Содержание
Введение
1 Краткая характеристика цеха
2 Разработка системы электроснабжения механического цеха
2.1 Расчёт силовых электрических нагрузок на втором уровне электроснабжения
2.2 Расчёт освещения цеха
2.2.1 Светотехнический расчёт помещения цеха
2.2.2 Аварийное освещение цеха
2.2.3 Расчёт осветительных нагрузок для помещения цеха. Выбор компенсирующих устройств в осветительной сети
2.2.4 Расчёт осветительных нагрузок для бытовых отделений
2.3 Выбор силовых трансформаторов
2.3.1 Расчёт силовых электрических нагрузок на третьем уровне электроснабжения
2.3.2 Выбор мощности низковольтных компенсирующих устройств
2.3.3 Выбор количества и мощности трансформаторов
2.3.4 Выбор сечений кабельных линий напряжением 6 кВ, питающих КТП
2.4 Выбор осветительной сети. Электротехнический расчет
2.5 Выбор схемы и конструктивное выполнение внутрицехового электроснабжения напряжением до 1 кВ
2.5.1 Выбор схемы и сечений проводников питающей сети
2.5.1.1 Расчёт первого варианта питающей сети
2.5.1.2 Расчёт второго варианта питающей сети
2.5.2 Выбор кабеля для конденсаторной установки
2.5.3 Выбор сечений проводов распределительной сети
2.6 Выбор коммутационной и защитной аппаратуры, распределительных силовых и осветительных шкафов
2.6.1 Выбор автоматических выключателей на КТП
2.6.2 Выбор автоматических выключателей в ЩО
2.6.3 Выбор силовых распределительных пунктов и предохранителей.
2.6.4 Выбор групповых щитов освещения
2.7 Расчёт токов короткого замыкания
2.8 Проверка выбранных аппаратов защиты
2.9 Релейная защита трансформатора цеховой подстанции
2.10 Автоматическое управление реактивной мощностью батарей конденсаторов
3 Расчёт основных технико-экономических показателей
3.1 Планирование использования рабочего времени
3.2 Расчёт численности персонала, обслуживающего энергохозяйство цеха
3.3 Расчёт тарифного фонда оплаты труда персонала
3.4 Расчёт фонда оплаты труда персонала
3.5 Определение отчислений на социальные нужды
3.6 Расчёт платы за электроэнергию
3.7 Расчёт годовых эксплуатационных расходов по электрохозяйству цеха
3.8 Расчёт чистого дисконтированного дохода от установки на КТП компенсирующих устройств
3.9 Основные технико-экономические показатели системы электроснабжения механического цеха
4 Расчёт системы отопления механического цеха
4.1 Определение расхода теплоты на отопление
4.2 Гидравлический расчёт системы водяного отопления
5 Безопасность жизнедеятельности
5.1 Подготовка персонала, допускаемого к работам в электроустановках
5.2 Защитное заземление
5.3 Влияние шума на персонал и мероприятия по его снижению
Заключение
Библиографический список источников информации
Введение
Цель данного курсового проекта состоит в том, чтобы спроектировать систему электроснабжения группы цехов МПТАО «Стайлинг». В данных цехах для повышения эффективности производства была произведена замена устаревшего и изношенного оборудования новым более производительным, а также произведено частичное внедрение нового технологического процесса. В связи с этим, а также из-за значительного износа цеховых сетей и оборудования необходимо спроектировать новую систему электроснабжения с применением нового оборудования и отвечающую современным техническим требованиям.
Для защиты цеховых трансформаторов необходимо произвести выбор защит и расчёт их уставок.
Краткая характеристика цеха
В данном курсовом проекте рассматривается комплекс цехов предприятия МПТАО “Стайлинг”. Указанная группа входит в состав основного производства завода. Состав производственных участков определяется конструкцией изготовляемых изделий, технологическим процессом и программой выпуска и организацией производства.
Основным направлением практической деятельности МПТАО “Стайлинг” является производство корпусной мебели. Пиломатериал в виде досок длиной 6 м поступает в цех массива. Здесь он подвергается сушке паром. Далее доски раскраиваются на отдельные заготовки и проходят здесь обработку на деревообрабатывающих станках. На специальных прессах происходит формирование из заготовок крупных щитов, которые также обрабатываются на токарных, фрезерных, сверлильных, шлифовальных станках. Далее детали поступают на участок покраски, где покрываются лаком и сушатся. После этого в отделении сборки происходит окончательная сборка комплектов и их упаковка. На экспериментальном участке цеха возможно изготовление мебели по специальным проектам и индивидуальным заказам. Хранение изготовленной мебели осуществляется на складе готовой продукции.
