Шаг наплавки, S, мм, определяем по формуле:
 , (1)
, (1)
 мм.
мм.
Скорость наплавки определяется по формуле:
 ; (2)
; (2)
Где - коэффициент перехода электродной проволоки в наплавленный металл, k = 0,9; h - заданная толщина наплавляемого слоя, h =1,7мм;
а - коэффициент, учитывающий отклонения фактической площади сечения наплавленного слоя от площади четырехугольника с высотой h, a =1;
Vп – скорость подачи, мм/сек, Vп = 60 см/мин = 10 мм/сек.
 мм/сек.
мм/сек.
Число оборотов детали:
 (3)
(3)
Где D - диаметр поверхности детали до наплавки, D = 57 мм.
 мин-1
мин-1
Сила тока: (4)
Где лотность тока принимаем равной  = 60 А/мм2
= 60 А/мм2
 А
А
Принимаем I = 200 A.
Сварочный агрегат ПСГ – 500 и сварочный генератор А1208С.
Определение основного времени
Определение основного времени Т0, мин, производится по формуле:
 , (5)
, (5)
Где – поправочный коэффициент по положению шва в пространстве,m = 1; А – поправочный коэффициент на длину шва, А = 1,1; am – коэффициент наплавки, г/Аּч, am = 8 г/аּч;
I – величина сварочного тока, А, I = 200 А. G – вес наплавленного металла, г, определяется по формуле:
 , (6)
, (6)
Где – площадь поперечного сечения шва, см2, определяется по формуле: L – длина шва, см, L = 4,8 см; γ – плотность наплавляемого металла, г/см3, γ = 7,8 г/см3;
 (7)
(7)
Где 2 – диаметр поверхности детали после наплавки, мм, D2 = 59 мм;
 =182,1 мм2 = 1,821 см2;
=182,1 мм2 = 1,821 см2;
 = 1,821ּ4,8∙7,8 = 68,2 г;
= 1,821ּ4,8∙7,8 = 68,2 г;
 = 2,8 мин.
= 2,8 мин.
Определение нормы штучно-калькуляционного времени
Штучно-калькуляционное время Тшк, мин, определяется по формуле:
 , (8)
, (8)
Где шк – штучно-калькуляционное время, мин; kп – коэффициент, учитывающий затраты вспомогательного производственного времени на обстановку рабочего места, отдыха и т.д. kп = 1,3  1,5(/1/ стр.117), примем kп = 1,5.
1,5(/1/ стр.117), примем kп = 1,5.
 = 4,2 мин.
= 4,2 мин.
Определение расхода электродной проволоки
Расход электродной проволоки определяется по формуле:
 , (9)
, (9)
Где эл – расход электродной проволоки, г;
kэл – коэффициент расхода электродной проволоки, с учётом потерь на угар и разбрызгивание, kэл = 1,1 1,3 (/1/ стр.117), примем kэл = 1,3.
 = 88,66 г.
= 88,66 г.
Таблица1. Расчёт параметров наплавки.
| Параметр | Sп, мм/об | Gэл, г | I, A | n мин-1 | То, мин | Тшк, мин |
| Значение | 3 | 88,66 | 200 | 0,54 | 2,8 | 4,2 |
Расчёт режимов точения
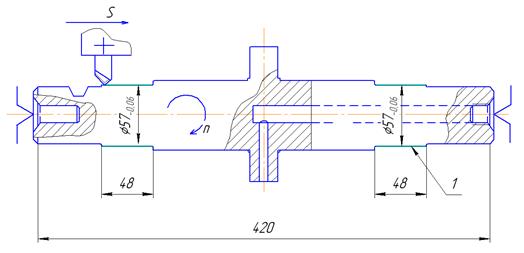
Рисунок 2.
При точении производят: наружную обточку, растачивание, подрезку торца, отрезку. В данном случае необходимо провести точение наплавленной поверхности отводки.
Гладкое точение проводят в два этапа – черновое и чистовое точение. Обработку производим резцом из твёрдого сплава Т5К10, стойкость инструмента Т = 60 мин.
Черновое точение
1.2.1.1 Глубину резания t, мм определяем по данным таблицы 39 /1/:
Глубина резания t = 0.7 мм.
1.2.1.2 Определение подачи.
Подача при наружном продольном точении S = 0,26 мм/об.,
(таблица 43 /1/).
1.2.1.3 Определение скорости резания
Скорость резания V = 150 м/мин., (таблица 45 /1/).
