Протяжки из быстрорежущей стали с D>40 мм изготавливают из стали 40Х сварными или. Тип хвостовика и его размеры выбирают в зависимости от вида патрона протяжного станка, предпочтение отдают быстросменным патронам [1,с.12].
Согласно [1,табл.5] выбираем размеры хвостовика.
Таблица 1.1 – Размеры и допустимые силы резания для хвостовика
| Dхв | D1 | D2 | L1 | L2 | L3 | C | Площадь опасного сечения А-А, мм2 | Силы резания, допускаемые прочностью хвостовика на разрыв Рдоп, Н |
| 75 | 62 | 74 | 125 | 25 | 38 | 12 | 3018 | 1207200 |
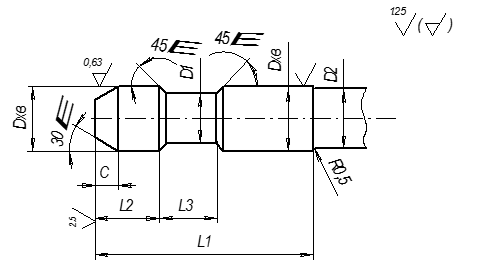

Рисунок 1.4 - Основные размеры хвостовика
Шаг черновых зубьев:

Полученное значение шага зубьев t округляется до ближайшего большего стандартного указанного в [1,табл.6,стр.15].Принимаем t=20 мм
Согласно [1,табл.6,стр.14] этот шаг относиться к 12 профилю, в=6,0 мм, R =14 мм, r =4,5 мм, h =9,0 мм, F окт =63,5 мм2, F пол =124 мм2.
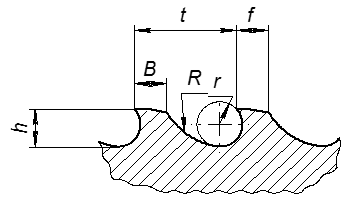
Рисунок 1.5 – Размеры профилей зубьев протяжек
Максимально допустимая сила резания:
а) сила резания, допускаемая прочностью хвостовика Рхв в опасном сечении (по шейке хвостовика) Рхв=1207200 Н;
б) сила резания, допускаемая прочностью опасного сечения по впадине первого зуба:
Роп=(π· D  /4)·[σв],
/4)·[σв],
где – D оп = D 0 -2 h =82-2·9=64 мм – диаметр опасного сечения;
[σв]=400 МПа;
Роп=(π·642/4)·400 =1254,827 кН.
в) расчетное тяговое усилие станка
- принимаем горизонтально-протяжной автомат для внутреннего протягивания 7А540;
- номинальная тяговая сила 400000 Н;
- наибольшая длинна хода салазок 2000 мм;
- мощность эл. двигателя привода главного движения 18,5 кВт.
Рст=К· Q =400000·0,9=360 кН,
где Q= 400000 Н - номинальная тяговая сила;
К=0,9 – КПД станка.
За величину максимально допустимой силы резания Рдоп принимаем меньшее усилие из трех, т.е. Рдоп=Рст=360 кН.
Максимальная глубина стружечной канавки:
 ;
;
Условие выполняется:
 , 9,0
, 9,0  24,1.
24,1.
Коэффициент заполнения стружечных канавок для стали к=3 [1,c.16].
Определим подачу на черновые секции:
Sz ч = F /( L · K )=63,58/(110·3)=0,19,
где F = F акт =63,58 мм2 – площадь стружечной канавки зуба.
Фактический коэффициент заполнения стружечной канавки:
К min = F/(L· Sz ч )=63,58/(110·0,19)=3,04;
К min >K
3,04>3
Выбор угла фаски.
Угол фаски выбирается в зависимости от числа шлицев:
при количестве шлицев n =10, b =360.[1,c.24]
Расчет размеров определяющих положение фаски
a) Размер М:
М=0,5* d * sin ( q в + b );
bn = bmax - d B –ширина шлицевого выступа на протяжке;
bmax =10 H 9=10,036 мм – наибольшая допустимая ширина шлицевой
канавки на детали;
d B =(0,005-0,01) мм – наибольшая величина разбивания на ширине шлица;
bn = bmax - d B =10,036-0.005=10,031 мм;
q в = arcsin [( bn +2 f )/ d ]= arcsin [(10,031+2*0.5)/82]=7,73°;
M =0.5*82* sin (7,73°+36°)=28,34 мм;
Б) Диаметр dф:
d ф = bn / sin q ф ;
где q ф = arctg ( b /( E - C )2);
С=0,5 bn * ctg b =0.5*10,031* ctg 360=6,90 мм;
Е = М /sin b =28,34/sin360=48,21 мм ;
q ф =arctg(b/(E-C)2)= arctg(10,031/(48,21-6,90)*2)=6,92°;
d ф =bn/sin q ф =10,031/sin6,92°=83,26 мм
Передние и задние углы протяжки
а) передние углы:
-черновые и переходные виды зубьев для стали 20ХН I группы обрабатываемости: γ=20°;
-чистовые и калибрующие: γ=20°;
б) задние углы:
-черновые и переходные виды: α=4°;
-чистовые: α =2°;
-калибрующие: α=1°;
Дата: 2019-05-29, просмотров: 382.