Одна из важнейших задач конструирования – разработка РЭА, ЭВМ и систем, обладающих высокой экономической и технической эффективностью, которая в значительной степени определяется их надежностью [3].
Надежность – это свойство объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортирования (ГОСТ 27.002-83). Если ЭВА отвечает всем эксплуатационным требованиям, то она считается надежной. Выделяют два основных вида надежности:
– техническая – это надежность на соответствие ТУ и определяется в заводских условиях для всех изделий;
– эксплуатационная – надежность данного элемента в условиях эксплуатации с учетом режимов работы, местных условий и квалификации обслуживающего персонала. Основными свойствами этого типа надежности являются безотказность, ремонтопригодность, долговечность и сохраняемость.
Основными показателями и характеристиками надежности являются:
P(t) – вероятность безотказной работы;
λ(t) – интенсивность отказов;
Тср. – среднее время наработки до первого отказа;
Q(t) – вероятность отказа.
Целью расчета показателей надежности является определение численных значений основных показателей надежности по интенсивности отказов элементов.
Исходная характеристика надежности для элементов конструкции является интенсивность отказов, которая является функцией режима работы элемента, температуры окружающей среды и внешних воздействий.
 ,(7.5.1)
,(7.5.1)
где λОЭ – интенсивность отказа элемента при оптимальных условиях;
КН – коэффициент электрической нагрузки, равный отношению рабочей нагрузки к оптимальной:
 ;(7.5.2)
;(7.5.2)
αt – температурный коэффициент, показывающий во сколько раз отличается интенсивность отказа элемента при данном КН от интенсивности отказа при номинальных условиях :
 ;(7.5.3)
;(7.5.3)
αb – коэф. учитывающий влияние внешних воздейств. на надежность элемента
Таблица 6.5.1
Интенсивность отказов элементов печатной платы [10].
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Наименование элемента | Тип элемента | N | λо.э10-7, 1/ч | Кн | at | ab | N∙λо.э.∙10-7 Кн∙at∙ab |
| Диоды Шоттки | 1N5824 | 1 | 0,3 | 0,3 | 1,1 | 1 | 0,099 |
| Конденсаторы | Smd 0603 | 33 | 0,3 | 0,6 | 0,2 | 1 | 1,188 |
| Резисторы | Smd 0805 | 24 | 0,02 | 0,2 | 1,6 | 1 | 0,153 |
| Микросхема | K1156EK5 | 1 | 0,2 | 1 | 3 | 1 | 0,6 |
| Микросхема | IRU1117-33 | 1 | 0,2 | 1 | 3 | 1 | 0,6 |
| Микросхема | ATmega1281 | 1 | 0,2 | 1 | 3 | 1 | 0,6 |
| Микросхема | SAA7114HL1 | 1 | 0,2 | 1 | 3 | 1 | 0,6 |
| Микросхема | HY27UF082G | 4 | 0,2 | 1 | 3 | 1 | 2,4 |
| Резонатор кварцевый | KX-38 | 1 | 0,2 | 1 | 1 | 1 | 0,2 |
| Резонатор кварцевый | KX-3H | 1 | 0,2 | 1 | 1 | 1 | 0,2 |
| Контакты разъема | 26 | 0,2 | 1 | 1 | 1 | 1 | |
| Печатная плата | 1 | 2 | 1 | 1 | 1 | 2 | |
| Пайка выводов | 498 | 0,005 | 1 | 1 | 1 | 2,49 |
В таблице 6.5.1. приведены справочные данные по интенсивности отказов для каждого элемента.
Обозначения в таблице:
N – количество элементов;
lо.э. – интенсивность отказов элементов (1/ч);
Кн – коэффициент нагрузки:
at – температурный коэффициент;
ab – коэффициент воздействий внешней среды;
Для учета влияния режима работы на интенсивность отказов ЭРЭ вводят коэффициент нагрузки  .
.
