для производства фурфурола и дрожжей при двухфазном гидролизе;
ПВ - для производства древесноволокнистых плит; ПС - для производства древесностружечных плит.
Показатели качества щепы зависят от её марки (табл. 9).
Таблица 9
Показатели качества технологической щепы.
| Показатель | Ц-1 | Ц-2 | ц-з | ГП-1 | ГП-2 | гп-з | ПВ | ПС |
| Массовая доля коры, %, не более | ||||||||
| 1 | 1,5 | 3 | 11 | 3 | 3 | 15 | 15 | |
| Массовая доля гнили, %, не более | ||||||||
| 1 | 3 | 7 | 2,5 | 1 | 1 | 5 | 5 | |
| Массовая доля минеральных примесей, | ||||||||
| % | - | 0,3 | 0,3 | 0,5 | - | 0,3 | 1 | 0,5 |
| Остаток, % не более, на ситах с диа- | ||||||||
| метром, мм: | ||||||||
| 30 | 3 | 5 | 6 | 5 | 5 | 5 | 10 | 5 |
| 20 и 10 | 86 | 84 | 81 | 90 | 90 | 94 | 79 | 85 |
| 5 | 10 | 10 | 10 | - | - | - | 10 | - |
| на поддоне | 1 | 1 | 3 | 5 | 5 | 1 | 1 | 10 |
| Обугленные частицы | Не допускаются | |||||||
Для плитного производства можно использовать все лиственные породы или их смесь с хвойными в любом соотношении. ЦНИИФ рекомендует двухпоточную технологию переработки крупномерных отходов фанерного производства (рис.10).
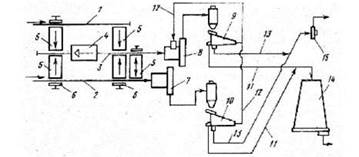
Рис. 10. Схема переработки крупномерных отходов на технологическую щепу:
1, 2, 3 - конвейеры для отходов, 4 - колун, 5 - поперечные конвейеры, 6 - сбрасыватели, 7, 8 -дисковые рубительные машины; 9, 10 - гирационные сортировки для щепы, 11 - конвейер для кондиционной щепы, 12 - конвейер для крупной фракции, 13 - конвейер для мелкой фракции, 14 - бункер-накопитель кондиционной щепы, 15 - пневмоустановка для некондиционной фракции.
В первом потоке в щепу перерабатываются отходы с участка раскряжевки и отбраковки чураков, а во втором - карандаши. Схема предусматривает полную механизацию переместительных операций, непрерывность процесса, возможность переключения подачи отходов с одного потока на другой, доизмельчение крупной фракции. Наиболее характерным недостатком участков измельчения древесины является несоответствие характеристик оборудования размерно-качественным особенностям используемых отходов. Для крупномерных отходов фанерного производства обязательной операцией является раскалывание отрезков кряжей и чураков в случае недопустимого для рубительных машин диаметра, внутренней гнили, трещин и включения металла. Характеристики дровокольных станков отечественного производства даны в табл.11.
