Переработка отходов древесины включает в себя и процесс получения и использования таких отходов, как мельчайшие частицы и древесная пыль. Если такие частицы не содержат коры в виде включений размером более 1 мм, то для наружных слоев они не менее эффективны, чем специально изготовленная микростружка или волокно. Технология переработки отходов древесины: опилок, станочной стружки и пыли требует применения специального оборудования - закрытой пневмосистемы для сбора отходов, специальных циклонов для отделения пыли в две стадии, малых бункеров для хранения частиц и пыли. При параллельном изготовлении фанерной продукции и древесностружечных плит такая утилизация может оказаться вполне рентабельной
Переработка и использование крупномерных отходов
Крупномерные отходы являются наиболее ценным вторичным сырьем в производстве шпона и фанеры. Их переработка возможна в товарный шпон путем долущивания или дострагивания сортиментов, в технологическую щепу путем измельчения в рубительных машинах, в технологическую стружку - в стружечных станках, в упаковочную стружку - в древошерстных станках, а также в пилопродукцию и товары народного потребления - на станках общего назначения.
Переработка отходов в товарный шпон
От 3 до 6% сырья могут составлять некондиционные кряжи и чураки, отбракованные по наличию ядровой гнили или загнивающего ложного ядра, что препятствует их лущению в станках, оснащенных обычными кулачками. Для такого сырья разработаны методы центровки в лущильных станках специальными зажимными элементами - планшайбами, которые передают осевое усилие со шпинделей на периферийную, здоровую часть чурака. Диаметр планшайбы должен быть не менее диаметра чурака. Для обеспечения нормального процесса лущения на суппорте станка установлена выносная траверса с лущильным ножом, длина которого меньше длины чурака, а по концам траверсы и ножа закреплены подрезающие ножи.
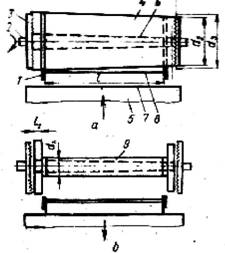
Рис. 10.1. Схемы лущения чурака с гнилью в начальный (а) и конечный (б) моменты обработки: 1 - подрезающие ножи, 2 - шпиндель, 3 - зажимной элемент, 4 - чурак, 5 -суппорт, 6 - гниль, 8 - лущильный нож, 9 - карандаш.
При лущении подрезающие ножи производят опережающее перерезание волокон - вырезают канавки, глубина которых равна толщине шпона. Лущение ведут до такого диаметра карандаша, при котором на нем остается кольцо здоровой древесины минимальной толщины, а сам карандаш имеет вид катушки. Опыт показал, что величина смещения лезвия лущильного ножа и выносной траверсы от корпуса ножедержателя должна составлять 140 - 150 мм, длина торцовых шайб - 90 - 100 мм, а наименьшая толщина кольца здоровой древесины карандаша - 10 - 15 мм. При этом способе получают неформатный шпон из-за уменьшенной длины зоны лущения.
Значительный эффект в использовании некондиционного сырья дает использование бесшпиндельных лущильных станков. Наилучшие результаты они дают при долущивании карандашей (см. рис.4.6). Долущивание карандашей возможно и на малых лущильных станках типа СпЛУ. Перед этим они распиливаются на три или две заготовки. Долущивание позволяет уменьшить диаметр карандашей с 80 - 100 мм до 45 - 70 мм и получить дополнительно от 0,2 до 0,6 м3 шпона на каждые 100 штук карандашей длиной 0,8 м. Заслуживает внимания способ, разработанный в Японии, который состоит в том, что карандашам на специальном станке путем строгания сначала придаётся шестигранная форма. Затем семь таких брусков специальным клеем склеивают в блок, имеющий форму чурака, пригодного для лущения на обычном лущильном станке. В производстве строганого шпона самым ценным вторичным продуктом являются отструги твердолиственных пород, максимальные размеры которых могут составлять до 3000 х 300 х 70 мм. Для получения из них дополнительного шпона существует несколько способов.
Первый способ предусматривает крепление отстругов на столе шпонострогального станка специальными крюками толщиной 7 - 8 мм, что позволяет обеспечить их строгание с толщины 60 - 70 мм до толщины 15 - 20 мм. Второй способ связан с реконструкцией станка, на котором устанавливается плита с системой присосов и манжетами. Включение вакуум - насоса создает разрежение, и отструги плотно прижимаются к столу с усилием 100 - 150 кН, после чего могут строгаться до толщины 5 - 10 мм. Третий способ основан на соединении нескольких отстругов в один блок с помощью деревянных нагелей или специальным клеем. Соединение на клею более перспективно, так как дает более высокий выход шпона, и более безопасно, чем при использовании нагелей. Клей КМ - 2 на основе смолы СМ 60 - 08 обеспечивает склеивание древесины влажностью до 80 - 90%. Он наносится на обе склеиваемые поверхности в количестве 200 - 250 г/м2. Количество отстругов в блоке определяется средней высотой ванчеса и возможностями оборудования. Блоки склеивают в струбцинах при совмещении операций склеивания и гидротермической обработки при давлении не менее 0,17 МПа. После этого блоки обрезают с четырех сторон с целью образования достаточно ровной плоскости прилегания блоков при их креплении в станке. Выход строганого шпона из склеенного блока составляет 50 -56 %.
Дата: 2019-07-30, просмотров: 288.