Коэффициент нагрузки для диодов:

Коэффициент нагрузки для конденсаторов:

Коэффициент нагрузки для транзисторов:

Коэффициент нагрузки для микросхем:

Для ИС: 
Коэффициент нагрузки для резисторов:

Для учета влияния теплового режима работы на интенсивность отказов ЭРЭ вводят температурный коэффициент at
Влияния условий эксплуатации на интенсивность отказов учитывает коэффициент aэ. Он характеризует отношение интенсивности отказов ЭА различного назначения к лабораторной интенсивности отказов.
Согласно техническому заданию, проектируемое устройство относится к стационарной наземной ЭВА и значение aэ = 10
Из таблицы 6.5.1 определяем результирующую интенсивность отказов:
lр = 20,13·10-7
Далее определим среднее время наработки до первого отказа

Затем определим вероятность безотказной работы в течении 1 года:

Тогда вероятность отказов Q(t) = 1-0,985 = 0,015
Построим график вероятности безотказной работы печатного узла в зависимости от времени работы:
| t, час. | 10 | 102 | 103 | 104 | 105 | 106 | 107 |
| P | 0,999853 | 0,999853 | 0,998528 | 0,985376 | 0,863018 | 0,229193 | 4,1·10-7 |
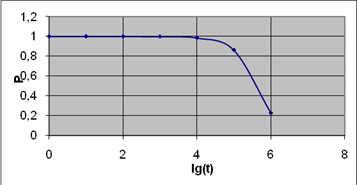
Рис.7.5.1 - График вероятности безотказной работы
Таким образом, после определения основных показателей надёжности, можем утверждать, что данное устройство является достаточно надёжным.
8. ПРОЕКТИРОВАНИЕ ПЕЧАТНЫХ ПЛАТ В САПР P-CAD
Р-САD выполняет полный цикл проектирования ПП, включающий в себя графический ввод схемы, «упаковку» (перенос) схемы на ПП, ручное размещение компонентов, ручную, интерактивную или автоматическую трассировку проводников, контроль ошибок в схеме и ПП и выпуск конструкторской и технологической документации. Применение сопутствующих программ позволяет выполнять моделирование схем и анализ паразитных эффектов, присущих реальным ПП, до их изготовления, что обеспечивает преимущества Р-САD по сравнению с другими САПР [11].
Система Р-САD 2001 предназначена для проектирования многослойных печатных плат (ПП) электронных устройств в среде Windows. Она состоит из четырех основных модулей: Р-САD Librаrу Маnаgеr (или Librarу Ехесutive), Р-САD Sсhеmаtiс, Р-САD РСВ, Р-САD Аutоrоutеrs и ряда вспомогательных программ.
Р-САD Librаrу Маnаgеr (или Librarу Ехесutive) — менеджер библиотек. Система Р-САD имеет интегрированные библиотеки, которые содержат графическую и текстовую информацию о компонентах. В графическом виде представлена информация о графике символов и корпусов компонентов; в текстовом виде — число секций в корпусе компонента, номера и имена выводов, коды логической эквивалентности выводов и секций и т.п. Утилита Librarу Ехесutive состоит из программы Librarу Маnаgеr, в которую включен ряд дополнительных команд, и редакторов символов компонентов Symbol Editor и их корпусов Раtеrn Editor.
Р-САD Sсhеmаtiс и Р-САD РСВ — графические редакторы схем и ПП. Графический редактор ПП Р-САD РСВ вызывается автономно или из редактора схем Р-САD Sсhеmаtiс. В Р-САD Sсhеmаtiс составляется список соединений схемы (Netlist), который загружается в Р-САD РСВ, и на поле ПП переносятся из библиотек изображения корпусов компонентов с указанием линий электрических соединений между их выводами — эта операция называется упаковкой схемы на ПП. После этого вычерчивается контур ПП, внутри него (вручную или в интерактивном режиме с помощью SРЕССТRА) размещаются компоненты и проводится трассировка проводников.
В Р-САD РСВ появилось много новых возможностей, позволяющих улучшить качество разработки ПП. К ним относятся средства обнаружения и удаления изолированных островков металлизации, автоматическая очистка зазоров в областях металлизации при прокладке через занятые ими области проводников и простановке переходных отверстий (ПО), возможность задания индивидуальных зазоров для разных проводников, классов проводников и проводников, находящихся на различных слоях или в различных областях расщепления металлизированных слоев на области для подключения нескольких источников питания отдельно аналоговой и цифровой «земли». ПО допускается размещать в любой точке ПП что облегчает разметку центров крепежных отверстий.