Таблица 11
Технические характеристики дровокольных станков
| Параметр Производительность, пл.м3/ч | КЦ-7А 10 | КЦ-6М 12 | КГ-2А 11 | КГ-8А 12 | ЛО-46 15 | ДО-20 20 |
| Длина чураков, мм | 1000-1250 | 1000 - 1250 | 1000 | 1000 -1250 | 600 -1250 | 400-1250 |
| Диаметр максимальный мм | 600 | 700 | 700 | 1000 | 1000 | 1000 |
| Число поленьев за цикл, шт. | 2 | 4 | 2, 4 | 2, 4, 6 | 2, 4, 6 | 2-25 |
| Время цикла, с | 10 | 10 | 15 | 12 | 10 | 12-26 |
| Макс. усилие, кН | 50 | 100 | 250 | 300 | 350 | 580 |
| Установленная мощность, кВт | 10 | 10 | 17 | 15 | 17 | 30 |
| Размеры станка | 4,37 х | 5,45 х | 4,48 х | 4,60 х | 5,03 х | 5,15 х |
| (L х B x H), м | 1,57 х 1,38 | 1,82 х 2,15 | 1.87 х 2,43 | 1,00 х 1,54 | 1,05 х 1.28 | 1,74 х 2,12 |
| Масса, кг | 2700 | 3670 | 3420 | 3900 | 3200 | 6000 |
В отличие от других станков колун ДО-20 работает по принципу тангенциально - радиального деления. Число получаемых частей при этом равно числу ячеек сменной делительной головки. Для раскалывания бракованных чураков, имеющих длину 1,6 - 1,9 м, то есть более указанной в таблице для всех марок колунов, можно применять станки марок К-131 и 10-32 фирмы “Raute”, обеспечивающие раскалывание чураков длиной 2,5-3,2 м, или предусматривать предварительный поперечный раскрой чураков про длине. Для измельчения отходов в фанерном производстве рекомендуются машины с наклонной подачей МРН-25 и подобные, а также машины фирмы “Кархула”. Машины с горизонтальной загрузкой можно использовать для измельчения карандашей. Для переработки больших объемов и при отсутствии дровокольных станков эффективны машины МРН-50 и МРН-100, имеющие большое проходное окно. Для доизмельчения крупной фракции щепы рубительные машины марок МРГ или МРН можно оборудовать дополнительным патроном и повысить выход кондиционной фракции на 6 - 8%.
Для фанерной отрасли наибольший интерес представляет рубительная машина МРНП-40-1, имеющая лучшие показатели по энерго- и металлоемкости и занимаемой производственной площади. Она имеет практически безударный выброс щепы из зоны рубки и снабжена шумопоглощающими устройствами. Для маломерного сырья типа обрезок и отторцовок представляет интерес роторные рубительные машины МРБ-04 и фирмы “Raute”. Перед подачей щепы на сортировку целесообразно иметь небольшие бункера с дозаторами. Это позволит избежать переполнения сит и проваливания части щепы на среднее сито без сортирования. Хранение готовой кондиционной щепы осуществляется в вертикальных бункерах или на специальном механизированном складе, разработанном в НПО “Научфанпром” с производительностью шнековых питателей до 40 пл.м3/ч и вместимостью 2800 м3.
Заключение
С развитием хозяйственной деятельности одновременно происходит увеличение накоплений отходов различных видов производства, что не только приводит к загрязнению экологической среды, но и наносит серьезный вред человеку. Это особенно характерно для крупных городов и промышленно развитых регионов. Накопление отходов приводит к попаданию в экологическую среду тяжелых металлов, химических соединений, в том числе таких, особо вредных веществ, как полихлорированные диоксины (ПХДД) и дибензофураны (ПХДФ)
Вокруг крупных городов и промышленных объектов целые зоны, загрязненные промышленными и бытовыми отходами. Это приводит не только к отчуждению земельных участков, но и к загрязнению водоемов, подземных грунтовых вод, что еще более пагубно для окружающей среды. Все технологии переработки отходов либо малоэффективны, либо настолько дорогостоящи и трудоемки, что производителям проще и экономически выгоднее «подбросить» окружающей среде экологические проблемы, даже с нарушением действующего законодательства, чем заниматься природоохранной деятельностью в дополнение к основной работе.
В настоящее время используются, в основном, два способа переработки промышленных и бытовых отходов. Первый – их захоронение на специально отведенных полигонах, так называемых городских или районных свалках мусора. Второй – термическая переработка различного рода отходов. Последнее представляется более перспективным.