1.2.1.4 Определение числа оборотов шпинделя станка
Число оборотов шпинделя станка, n, мин-1, определяется по формуле /1/
 (10)
(10)
 (об/мин).
(об/мин).
1.2.1.5 Расчет основного времени
Основное время, Тo, мин, определяется по формуле /1/
Тo  (11)
(11)
Где То – основное время, мин;
L – расчётная длина обрабатываемой поверхности.
i – число проходов, i = 1; S – подача, м/мин.
 = 0,22 мин.
= 0,22 мин.
1.2.1.6 Определение нормы времени операции.
Норма времени операции, Tшк, мин, определяется по формуле /1/
 (12)
(12)
Где Тв – вспомогательное время, мин, определяется по таблице 53 /1/ в зависимости от способа закрепления и массы детали, при способе установки в трехкулачковом патроне и массе отводки 8,1 кг, Тв = 1,9 мин, вспомогательное время, связанное с переходом, определяется по таблице 54 /1/, Т = 0,7 мин.
Общее вспомогательное время:
Тв=1,9 + 0,7 = 2,6 мин;
Тдоп – дополнительное время, мин, определяется по формуле /1/
 , (13)
, (13)
Где К – отношение дополнительного времени к оперативному, при токарной обработке К = 8;
Тп.з – подготовительно-заключительное время, мин, выбирается в зависимости от сложности работы и размеров станка по таблице 55 /1/, Тп.з = 10 мин;
n – количество деталей в партии, n = 2;
 = 0,23 мин;
= 0,23 мин;
Tшк = 0,22 + 2,6 + 0,23 + 5 = 8,05 мин.
Чистовое точение
Глубина резания t = 0,4 мм.
Подача при наружном продольном точении S = 0.2 мм/об.,(таблица 43 /1/).
Скорость резания V = 170 м/мин., (таблица 45 /1/).
Число оборотов шпинделя станка.
 об/мин.
об/мин.
Расчет основного времени.
 мин.
мин.
Штучно-калькуляционное время.
Tшк = 0,19 + 2,6 + 0,23+ 5 = 8,02 мин.
Таблица 2. Расчет параметров точения.
| Параметр | t, мм | Sп, мм/об | V, м/мин | L, мм | n об/мин | То, мин | Тшк мин |
| Значение | 0,7 | 0,26 | 150 | 48 | 837 | 0,22 | 8,05 |
| 0,4 | 0,2 | 170 | 48 | 948 | 0,19 | 8,02 |
Расчёт операции шлифования
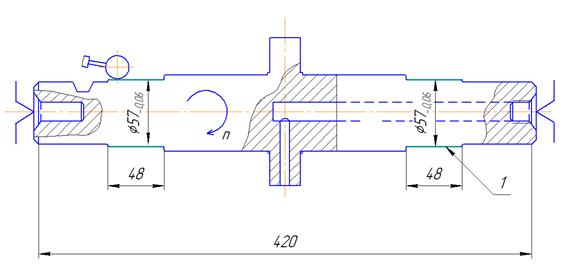
Рисунок 3. Шлифование.
Операционный припуск  =0,2 мм
=0,2 мм
Окружная скорость шлифовального круга  =35 м/сек
=35 м/сек
Поперечная подача SB = 0,025 мм/ход.
Число проходов определяется по формуле:
 (14)
(14)
Продольная подача SП = 1 мм/ход.
Окружная скорость вращения детали  = 6 м/мин
= 6 м/мин
Число оборотов детали определяется по формуле:
 (15)
(15)
 об/мин.
об/мин.
Основное время определяется по формуле:
 (16)
(16)
Где B – ширина шлифовального круга в мм, B =20;
 - коэффициент зачистных ходов, =1,7.
- коэффициент зачистных ходов, =1,7.
Штучно – калькуляционное время:
Определение норм времени  , мин. для операции шлифования по формуле:
, мин. для операции шлифования по формуле:
Где  -вспомогательное время, =
-вспомогательное время, = 
 ,
, 
 - дополнительное время, =
- дополнительное время, =  ;
; 
 -подготовительно-заключительное время, =
-подготовительно-заключительное время, =  ;
;
 -количество деталей в партии - 2.
-количество деталей в партии - 2.

Таблица 3. Расчет параметров шлифования.
| Параметр |  , мм/об , мм/об
|  , м/мин , м/мин
| n, 
| То, мин | Тшк, мин |
| Значение | 1 | 6 | 33,5 | 0,57 | 5,66 |
Дата: 2019-05-29, просмотров: 294.