Аutoroutеrs. В состав Р-САD 2001 входят два автотрассировщика: простейшая программа QuickRoute и заимствованная из системы Ргоtе1 программа Shape-Based-Route. Вместе с поставляемой отдельно программой SРЕССТRА они вызываются из управляющей оболочки Р-САD РСВ, в которой производится настройка стратегии трассировки. Очень удобно, что информацию об особенностях трассировки отдельных цепей можно с помощью стандартных атрибутов ввести еще на этапах создания принципиальной схемы или ПП. К ним относятся атрибуты ширины трассы, типа ассоциируемых с ней ПО и их максимально допустимого количества, признак запрета разрыва цепи в процессе автотрассировки, признак предварительно разведен3ной и зафиксированной цепи.
Р-САD InterРlасе&РСS (Раmetric Constraint Solver) -DВХ-утилита данные в которую передаются из Р-САD Sсhеmаtiс с или Р-САD РСВ.
Модуль Раmеtric Соnstrаint Solver позволяет задать набор правил размещения компонентов, трассировки проводников и других правил разработки ПП на этапах создания принципиальной схемы и ранних этапах работы с печатными платами. Эти данные передаются в программы Shape-Based-Route и SРЕССТRА. При задании правил разработки ПП допускается использовать математические функции.
Модуль IntеrРlасе представляет собой интерактивное средство размещения компонентов (базовая программа Р-САD РСВ позволяет выполнить размещение компонентов только вручную, для автоматического размещения используется отдельная программа SРЕССTRА). Компоненты могут быть объединены в физические или логические группы и размещены на ПП в определенных областях, выровнены, перемещены или повернуты.
Р-САD Rеlау — средство для обеспечения коллективной работы над проектами ПП. Является аналогом графического редактора Р-САD РСВ с ограниченными возможностями. Печатные платы можно просматривать, вручную редактировать и выполнять вывод на принтеры и плоттер. Нельзя создавать управляющие файлы для фотоплоттеров и станков с ЧПУ, трассировать проводники в интерактивном и автоматическом режимах, создавать слои металлизации, выполнять корректировку проектов ЕСО и ряд других операций.
Р-САD Rеlау не только средство просмотра ПП. С ее помощью разработчик схем может выполнить общую расстановку компонентов на ПП, задать наиболее существенные атрибуты, которые будут использованы при трассировке (например, допустимые зазоры), и проложить наиболее критичные трассы. Затем эти результаты передаются конструктору для завершения разработки ПП с помощью Р-САD РСВ. Кроме того, с помощью Р-САD Rеlау выполняется контроль соблюдения технологических норм DRС и запускаются утилиты DВХ.
SРЕССТRА — программа ручной, интерактивной и автоматической трассировки проводников и размещения компонентов. Программа SРЕССТRА успешно трассирует ПП большой сложности (число слоев до 256) благодаря применению так называемой бессеточной (Shape-Based) технологии. В отличие от разработанных ранее сеточных трассировщиков, в которых графические объекты представлены в виде набора координат точек, в ней используются компактные способы их математического описания. За счет этого повышается эффективность трассировки ПП с высокой плотностью расположения компонентов и обеспечивается тонкая настройка сложных стратегий размещения компонентов и трассировки проводников.
Всем объектам ПП присваивается определенный уровень иерархии, и вводятся правила размещения и трассировки, составляющие их стратегию, предусматривающую особенности разработки конкретной ПП.
Помимо обычного контроля соблюдения технологических зазоров типа проводник — проводник, проводник — ПО и т. п. в системе SРЕССТRА можно выполнить контроль максимальной длины параллельных проводников, расположенных на одном или двух смежных слоях, что позволяет уменьшить уровень перекрестных искажений. Контролируется также максимальное запаздывание сигнала в отдельных цепях.