Однако и это может основываться на разнообразных способах сжигания, которые, как правило, не отвечают экологическим требованиям. В последние годы экономически развитые страны используют для переработки отходов печи с псевдоожиженным слоем. Однако они сохраняют практически все недостатки печей с открытым горением и требуют применения громоздких, дорогостоящих очистных сооружений для дымовых газов, в том числе электрофильтров улавливания пыли. Известно, что наличие в дымовых газах, содержащих хлор, пылевидных частиц, выступающих в роли катализаторов, создают условия для образования диоксинов при остывании этих газов. Это также повышает требования к системе газоочистки и сильно усложняет ее конструкцию (введение дополнительных фильтров, абсорберов и т.п.). Кроме того, использование псевдоожиженного слоя выдвигает высокие требования и к подготовке исходного сырья (размер частиц), точности в поддерживании газодинамических характеристик потоков в реакторе, а также к его конструкции. Этот и ряд других недостатков переработки отходов встречает со стороны экологических служб если не сопротивление, то весьма осторожное отношение к широкому их применению.
Если вас не убедила представленная информация, и вы не готовы доверить опилкобетонным блокам стать материалом жилого дома (хотя опилкобетон вполне способен решить эту задачу), давайте вспомним, что гражданское строительство не ограничено жилыми домами, потребность в постройках хозяйственного и производственного назначения даже выше потребности в жилых домах. Подумайте сколько теплых, долговечных, доступных сооружений может быть возведено из материала с использованием отходов деревообработки. Опилки и стружка из головной боли производителя превращается в компонент уникального строительного материала, характеристики которого превышают аналогичные характеристики традиционных строительных материалов. Хотим мы этого или нет, но в России начнут считать деньги и грамотно использовать отходы, которые на Западе давно превратились в ценный ликвидный товар. Миллионы тонн опилок по всей России ждут не утилизации, а хозяйского использования
Список литературы
1. Матросов А.С. Проблемы санитарной очистки города Москвы. Известия Академии промышленной экологии , № 1, 1997.
2. Мусор - проблема физико-химическая. // "Наука и жизнь" № 7, 1978.
3. Нужное из ненужного. // "Наука и жизнь" № 7, 1986.
4. О состоянии окружающей природной среды Российской Федерации в 1998 году Государственный доклад. - М., 1999;
5. Переработка и утилизация промышленных отходов Челябинской области / И.П. Добровольский, И.Я. Чернявский, А.Н. Абызов, Ю.Е. Козлов. - Челябинск, 2000;
6. Состояние окружающей среды Московской области в 1997 году II Государственный доклад. - М., 1998;
7. Экологический бумеранг. // "Наука и жизнь" № 5, 1996.
8. Эскин Н.Б., Тугов А.Н., Изюмов М.А. Разработка и анализ различных технологий сжигания бытовых отходов. Сборник. Москва, ВТИ, 1996.
9. Анучин П.И., Чащин А.М. Коррозия и способы защиты оборудования лесохимических производств.: Справочник. – Из-во «Лесная промышленность», 1970. – 392с.
10. Брацихин Е.А., Шульга Э.С. Технология пластических масс.: Учебное пособие для техникумов. – 3-е издание перераб. доп. – Л.: Химия, 1982. – 328 с.
11. Николаев А.Ф. Технология пластических масс. – Л., Химия, 1977. – 368 с.
12. Головин Г.С. Современные направления получения окускованного бездымного топлива для малых энергетических установок и бытовых печей / Г.С. Головин, В.А. Рубан, А.П. Фомин, О.Г. Потапенко // Уголь. - 1996. - №2.
13. Патуроев В.В. Полимербетоны / НИИ бетона и железобетона. – М.: Стройиздат, 1987. – 286 с.
14. Соломатов В.И. Технология полимербетонов и армополимербетонных изделий. – М.: Стройиздат, 1984. – 144 с.
15. Елинин И.М. Полимербетоны в гидротехническом строительстве. – М.: Стройиздат, 1980. – 192 с.
16. Харчевников В.И. Стекловолокнистые полимербетоны – корозионностойкие материалы для конструкций химических производств. Автореферат докт. Диссерт. – М.: ВЗИСИ, 1983. – 36 с.
17. Долежел Б. Корозия пластических материалов и резин. - М.: Химия, 1964. – 182 с.
Дата: 2019-07-30, просмотров: 310.