В электроремонтных цехах предприятий капитальному ремонту с заменой обмотки подвергаются низковольтные электродвигатели, имеющие обмотку из круглого провода. Низковольтные двигатели с обмоткой из прямоугольного провода и высоковольтные двигатели ремонтируют с заменой обмоток в случае получения обмотки как запасной части. Изготовление высоковольтных обмоток или их восстановление в электроремонтных цехах не проводят, так как для этого требуется сложное оборудование и специальная технология а количество ремонтируемых двигателей незначительное. В некоторых случаях при ремонте роторов с обмоткой из прямоугольных шин производят ее изготовление.
При необходимости перед разборкой двигатели подвергают предремонтным испытаниям, для того чтобы исключить возможность ошибочного поступления на ремонт исправной машины.
Предремонгаые испытания включают электрические испытания (измерение сопротивления изоляции, проверку электрической прочности изоляции, измерение сопротивлений обмоток и их частей при постоянном токе) и замеры узлов и деталей (эксцентриситет, биение, конусность и т. п.). Неисправные двигатели отправляют на разборку. Порядок разборки двигателя меньшей высоты оси вращения, например 56 мм, обусловлен конструкцией двигателя (рис. 6-1). Разборку такого двигателя проводят на столе; для этого не требуются подъемные средства, а усилия, прикладываемые при разборке, незначительны.
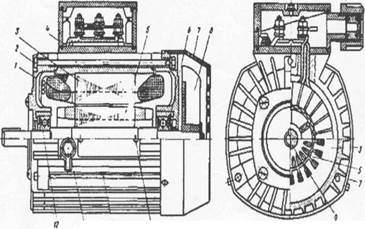
Рис.6-1. Асинхронный электродвигатель фланцевого исполнения с высотой оси вращения 56 мм: 1- передний щит, 2-шпилька, 3- сердечник статора, 4- коробка выводов, 5- сердечник статора, 6- пружинная шайба, 7- кожух вентилятора, 8-вентилятор, 9- вал, 10- корпус, 11- болт заземления, 12- подшипник
На рис. 6-2 показан электродвигатель третьей серии с контактными кольцами типа АКЗ-315 с высотой оси вращения 315 мм. Для разборки двигатель устанавливают на специальный верстак. Разборку начин-ют со щеточного узла. Сначала снимают колпак 25; отворачиваю выводы обмотки ротора 26; снимают траверсу со щетками 23и съемником снимают узел контактных колец 22, который надет консольно на вал. Отвернув болты 21, снимают коробку контактных колец 20. Затем отворачивают болты и снимают с обеих сторон крышки подшипников 4; отворачивают болты, крепящие подшипниковые щиты, и снимают их. Ротор извлекают приспособление! (см. рис. 13-6). На разобранные детали и узлы навешивают железные бирки для того, чтобы при сборке их можно было легко найт! Детали и узлы одного или нескольких двигателей складывают, одну тару.)
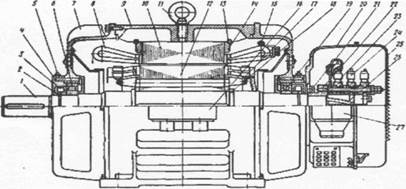
Рис. 6-2. Асинхронный атекпюдвигатель АКЗ-315 с фазным роторе»!, высотой оси вращения 315 мм:
1 - вал; 2 - пружинное кольцо; 3 - диск; 4 - крышка подшипника; 5 - масленка; 6, 19 - передний и задний подшипники; 7 - щит подшипника; 8 - обмотка статора; 9 - корпус; 10 - сердечник статора; 11 - рым-болт, 12 - сердечник ротора; 13 - шпонка дуговая; 14 - нажимная шайба; 15 - выводы обмотки статора; 16 - коробка выводов статора; 17 -обмотка ротора; 18 - кольцо пружинное; 20 - коробка контактных колец; 21 - болты крепления коробки контактных колец; 22 - узел контактных колец; 23 - щетка; 24 - щеткодержатель; 25 - колпак; 26 - выводы обмотки ротора; 27 -коробка выводов ротора
С точки зрения ремонта низковольтные электрические машины можно конструктивно разделить на два типа. Первый тип машин имеет сердечник, запрессованный в корпус и обмотку из круглого провода (рис. 13-4), а торой тип имеет сердечник, набранный в корпус и обмотку из прямоугольного провода (рис. 20-3). Эти особенности необходимо учитывать при разборке и дефектации.