SРЕССТRА воспринимает информацию о ПП, подготовленных с помощью одного из графических редакторов: МD, Р-САD РСВ, МicroSim, РСВоаrds, РАDS, Рrоtе1, ОrСАD Lауоut и многих др. Разработанная в SРЕССТRА ПП транслируется обратно для выпуска документации. Процедура такой двусторонней трансляции встроена в Р-САD РСВ, но она может выполняться и автономно.
Вспомогательные утилиты. Система Р-САD поставляется совместно с большим количеством утилит, написанных на Visual Basic, Си или Си++ и образующих интерфейс DВХ (Dаtа Ваsе Ехсhаnge). Эти утилиты извлекают данные из открытых файлов схем или ПП, обрабатывают их, передают третьим программам и вносят коррективы в текущую базу данных. В частности, с их помощью можно производить изменение нумерации компонентов, создавать отчеты в заданном пользователем формате, автоматически создавать символы и конструктивы компонентов, рассчитывать паразитные параметры ПП и т. п.
9. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
Печатные проводники можно получать химическим, электрохимическим и комбинированным методами. [12]
Химический метод
Химический метод, или метод травления фольгированного диэлектрика, заключается в том, что на медную фольгу, приклеенную к диэлектрику с одной или двух сторон (рис. 9.1.1, а), наносят кислотостойкой краской позитивный рисунок схемы проводников (рис. 9.1.1, б). Последующим травлением в растворе хлорного железа удаляется медь с незащищенных участков, и на диэлектрике получается требуемая электрическая схема проводников (рис. 9.1.1, в).
Наиболее распространенными технологическими вариантами этого метода являются фотохимический, сетчатохимический и офсетнохимический, которые отличаются способом нанесения защитного слоя.
Фотохимический способ предусматривает получение рисунка схемы фотографическим путем. Подготовка поверхности заготовки к нанесению рисунка заключается в очистке поверхности фольги. Зачистку целесообразно выполнять латунными или капроновыми щетками.
На поверхность фольги при этом наносят смесь маршалита и венской извести. Применение для зачистки эластичных шлифовальных кругов не всегда дает положительные результаты, так как кривизна платы приводит к неравномерному снятию пленки.
В результате зачистки желательно получение поверхности фольги с шероховатостью Rа 0,63.
 |
Рис. 9.1.1 Схема получения печатных проводников химическим методом (а — заготовка платы с технологическими отверстиями, б — позитивный рисунок схемы проводников, в — плата с печатными проводниками): 1 — основание платы, 2 — печатные проводники, 3 — медная фольга, 4 — кислотостойкая защитная краска.
Независимо от механической зачистки во всех случаях проводят химическую очистку фольги и нефольгированных поверхностей платы. Она выполняется в щелочных растворах с последующей промывкой в деионизированной воде. Для нейтрализации остатков щелочи и удаления слоя окислов платы подвергают декапированию в растворе соляной и серной кислот.
Качество очистки оказывает влияние на все последующие операции технологического процесса. Результатом плохой очистки могут явиться проколы, неполное травление меди, отслаивание, недостаточная адгезия фоторезиста и другие дефекты.
Рисунок схемы получают посредством фоторезистов, которые представляют собой тонкие пленки органических растворов, наносимых на поверхность фольги. Они обладают свойствами после экспонирования полимизироваться и переходить в нерастворимое состояние. Основными свойствами фоторезиста являются светочувствительность и устойчивость к воздействию применяемых травителей, а также хорошая адгезия с поверхностью изделия, которая не должна нарушаться при выполнении последующих операций (проявление, травление и др.). Большое значение имеет разрешающая способность фоторезиста, т.е. число линий, которое можно нанести на 1мм, с расстоянием между ними, равным их ширине.
По способу образования рисунка фоторезисты делят на негативные и позитивные
Облученные участки негативного фоторезиста под действием света получают свойство не растворяться после обработки в растворителях. Участки фоторезиста, расположенные под непрозрачными местами фотошаблона, легко растворяются. Таким образом, создается рельеф, представляющий собой негативное изображение элементов фотошаблона. Негативные фоторезисты изготовляют на основе поливинилового спирта. Они находят широкое применение вследствие отсутствия токсичных составляющих, высокой разрешающей способности (до 50 линий/мм), простоте проявления (водой) и низкой стоимости. Недостатком таких фоторезистов является невозможность хранения более 2—5 ч заготовок с нанесенным слоем фоторезиста, так как последний задубливается не только под действием света, но и в темноте. Кроме того, с повышением влажности и температуры окружающей среды уменьшается механическая прочность светочувствительного слоя и его адгезия с фольгой.
