На промышленных предприятиях ремонт обмоток якоря из прямоугольного провода, как правило, включает ремонт отдельных катушек или замену одной или нескольких катушек, вышедших из строя. Полную замен)' обмоток производят крайне редко, так как изготовление обмоток требует специальной оснастки и необходимо иметь медные провода или медную шинку определенного сечения.
При ремонте отдельных катушек определяют вид неисправности и находят неисправную катушку и место повреждения. Если повреждена сторона катушки, расположенная в верху паза, то снимают бандаж со стороны коллектора, выбивают клинья, выпаивают катушку из коллектора, осторожно достают из паза сторону катушки и устраняют повреждение. Восстанавливают изоляцию между проводниками. В паз устанавливают изоляцию в виде простынки и опускают сторону катушки в паз. При этом изоляция должна быть такой толщины, чтобы катушка могла войти в паз и не повредить изоляцию. Для того чтобы катушка легче пошла в паз, ее натирают парафином. Затем припаивают ее к коллекторной пластине и накладывают бандаж.
Более сложен ремонт при замене катушки или ремонте стороны катушки, лежащей в низу паза. При таком ремонте снимают оба бандажа, выбивают клинья из пазов, распаивают необходимое количество коллекторных пластин и вынимают из пазов столько верхних слоев катушек, сколько нужно для того, чтобы достать поврежденную катушку из пазов. Затем проводят ремонт катушки: восстанавливают изоляцию, заменяют обгоревшие провода, в некоторых случаях восстанавливают провод, напаивая отдельные участки. При укладке в пазы устанавливают новые изоляционные простынки для верхних частей катушек. Последующие операции указаны выше. Замена катушек является сложным ремонтом, требующим высокой квалификации рабочих.
Ремонт коллектора
У коллекторов возможны следующие повреждения: повышенное биение рабочей поверхности, подгар и износ пластин, замыкание пластин между собой и на корпус, поломка и распайка петушков, перекрытия и прожога пластмассы, трещины пластмассы.
Обнаружение и устранение некоторых неисправностей коллектора и щеточного аппарата приведены в гл. 13. Замыкания пластин на корпус и между собой можно определить мегаомметром, но для этого коллектор должен быть отсоединен от обмотки.
На предприятиях ремонт коллекторов со стальной втулкой возможен с его разборкой, а коллектора на пластмассе можно ремонтировать без разборки.
У коллекторов на пластмассе незначительные перекрытия на поверхности пластмассы 2 (рис. 12-1) зачищают стеклянной бумагой, протирают ветошью и покрывают не менее двух раз эмалью воздушной сушки. Прожога на значительной площади удаляют проточкой на токарном станке на глубину не более 2— 3 мм. Проточенную поверхность шлифуют стеклянной шкуркой, обезжиривают и также покрывают эмалью. Трещины глубиной до 3 мм и прогары пластмассы удаляют сверлением. Обработанные места очищают от пыли, обезжиривают и заполняют эпоксидным компаундом холодного отверждения. После застывания компаунда его покрывают эмалью. Замыкание пластин в доступных для осмотра местах устраняют расчисткой дорожек между пластинами и обработкой оплавленных или обгоревших пластин шабером.
Рассмотренные дефекты, как правило, происходят на стороне коллектора, свободной от обмотки, так как эта сторона загрязняется пылью, маслом. При ремонте коллектор можно с вала не снимать. На стороне коллектора, к которой припаяна обмотка, такие дефекты встречаются редко и обнаружить их можно только после того, как обмотка отпаяна от коллектора.
Коллекторы, собранные на стальной втулке, при ремонте можно разобрать. Частичную разборку можно производить, не снимая коллектор с вала; для полной разборки его необходимо с вала снять. Перед разборкой метками намечают взаимное положение конуса 3 (рис. 12-2) кольца коллекторных пластин 5 и конуса 10. По наружном}' диаметру коллекторные пластины обвязывают стальной отожженной проволокой или на них надевают специально изготовленное кольцо или диск.
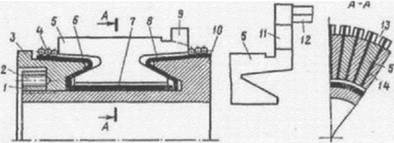
Рис. 12-1. Коллектор на пластмассовом корпусе:
1 - стальная втулка; 2 - пластмассовый корпус; 3 - коллекторная пластина;
4 — армирующие стальные кольца
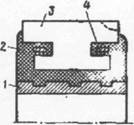
Рис. 12-2. Коллектор на стальной втулке: 1 — гайка; 2 — стопорный вннт; 3 — передний конус; 4 — бандаж; 5 — коллекторные пластины; б, 8 — манжеты; 7 — изоляционное кольцо; 9 — петушки; 10 — задний нажимной конус; 11 — ленточные петушки; 12 — обмотка; 13 — прорези для установки обмотки; 14 — изоляционные прокладки между коллекторными пластинами
При разборке отворачивают стопорный винт 2, гайку 1, срезают бандаж 4 и снимают конус 3 с манжетой 6. Производят осмотр манжеты. При обнаружении места пробоя защищают его от обгоревшей изоляции, устанавливают на клею кусочки слюды и запекают. При запечке необходимо создать давление на участок с приклеиваемой изоляцией. После высыхания ее выравнивают и собирают коллектор в порядке, обратном разборке. Если манжета не имеет повреждений, разборку продолжают. Снимают кольцо коллекторных пластин 5 и осматривают манжету 8 и изоляционное кольцо 7; при необходимости коллектор ремонтируют.