При разборке электрических машин также необходимо извлечь обмотку из пазов. Обмочу низковольтных машин мощностью до 60—80 кВт изготовляют 1з круглого провода и укладывают в полузакрытый паз. Диаметр используемых проводов от 0,27 до 1,8 мм. Число витков ТОНР>ГО провода достигает более сотни в пазу. При диаметре провода 0„ мм и выше число витков в пазу несколько десятков. На некоторых крупных электроремонтных предприятиях с высокой культурой производства круглый провод диаметром выше 1,0 мм извлекают н паза и восстанавливают. На подавляющем большинстве электроремонтных предприятий и во всех ремонтных цехах круглый провод извлекают из статора следующим образом.
Лобовую часть обмотки со стороны схемы срезают на токарных станках, а оставшуюся (обмотку вытаскивают с другой стороны, предварительно обуглив изоляцию в печах или размягчив ее в растворах каустика (или слюды) или размягчив лак в высокочастотных установках.
Изоляцию обугливают в печах при температуре 300—350 °С. При более низкой температуре изоляция не обугливается, а при более высокой нарушается межлистовая изоляция сердечника и возможны изменения магнитных свойств электротехнической стали в сторону ухудшения. Этой операции можно подвергать статоры электродвигателей серии А и А2 с чугунными корпусами. У статоров электродвигателей серии 4А с чугунным корпусом и сердечником, запрессованным с натягом, но без фиксирующего штифта, возможно ослабление посадки и сдвиг сердечника, а у статора с алюминиевым корпусом кроме этого возможны потери основных посадочных размеров. Статоры в печах всегда следует располагать горизонтально. Обмотку извлекают из пазов неостывшего статора.
Для размягчения изоляции статоры помещают в ванну с горячим 5—8%-ным раствором каустика или соды и выдерживают при температуре 80—90 °С в течение 6—8 ч в зависимости от габаритов и конструкции статора, после чего их промывают в горячей воде. При выдержке в каустике замечены случаи нарушения межлистовой изоляции сердечника. Поэтом}' на заводах стараются пользоваться раствором соды, хотя время выдержки при этом увеличивается.
Обмотку извлекают вручную крючками из стальной проволоки или механизмом с электро- 'или пневмоприводом.
После извлечения обмотки от лобовой части отрезают кусок катушки и прикрепляют его к статору. По этой части обмотки при необходимости определяют число проводов в катушке и диаметр провода. Обмотку низковольтных машин мощностью от 60 - 80 до 300 - 400 кВт изготовляют из прямоутольного провода и укладывают в полуоткрытые пазы. Число проводников в пазу не более 20-30. Такую обмотку извлекают из пазов следующих! образом., Статор разогревают (изоляция при этом обугливается), ножом или зубилом удаляют бандажи, скрепляющие катушки между собой и с бандажным кольцом, выбивают клинья 1 (рис. 6-3). Обмотка, как правило, двухслойная. Сначала достают из паза стороны катушек, лежащих вверху. Катушка состоит из двух полукатушек и поэтому вытаскивают сначала прокладку под клин 2, полукатушку 3, а затем полукатушку 4. Извлеченные стороны катушек оставляют в расточке сердечника и только после того как достанут из паза столько верхних сторон катушек, сколько пазов в шаге обмотки, можно будет достать верхнюю и нижнюю сторону катушки и вытащить ее из сердечника. Нижнюю сторону катушки извлекают из паза также в два приема: сначала прокладку между катушками 5, одну полукатушку б, а затем вторую 7. После этого пазы зачищают от корпусной изоляции 8, прокладки 9 и поправляют сердечник.
Обмотку высоковольтных машин мощностью свыше 300— 400 кВт изготовляют из прямоугольного провода и наносят высоковольтную корпусную изоляцию непосредственно на катушку. Та-, кую катушку можно уложить только в открытый паз (рис. 6-4).
Изоляция может быть термореактивная или термопластичная. Обмотки с термореактивной изоляцией имеют низкую ремонтопригодность и их ремонт может осуществляться только специализированными ремонтными предприятиями. Термореактивная изоляция на основе эпоксидных смол не размягчается при нагревании; катушки нельзя извлечь из пазов; при попытке незначительно деформировать катушку изоляция ломается. Термопластическая изоляция на основе масляно-битумных лаков при нагревании размягчается; катушки можно извлечь из паза; в нагретом состоянии катушку можно незначительно деформировать, не нарушая целостности изоляции. Электродвигатели с термопластичной изоляцией в настоящее время промышленностью почти не выпускаются, однако в эксплуатации имеется большое количество двигателей с такой изоляцией.