Позитивный фоторезист под действием облучения так изменяет свои свойства, что при обработке в соответствующих проявителях растворяются его облученные участки, а необлученные остаются на поверхности подложки. В результате получается защитный рельеф с позитивным изображением элементов фотошаблона. Для позитивных фоторезистов применяют материалы на основе диазосоединений, которые состоят из светочувствительной полимерной основы (новолачная смола) и растворителя. По адгезионной и разрешающей способностям они превосходят негативные фоторезисты, но имеют более высокую стоимость и содержат токсичные растворители. Разрешающая способность позитивных резистов составляет 350 линий/мм. Основное преимущество позитивного фоторезиста состоит в отсутствии дубления при хранении заготовок с нанесенным светочувствительным слоем.
Жидкие фоторезисты не могут наноситься на платы с отверстиями. В этих случаях вначале наносят фоторезист, а затем сверлят отверстия. При таком построении технологического процесса фоторезист механически повреждается, что увеличивает процент брака.
Сухой фоторезист, устраняющий этот недостаток, состоит из трех слоев: оптически прозрачной пленки, светочувствительного полимера и защитной пленки полиэтилена. При нанесении фоторезиста на поверхность заготовки слой защитной пленки снимается, и фоторезист с помощью валкового механизма при повышенной температуре и давлении наносится на заготовку. Прозрачная пленка является защитной и остается на фоторезисте вплоть до операции травления.
Экспонирование производится в вакуумной светокопировальной раме для засвечивания. Вакуум обеспечивает плотное прилегание негативов к эмульсионному слою. Время экспозиции определяют опытным путем. Для двусторонней печати совмещение верхней и нижней схем достигается при помощи технологических отверстий..
Травление представляет собой процесс удаления слоя металла для получения нужного рисунка схемы. Процесс травления включает предварительную очистку, собственно травление металла, очистку после травления и удаление фоторезиста.
Травление осуществляется раствором хлорного железа FеСlз. Основные преимущества хлорного железа как травильного раствора: получение четкого и равномерного рисунка; отсутствие токсичных паров при травлении; относительно низкая стоимость раствора. Недостатки: малая скорость травления; потери меди; длительное время, необходимое для промывки, так как мельчайшие частицы железа покрывают поверхность платы тонким слоем, который трудно удалить обычной промывкой.
Для удаления задубленного светочувствительного слоя защитной краски применяют различные растворители (ацетон, уайт-спирт и др.). Все растворители взрывоопасны и токсичны. Более целесообразно для этой цели использовать гидропульпы или проволочные щетки.
Проводники защищают от окисления облуживанием сплавом Розе или покрытием флюсом на основе полиэфирной смолы.
Механическая обработка платы заключается в штамповании или фрезеровании по контуру и получении отверстий. Для удаления пыли и грязи плату обдувают сжатым воздухом.
Окончательные меры по влагозащите применяют после сборки и настройки изделия.
Сетчатохимический способ предусматривает получение рисунка схемы продавливанием защитной краски резиновым шпателем через трафарет изготовляемый на основе шелковой ткани или металлической сетки. Последняя выдерживает большее число оттисков и находит применение в серийном производстве. Недостатками ее по сравнению с шелковой является малая эластичность и склонность к окислению. Требуемый рисунок трафарета получается фотоспособом с применением эмульсии на основе поливинилового спирта.
Плату устанавливают по базовым технологическим отверстиям на штифтах и наносят некоторое количество резиста, обеспечивающее образование валика вдоль всей длины шпателя при его движении по трафарету. Отпечатанную плату помещают в сушилку. Сушку осуществляют до тех пор, пока плату можно будет взять в руки без опасения повредить оттиск. В случае двусторонней платы таким же образом печатают схему с другой стороны.