При замыкании коллекторных пластин между собой находят поврежденную изоляционную прокладку и заменяют ее в следующем порядке. На кольцо коллекторных пластин надевают специ альный диск, который имеет вырез по размеру удаляемых для ремонта пластин. Диск удерживает годные пластины в кольце. В извлеченных пластинах заменяют пробитую прокладку и уста навливают пластины на место. Если необходимо, то ремонтируют наплавкой пластины или меняют их, изготовляя новые универсальным способом по образцу извлеченной пластины.
Затем производят сборку коллектора по меткам. Нажимной конус 10. кольцо коллекторных пластин 5 и нажимной конус 3 должны быть установлены так, как стояли до разборки. После сборки коллектор несколько раз нагревают и подтягивают гайку 1 в горячем состоянии коллектора и в холодном.
Ремонт обмоток полюсов
При ремонте обмоток полюсов их, как правило, снимают с полюсов. Для этого отворачивают болты, крепящие полюса к корпусу, отнимают полюса от корпуса и снимают с них обмотки. При ремонте обмоток добавочных полюсов находят место повреждения и, если это пробой на корпус, очищают его от поврежденной изоляции и наносят новую. Если неповрежденная изоляция служила достаточно долго, то необходимо ее заменить. При витковом замыкании с катушки снимают корпусную изоляцию, раздвигают витки и прокладывают между ними новую витковую изоляцию. Как правило, изоляцию промазывают клеящими лаками и высушивают. Изолированную обмотку несколько раз покрывают эмалью и сушат.
Катушки главных полюсов, как правило, наматывают круглып проводом. При пробое изоляции на корпус поврежденное место можно изолировать новой изоляцией, промазать лаком, а сверх}' эмалью. При витковом замыкании не всегда удается размотать катушку и изолировать витки, замкнутые накоротко. При размотке катушки, которая пропитана лаками, повреждается целая витковая изоляция и намотать этим же проводом катушку не всегда удается. Поэтому часто изготовляют новую катушку.
Технологический процесс изготовления катушек состоит из операции намотки, изолировки, пропитки, сушки и контроля. Катушки можно наматывать на намоточный шаблон, на каркас или непосредственно на изолированный полюс. Катушки, наматываемые на шаблон, называют бескаркасными. Шаблон служит только для намотки. Катушки, наматываемые на каркас, называются каркасными. Одновременно с каркасом они проходят все дальнейшие операции и вместе с каркасом их надевают на полюс машины.
Наибольшее «применение находят бескаркасные катушки. Намотку таких катушек проводят на станках различной конструкции, но они должны иметь механизм раскладки провода. При отсутствии на станке механизма раскладки намотку выполняют на невысоких оборотах, а раскладку — вручную. На рис. 13-1 показаны шаблон, который состоит из сердечника 2 и двух щек 3 и 4. Шаблон прикреплен к планшайбе станка втулкой 1. Размеры шаблона по ширине и длине должны соответствовать размерам катушки с учетом припуска на изоляцию и неплотности намотки. В щеках шаблона имеется шесть пазов для скрепления катушки после намотки. Щека 4 крепится клином 5 к сердечнику 2.
При намотке раскладчик станка производит рядовую раскладку провода, передвигаясь за один оборот шаблона на расстояние, равное диаметру наматываемого провода. При намотке ступенчатых катушек для образования ступеней между щекой шаблона и рядами витков можно установить закладные кольца. В ответственных машинах для достижения монолитности витков при намотке ряды катушек промазывают клеящими лаками. Намотанные катушки перевязывают в нескольких местах лентой, снимают с шаблона и припаивают наконечники. Затем накладывают часть изоляции, называемую стягивающим слоем, которым служит для предохранения витков от сдвига, и расклинивают внутреннее отверстие деревянными клиньями.
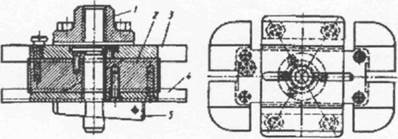
Рис. 13-1. Шаблон для намотки катушки полюса
Если катушке необходимо придать определенный радиус для плотного ее прилегания к корпусу индуктора после сборки, то изготовляют специальный шаблон, имитирующий часть индуктора, и закрепляют в нем катушку. В таком виде катушку пропитывают лаком. После пропитки клинья выбивают из неостывшей катушки, на катушку накладывают остальные слои наружной изоляции и повторяют пропитку. Повторная пропитка предназначена для заполнения пор наружной изоляции и воздушных промежутков между ее слоями.
Заключительные операции изготовления катушек — зачистка выводных концов, маркировка и контроль. Зачистку выводных концов от пленки лака, образовавшейся при пропитке, проводят вручную металлической щеткой. Около каждого вывода проставляют буквы «Н» или «К», означающие начало и конец намотки. Контроль катушек заключается в проверке габаритных размеров, активного сопротивления, количества витков, отсутствия межвитковых замыканий.
Дата: 2019-07-30, просмотров: 358.