Сущность обработки металлов давлением: ковки, штамповки, прокатки, прессования
Обработка металлов давлением – технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал.
Обработка металлов давлением основана на способности металлов в определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил.
Если при упругих деформациях деформируемое тело полностью восстанавливает исходные форму и размеры после снятия внешних сил, то при пластических деформациях изменение формы и размеров, вызванное действием внешних сил, сохраняется и после прекращения действия этих сил. Упругая деформация характеризуется смещением атомов относительно друг друга на величину, меньшую межатомных расстояний, и после снятия внешних сил атомы возвращаются в исходное положение. При пластических деформациях атомы смещаются относительно друг друга на величины, большие межатомных расстояний, и после снятия внешних сил не возвращаются в свое исходное положение, а занимают новые положения равновесия.
Процессы обработки металлов давлением по назначению подразделяют на два вида:
1. Для получения заготовок постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей – только обработкой резанием или с использованием предварительного пластического формоизменения, основными разновидностями таких процессов являются прокатка и прессование;
2. Для получения деталей или заготовок (полуфабрикатов), имеющих приближённо формы и размеры готовых деталей и требующих обработки резанием лишь для придания им окончательных размеров и получения поверхности заданного качества; основными разновидностями таких процессов являются ковка и штамповка.
Прокатка заключается в обжатии заготовки между вращающими валками. Силами трения заготовка втягивается между валками, уменьшаются поперечные размеры заготовки.
Прессование заключается в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы, причём форма и размеры поперечного сечения выдавленной части заготовки соответствуют форме и размерам отверстия матрицы.
Ковкой изменяют форму и размеры заготовки путём последовательного воздействия универсальным инструментом на отдельные участки заготовки.
Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента – штампа (для каждой детали изготовляют свой штамп). Различают объёмную и листовую штамповку. При объёмной штамповке сортового металла на заготовку, являющуюся обычно отрезком прутка, воздействуют специализированным инструментом – штампом, причём металл заполняет полость штампа, приобретая её форму и размеры. Листовой штамповкой получают плоские и пространственные полые детали из заготовок, у которых толщина значительно меньше размеров в плане (лист, лента, полоса). Обычно заготовка деформируется с помощью пуансона и матрицы.
Сканирование
Можно выполнять мониторинг (сканирование) нескольких каналов, так чтобы обеспечить прием всех сообщений, передаваемых по любому из этих каналов.
Если функция сканирования радиостанции активирована (селектор каналов находится в положении 4), то при обнаружении вызова, поступающего по одному из каналов сканирования, радиостанция переключается на этот канал для приема этого вызова.
Вопрос №175. Построить структурную схему связи гарнизона района (города) в котором проходит службу слушатель заочного обучения. Отразить все виды радио и проводной связи между подразделениями по ЧС и другими службами. Использовать принятые условные обозначения средств и линий связи. Указать конкретные технические средства связи и оповещения, используемые в вашем подразделении. Привести их основные технические характеристики.
В соответствии с постановлением МЧС от 13.11.2006 №62 «Устав службы органов и подразделений по чрезвычайным ситуациям Респеблики Беларусь»:
– устав службы органов и подразделений по чрезвычайным ситуациям Республики Беларусь (далее – Устав) определяет назначение, порядок организации и осуществления гарнизонной и дежурной служб в органах и подразделениях по чрезвычайным ситуациям Республики Беларусь, осуществляющих боевое дежурство, а также общие обязанности должностных лиц гарнизонной и дежурной служб.
– гарнизон – совокупность органов и подразделений по чрезвычайным ситуациям (далее – органы и подразделения), объединенных на одной административно-территориальной единице Республики Беларусь (область, г. Минск, район, город областного подчинения), предназначенных для ликвидации пожаров и чрезвычайных ситуаций.
Филиал ИППК не осуществляет боевое дежурство, не предназначен для ликвидации пожаров и чрезвычайных ситуаций и не входит в состав гарнизона. Поэтому в ответе на вопрос приведена структурная схема связи филиала ИППК.