Сеттчатохимический способ, являясь самым распространенным при серийном изготовлении печатных плат, имеет, однако, малую разрешающую способность (0,5 линий/мм) и низкую точность воспроизведения рисунка (+/-0,2мм). Эти недостатки не позволяют использовать его для сложных насыщенных схем.
Офсетнохимический способ основан на применении принципа офсетной печати (рис. 13.1.3, б). Форму с требуемым изображением покрывают слоем краски. Резиновый валик переносит краску с формы на поверхность платы. Дефекты в защитном слое устраняют запудриванием битумом с последующим оплавлением. Разрешающая способность способа составляет 0,85 линий/мм.
Химические методы при сравнительно простом технологическом процессе обеспечивают высокую прочность сцепления проводников с основанием (2 МПа), равномерную толщину проводников и их высокую электропроводность. Время химических воздействий на плату в процессе изготовления составляет примерно 25 мин. В настоящее время химические методы являются основными при изготовлении односторонних печатных плат. К недостаткам этих методов относятся необходимость в металлических втулках при двустороннем монтаже и непроизводительный расход меди.
Электрохимический метод
Электрохим. метод заключается в нанесении на плату (рис. 9.2.1,а) кислотостойкой краской негативного рисунка схемы (рис. 9.2.1, б). Участки платы, не защищенные краской и соответствующие будущим токопроводящим проводникам, металлизируются химическим, а затем электрохимическим способами (рис. 9.2.1, в).
В зависимости от способа нанесения рисунка схемы могут быть различные технологические варианты рассматриваемого метода: фотоэлектрохимический, сеточноэлектрохимический и др.
Фотоэлектрохимический способ включает следующие этапы: подготовка поверхности заготовки; нанесение слоя светочувствительной эмульсии; экспонирование; проявление изображения; сверление и металлизация отверстий.
Подготовка поверхности заготовки заключается в обработке наждачной шкуркой (№ 140—200) и нанесении слоя эпоксидной эмали. Она обеспечивает сохранение диэлектрических свойств основания при обработке в различных растворах и более высокую адгезию проводников. Эпоксидную эмаль (4—5 слоев) наносят распылением с сушкой (каждого слоя). Поверхность платы (по эмали) подвергают гидропескоструйной обработке или зернению для получения шероховатой поверхности. Максимальная адгезия печатных проводников с основанием получается при обработке платы с шероховатостью Rа 2,5.
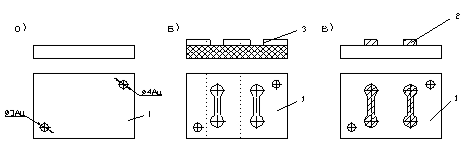
Рис. 9.2.1 Схема получения печатных проводников электрохимическим методом (а—заготовка платы с технологическими отверстиями, б—негативный рисунок схемы проводников, в—плата с печатными проводниками): 1 — основание платы, 2 — печатные проводники, 3 — кислотостойкая защитная краска
Светочувствительную эмульсию наносят на слой желатина. Состав эмульсии: фотографический желатин (180—220 г/л); аммоний двухромовокислый (20—30 г/л); вода дистиллированная; аммиак (25%). Сушка слоя эмульсии осуществляется на центрифуге при 40°С в течение 5–10 мин.
При экспонировании плата помещается в приспособление, представляющее собой пластину из органического стекла, в которую запрессованы два пальца. На последние надевают позитив одной стороны платы, заготовку и позитив другой стороны платы. Сверху на пакет устанавливают вторую пластину из оргстекла. После экспонирования одной стороны приспособление поворачивают и экспонируют другую сторону платы.
Изображение проявляют под душем при 40—50 °С с легким протиранием поверхности губкой. Ультразвуковые колебания ускоряют процесс проявления. Набухание пленки является диффузионным процессом внедрения низкомолекулярного раствора в высокомолекулярный слой светочувствительной эмульсии. Диффузия в ультразвуковом поле сильно ускоряется за счет акустических микропотоков. Кавитационные пузырьки проникают в образовавшиеся поры и отрывают копировальный слой от поверхности платы. Удаление продуктов растворения осуществляется акустическими течениями, что ускоряет процесс проявления во много раз. При этом плата меньше времени находится в растворе. После проявления проводится внешний осмотр. Рисунки должны быть четкими и ровными, без подтеков и наплывов эмульсии.