Извлечение обмотки с термопластической изоляцией производят в следующем порядке. Сначала ножом, зубилом или ножницами удаляют бандажи, скрепляющие катушки между собой и с бандажным кольцом. Затем выбивают клинья 1, разогревают обмотку. Доя этого несколько катушек соединяют последовательно между собой и пропускают по ним постоянный ток. Для этих целей можно использовать сварочные генераторы постоянного тока. Сила тока не должна превышать 0,3—0,4 от номинатьного тока. Температура нагрева должна быть не более 100—ПО °С. Форсировать нагрев во избежание вспухания изоляции катушек не следует. Нагрев продолжается 15—30 мин. Нагретые катушки достают из пазов, используя различные приспособления. После этого снимают прокладку под клином 2, достают катушку 3 и снимают прокладку 4. Нижнюю сторону 5 и прокладку 6 вытаскивают после того, как поднимут из паза столько верхних сторон, сколько пазов в шаге. При этом стараются, чтобы катушка как можно меньше потеряла свою форму и не повредилась изоляция.
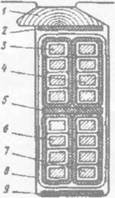
Рис. 6-3. Полуоткрытый паз статора низковольтной электрической машины с обмоткой из рямоугольного провода
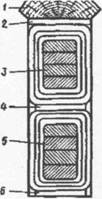
Рис. 6-4. Открытый паз статора высоковольтной электрической машины с обмоткой из прямоугольного провода
Дефектацшо производят в процессе разборки машины и начинают с внешнего осмотра. Определяют наличие всех деталей; целостность лап, ребер охлаждения, коробки выводов и т. п. Затем проводят измерения биения вала, если это позволяет качество подшипников. Снимая с двигателя детали, определяют их пригодность для сборки. Снимая подшипниковый щит, определяют плотность его посадки на корпус и на наружную обойму подшипника. Осматривают его посадочные места, на которых не должно быть забоин, вмятин; поверхность должна быть чистой. На наружную поверхность подшипника щит должен надеваться туго. В машинах, имеющих щит и корпус из алюминия, после нескольких сборок может ослабнуть посадка подшипникового щита. Сняв подшипники с вала, осматривают шейки вала, которые должны иметь ровную поверхность и не быть изношенными. Вал не должен иметь искривлений, вмятин и забоев выводного конца. Отворачивая болты, определяют их качество и качество резьбовых отверстий, куда их заворачивают.
Затем проводят осмотр обмотки ротора. Короткозамкнутая алюминиевая обмотка не должна иметь следов расплавления, раковин; все лопатки должны быть целыми. Короткозамкнутая сварная обмотка не должна иметь обрыва стержней (рис. 6-5, а), смещений в осевом направлении (рис. 6-5, б), прогибов, выступающих из активной части (рис. 6-5, в), изгибов концов стержней в направлении вращения ротора (рис. 6-5, г), волнообразного изгиба, расположенного на ребре короткозамыкающего кольца (рис. 6-5, д), цветов побежатости на короткозамыкающих кольцах. После изктечения обмотки статора проводят дефектацию сердечника. Основные неисправности сердечников: ослабление прессовки, веер зубцов, оплавление отдельных участков, нарушение изоляции между листами, погнутость отдельных зубцов, ослабление посадки сердечника в корпус. Плотность прессовки определяют контрольным ножом, который вдвигают между- листами сердечни ка. Плотность прессовки следует считать удокчетворительной, если при сильном нажатии на рукоятку ножа лезвие входит в сердечник не более чем на 2—3 мм. Остальные дефекты определяют, как правило, визуально. Результаты дефектации записывают в ведомость, по которой разрабатывается технология ремонта.
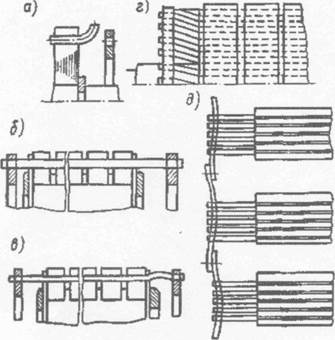
Рис. 6-5. Возможные повреждения короткозамкнугой сварной обмотки ротора
Дата: 2019-07-30, просмотров: 364.