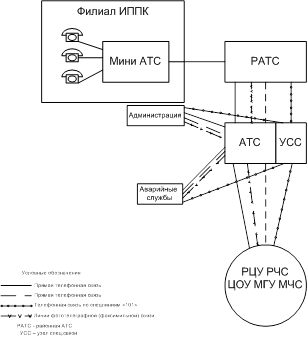
Рис. 4
Технические средства связи филиала ИППК МЧС:
1. Мини-АТС PanasonicKX-TDA100:
Предельная ёмкость системы: до 64 внешних линий, до 128 внутренних линий, 128 мобильных абонентов
• Соединительные линии: VoIP (H.323 v. 2), E1 (QSIG, ISDN PRI EDSS-1, R2 DTMF/MFC/Pulse), ISDN BRI, E&M
• Микросотовая связь стандарта DECT
• Поддержка русского языка на дисплее системного телефона и в SMDR
• Возможность подключать три независимых телефона (два цифровых и аналоговый) к одной внутренней линии (DXDP)
• Функция DISA (прямой доступ к ресурсам системы)
• Равномерное распределение вызовов с функциями электронного секретаря (UCD)
• Идентификация вызывающего абонента (Caller ID)
• Маршрутизация вызова по Caller ID
• Гибкое распределение и ограничение вызовов
• Интеллектуальная система маршрутизации исходящих вызовов (ARS)
• Совместимость с любыми аналоговыми телефонными аппаратами, факсами, модемами
• Встроенные гостиничные функции
• Встроенные функции колл-центра
• Возможность программирования с компьютера, по локальной сети, по модему, через Интернет и через ISDN-сеть
• Возможность подключения внешних речевых процессоров Panasonic KX-TVM50 и KX-TVM200
• Мониторинг и отключение неисправных внешних аналоговых линий
• Возможность подключения внешних датчиков и устройств
• Поддержка IP-телефонов Panasonic KX-NT136RU
2. Модем Dlink ADSL DSL-500T
Технические характеристики:
Порты – 1 порт RJ-11 ADSL, 1 порт RJ-45 10/100BASE-TX LAN
Скорость передачи данных – T1.413/G.dmt, нисходящий поток: до 8 Мбит/сек; T1.413/G.dmt, восходящий поток: до 1 Мбит/сек; G.lite, нисходящий поток: до 1.5 Мбит/сек; G.lite, восходящий поток: до 512 Кбит/сек.
Безопасность – Network Address/Port translation (до 2500 одновременных сессий); DoS (UDP/TCP), определение известных атак; аутентификация на основе ID/пароля.
3. Модем ADSL Zyxel Prestige 600
Порты – 1 порт RJ-11 ADSL, 1 порт RJ-45 10/100BASE-TX LAN
Безопасность – Межсетевой экран с контролем устанавливаемых соединений (SPI); Защита от DoS- и DDoS-атак из Интернета; Уведомление при обнаружении сетевой атаки и ее регистрация в журнале; возможность назначения IP-адреса доверенного клиента
Скорость передачи данных – T1.413/G.dmt, нисходящий поток: до 8 Мбит/сек; T1.413/G.dmt, восходящий поток: до 1 Мбит/сек; G.lite, нисходящий поток: до 1.5 Мбит/сек; G.lite, восходящий поток: до 512 Кбит/сек.
4. Телефонный аппарат Panasonic KX-T7630
Цифровой системный телефон (2-проводный)
Совместим только с АТС Panasonic серии TDA
Большой ЖК-дисплей (3 строки) с поддержкой кириллицы
Спикерфон (громкая связь)
24 программируемых кнопки линий / функций c двухцветной индикацией
4 кнопки с изменяемой функцией (под дисплеем)
Разъём для гарнитуры
Двухцветный индикатор вызова / сообщения
20 мелодий звонка
Порт дополнительного устройства (DXDP)
Регулировка угла наклона.
5. Телефонные аппарат FeTap-791
Дисковый телефонный аппарат
Исполнение: настольное (настенное)
Звонок механический с регулированием громкости
Совместимый с КВАНТ
Специальные функции: работа с блокиратором, АВУ
Литература
1. Чудинов В.Н., Козловский Г.Я. Связь в пожарной охране и основы электроники: Учеб. пособие для пожарно-технических училищ. – М.: Радио и связь, 1986.
2 Колонтаевский Ю.Ф. Радиоэлектроника: Учеб. пособие для СПТУ. – М.: Высш. школа, 1988.
3. Ефимчик М.К. Технические средства электронных систем. Вводный курс: Учеб. пособие. – Мн.: Тесей, 2000.
Назначение и характерные особенности диаграммы железо-углерод. Что позволяет определить диаграмма состояния сплавов; ее практическое назначение?
Диаграмма состояния железо-углерод даёт представление о строении железоуглеродистых сплавов – сталей и чугунов.
Впервые на существование в стали критических точек и на зависимость их от содержания углерода указал Дмитрий Константинович Чернов. Впоследствии свои высказывания о влиянии углерода на положение критических точек Чернов изобразил графически, воспроизведя очертание важнейших линий диаграммы железо-углерод.