Отверстия, подлежащие металлизации, получают сверлением. Станок оборудуется местной вентиляцией, обеспечивающей отсос пыли. Рабочая часть сверла обезжиривается бензином. Для удаления пыли после сверления и зенкования платы промывают в холодной воде.
Обезжиривание поверхности перед химическим меднением способствует лучшей адгезии проводящих слоев с основанием. Его выполняют в бензине, спирте и др. Процесс химического меднения состоит из сенсибилизации, активирования и химического осаждения меди.
Сенсибилизация осуществляется в растворе двухлористого олова с последующей промывкой, а активизация — в растворе азотнокислого серебра или хлористого палладия. При активизации происходит химическое осаждение тонкой пленки серебра или палладия на наружных поверхностях платы и в отверстиях. Для лучшего смачивания отверстий плате сообщают вибрацию промышленной частоты.
Химическое меднение заключается в восстановлении меди на активированных поверхностях. Хорошие результаты дает химическое меднение отверстий с наложением ультразвукового поля. Химически медненые платы обрабатывают в растворе едкого натрия (10—15%) при 60—70 °С до полного раздубливания желатина. Последний смывают горячей водой.
Перед гальваническим меднением проводники декапируют в 5—10%-ном растворе соляной кислоты при комнатной температуре в течение 20—30 с. Гальваническое меднение требует замкнутого контура проводящих покрытий, которое осуществляется технологическими проводниками, прошивкой отверстий медной проволокой и применением специальных приспособлений. Медь наращивают в различных электролитах: сернокислом, борфтористоводородном и др. При продолжительном воздействии электролита на изоляционное основание возможно ухудшение его диэлектрических свойств.
В условиях крупносерийного производства гальваническое меднение осуществляют на автоматах АГ-82. Платы при этом переносят из ванны в ванну на подвесках.
Медные проводники подвергают серебрению и покрывают канифольным лаком.
После сушки скальпелем снимают технологические проводники. При одновременном изготовлении нескольких плат карту разрезают на отдельные заготовки и производят дальнейшую механическую обработку (получение наружного контура и конструктивных отверстий).
Недостатком электрохимических способов является длительное воздействие химических реагентов на материал платы (около 120 мин в течение цикла изготовления). Этот недостаток устраняет метод гальванического переноса, когда на временном основании (обычно пластина из нержавеющей стали) создается схема печатных проводников, адгезия которых с основанием незначительна. Эта схема переносится на постоянное основание из диэлектрика, поверхность которого для создания шероховатости подвергается дополнительной обработке с нанесением слоя клея БФ-2. Перенос осуществляется путем совмещения временного основания с изоляционным. Под давлением проводники приклеиваются к плате. Этот метод, однако, не нашел широкого применения вследствие сложности процесса и низкой производительности.
Основное преимущество электрохимических методов заключается в возможности металлизации отверстий одновременно с получением проводников. При этом применяется достаточно простое оборудование и обеспечивается рациональное расходование металла. Недостатками метода являются низкая рассеивающая способность (0,5—0,8 линий/мм) и низкая прочность сцепления проводников с основанием (1 МПа).
Электрохимические методы находят применение главным образом в опытном и мелкосерийном производстве — при изготовлении двусторонних печатных плат с большим числом переходов.
Комбинированный метод
Комбинированный метод печатного монтажа заключается в получении проводников путем травления фольгированного диэлектрика и металлизации отверстий электрохимическим способом (табл. 9.3.1). Травление медной фольги с пробельных участков производят или до металлизации отверстий (негативный процесс) или после металлизации отверстий (позитивный процесс).
При негативном процессе диэлектрик находится в менее благоприятных условиях. Вследствие воздействия растворов и электролитов ухудшается сцепление диэлектрика с фольгой.
Таблица 9.3.1
Основные этапы технологического процесса изготовления печатных плат комбинированным способом.
| Негативный процесс | Позитивный процесс |
| Резка заготовки из фольгированного диэлектрика. Пробивка или сверление технологических отверстий. Снятие заусенцев по периметру заготовки | |
| Подготовка поверхности фольги: зачистка, обезжиривание, травление, декапирование, промывка | |
| Нанесение на влажностные заготовки светочуствительной эмульсии (два слоя) на основе поливинилового спирта | |
| Экспонирование изображения схемы проводников с негатива | Экспонирование изображения схемы проводников с позитива |
| Проявление схемы. Химическое и термическое дубление. Ретуширование схемы для устранения дефектов эмульсионного слоя | |
| Травление хлорным железом | Нанесение двух слоев защитного лака для предохранения поверхности фольги при химической обработке |
| Снятие задубленного слоя в растворе щавелевой кислоты | Сверление отверстий по рисунку схемы или по кондуктору. Продувка отверстий для удаления стружки и пыли |
| Нанесение защитного лака | Химическая обработка отверстий (активирование) и химическое меднение) |
| Сверление отверстий, подлежащих металлизации, зенковка с двух сторон. Продувка отверстий для удаления стружки и пыли | Снятие защитного слоя лака |
| Химическая обработка отверстий (активирование и химическое меднение) | Гальваническое меднение схемы. Ретуширование схемы |
| Снятие защитного слоя. Обезжиривание | Гальваническое серебрение схемы |
| Декапирование в соляной кислоте | Снятие задубленного слоя. Травление в растворе хлорного железа |
| Механическая зачистка (крацевка). Промывка | |
| Покрытие проводников сплавом Розе (32% РЬ; 16% Sn; 52% Bi) | |
| Покрытие лакофлюсом на основе полиэфирной смолы (два слоя) Сушка при 70—80 °С в течение двух часов | |
| Механическая обработка по контору | |
| Окончательный контроль | |
При позитивном процессе диэлектрик находится в более благоприятных условиях, так как фольга предохраняет его от действия электролита. Однако в этом случае происходит пассивация поверхности металла внутри отверстий при травлении фольги. Наличие пассивной пленки затрудняет пайку, так как металл не смачивается припоем.
Комбинированный способ особенно целесообразно применять при использовании в качестве оснований фольгированного стеклотекстолита.
Комбинированные методы широко применяются при производстве двусторонних печатных плат.
Контроль плат производят после основных операций технологического процесса, что обеспечивает быстрое обнаружение и устранение причин брака. Качество фотооригинала, негатива, диапозитива и нанесение схемы проверяют визуально.
Причинами брака при нанесении защитного слоя могут быть: повышенная или пониженная вязкость эмульсии, слишком высокая температура сушки или воды при проявлении и др.
Типичными причинами брака при получении проводников электрохимическими методами являются плохая подготовка поверхности, недостаточная или избыточная плотность тока и другие, а химическими — истощение травящего раствора, недостаточное или избыточное время травления и др.
После механической обработки плата проверяется на наличие трещин и сколов на краях платы и в отверстиях, отслоение печатных проводников в зоне отверстий, по качеству поверхности и короблению платы.
Готовую плату проверяют визуально. Печатные проводники должны быть четкими — с ровными краями, без вздутий, заусениц, отслаивания. Целостность электрических цепей устанавливают методом прозвонки.
Контроль электрических и механических характеристик платы осуществляется при тех условиях внешнего воздействия, в которых будет работать плата. При этом используются термобарокамеры, камеры влажности, холода и комплексные стенды. Режимы проверки устанавливаются техническими условиями.
Для проверки электрической прочности используются пробойно-испытательные установки с плавной регулировкой входного напряжения, которое увеличивают с постоянной скоростью до возникновения пробоя.
Низкое сопротивление изоляции получается из-за загрязнения поверхности флюсом. Этот дефект можно обнаружить, если проверку производить в условиях повышенной влажности. При этом флюс образует токопроводящие соединения.
Прочность сцепления проводников проверяют на заготовках печатной платы. В отдельных случаях на печатной плате предусматривают контрольную полоску длиной 10 мм и шириной 2 мм, к которой сплавом Вуда припаивается серьга. Отрыв серьги осуществляется на разрывной машине или специальных установках. Постоянство угла отрыва (90°) обеспечивается применением специальных приспособлений.
Дата: 2019-07-24, просмотров: 362.