Чернов определял положение критических точек на глаз, по цветам каления стали. Знаменитый французский исследователь Ф. Осмонд, воспользовавшись только что изобретённым Ле-Шателье пирометром, определил положение критических точек, описал характер микроструктурных изменений при переходе через критические точки и дал названия основных структур железоуглеродистых сплавов, употребляющихся и сейчас.
Образование твёрдых растворов при нагревании было установлено Р. Аустеном, что было доказано прямым металлографическим анализом Ле-Шателье, А.А. Байковым и Н.Т. Гудцовым.
Используя эти данные, а также разработанную теорию фазовых равновесий Д. Гиббса, голландский учёный Розебум, а также и Р. Аустен представили первый вариант диаграммы железо-углерод. Неполнота сведений, которыми располагали эти исследователи, не позволила им построить диаграмму во всех областях, отвечающих действительному фазовому равновесию. Лишь к концу XIX века немецкий учёный П. Геренс, использовавший опыт своих предшественников и новые данные по микроструктурному и термическому анализу железоуглеродистых сплавов, привёл в своей книге диаграмму железо-углерод, достаточно близко отвечающую современному варианту. Позже были внесены хоть и существенные, но не принципиальные уточнения в диаграмме железо-углерод. Дальнейшие работы по изучению диаграммы железо-углерод продолжаются и сейчас.
Диаграмма железо-углерод, как следует из названия, должна распространяться от железа до углерода. Железо с углеродом образует ряд химических соединений: Fe3C; Fe2C; FeC и др. и, следовательно, система железо-углерод должна быть отнесена к сложной форме диаграммы с химическими соединениями.
Фазы состояния сплава железо – углерод
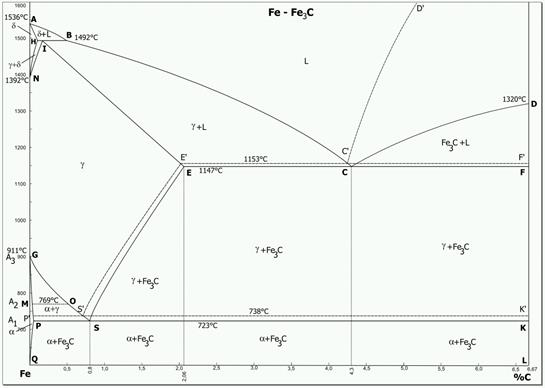
Рис. 1. Диаграмма состояния сплавов железо-углерод
В системе железо – углерод существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит.
1. Жидкая фаза. В жидком состоянии железо хорошо растворяет углерод в любых пропорциях с образованием однородной жидкой фазы.
2. Феррит – твердый раствор внедрения углерода в α-железо.
Феррит имеет переменную предельную растворимость углерода: минимальную – 0,006% при комнатной температуре (точка Q), максимальную – 0,02% при температуре 727° С (точка P). Углерод располагается в дефектах решетки.
При температуре выше 1392° С существует высокотемпературный феррит, с предельной растворимостью углерода около 0,1% при температуре около 1500 °С (точка I)
Свойства феррита близки к свойствам железа. Он мягок (твердость – 130 НВ, предел прочности -) и пластичен (относительное удлинение -), магнитен до 768° С.
3. Аустенит (γ) – твердый раствор внедрения углерода в γ-железо.
Углерод занимает место в центре гранецентрированной кубической ячейки.
Аустенит имеет переменную предельную растворимость углерода: минимальную – 0,8% при температуре 727° С (точка S), максимальную – 2,14% при температуре 1147° С (точка Е).
Аустенит имеет твердость 200…250 НВ, пластичен, парамагнитен.
При растворении в аустените других элементов могут изменяться свойства и температурные границы существования.
4. Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67% углерода.
В железоуглеродистых сплавах присутствуют фазы: цементит первичный, цементит вторичный, цементит третичный. Химические и физические свойства этих фаз одинаковы. Влияние на механические свойства сплавов оказывает различие в размерах, количестве и расположении этих выделений. Цементит первичный выделяется из жидкой фазы в виде крупных пластинчатых кристаллов. Цементит вторичный выделяется из аустенита и располагается в виде сетки вокруг зерен аустенита (при охлаждении – вокруг зерен перлита). Цементит третичный выделяется из феррита и в виде мелких включений располагается у границ ферритных зерен.
Диаграмма состояния железоуглеродистых сплавов имеет большое практическое значение. Она используется для определения температур нагрева стали при различных видах термической обработки, при определении температурных интервалов для горячей обработки стали давлением (ковка, штамповка, прокатка), а также для определения температур плавления и кристаллизации стали и чугунов в литейном производстве.
Дата: 2019-07-24, просмотров: 419.