Также в комплекс цехов входят контора, включающая технический, конструкторский отделы, отдел техники безопасности и библиотеку, ремонтно-механический цех со вспомогательными помещениями, электроучасток и компрессорную, расположенные в одном здании. В группу включена котельная, обеспечивающая нужды фабрики в паре и горячей воде.
Таким образом, основным оборудованием цехов являются деревообрабатывающие и частично металлообрабатывающие станки. В данном оборудовании для электропривода используются в основном асинхронные двигатели.
Основные сведения об оборудовании представлены в таблице 1.1. Данные по коэффициентам использования (Ки) и коэффициентам мощности (cosφ) оборудования взяты из /2/.
Таблица 1.1 – Исходные данные механического цеха
| № | приемник | Pном, кВт | cosф | Ки |
| 1 | 2 | 3 | 4 | 5 |
| Цех массива |
|
|
| |
| 1 | вентилятор | 5 | 0,75 | 0,9 |
| 2 | вентилятор | 5 | 0,75 | 0,9 |
| 3 | вентилятор | 5 | 0,75 | 0,9 |
| 4 | вентилятор | 5 | 0,75 | 0,9 |
| 5 | вентилятор | 5 | 0,75 | 0,9 |
| 6 | вентилятор | 5 | 0,75 | 0,9 |
| 7 | вентилятор | 5 | 0,75 | 0,9 |
| 8 9 | вентилятор фуговальный станок | 5 1 | 0,75 0,55 | 0,9 0,2 |
| 10 | циркулярная пила | 0,7 | 0,5 | 0,3 |
| 1 | 2 | 3 | 4 | 5 |
| 11 | циркулярная пила | 0,7 | 0,5 | 0,3 |
| 12 | сверлильный станок | 1 | 0,7 | 0,14 |
| 13 | станок для сращивания | 2 | 0,8 | 0,5 |
| 14 | циркулярная пила | 1,5 | 0,5 | 0,7 |
| 15 | 4-сторонний строгал. станок | 37,6 | 0,5 | 0,8 |
| 16 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 17 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 18 | станок для сращивания | 2 | 0,8 | 0,5 |
| 19 | строгальный станок | 9 | 0,5 | 0,2 |
| 20 | строгальный станок | 27 | 0,5 | 0,2 |
| 21 | циркулярная пила | 7 | 0,5 | 0,3 |
| 22 | многопильный станок | 30 | 0,5 | 0,7 |
| 23 | циркулярная пила | 3,2 | 0,5 | 0,8 |
| 24 | лифт | 7,1 | 0,75 | 0,1 |
| 25 | строгальный рейсмус | 10 | 0,55 | 0,2 |
| 26 | 4-сторонний строгал. станок | 26 | 0,5 | 0,9 |
| 27 | пресс склейки щитов | 28 | 0,8 | 0,9 |
| 28 | станок круглопильный | 4 | 0,5 | 0,8 |
| 29 | станок круглопильный | 45 | 0,5 | 0,8 |
| 30 | сверлильный станок | 3 | 0,7 | 0,05 |
| 31 | настольно-сверлильный станок | 1 | 0,7 | 0,14 |
| 32 | копировально-фрезерный станок | 10 | 0,8 | 0,14 |
| 33 | фрезерный станок | 7,5 | 0,7 | 0,14 |
| 34 | фрезерный станок | 7,5 | 0,7 | 0,14 |
| 35 | фуговальный станок | 1 | 0,55 | 0,2 |
| 36 | сверлильный станок | 1,7 | 0,7 | 0,05 |
| 37 | вайма | 5 | 0,8 | 0,2 |
| 38 | подъемник | 2 | 0,75 | 0,1 |
| 39 | станок шлифовальный верт. | 1 | 0,6 | 0,5 |
| 40 | сверлильный станок | 1 | 0,7 | 0,14 |
| 41 | сверлильный станок | 1 | 0,7 | 0,14 |
| 42 | сверлильный станок | 1 | 0,7 | 0,14 |
| 43 | фрезерный станок | 4 | 0,7 | 0,14 |
| 44 | станок для раскроя | 1,5 | 0,6 | 0,2 |
| 45 | подъемник | 4 | 0,75 | 0,1 |
| 46 | ленточно-шлифовальный станок | 5,5 | 0,6 | 0,7 |
| 47 | ленточно-шлифовальный станок | 5,5 | 0,6 | 0,7 |
| 48 | станок шлифовал. барабанный | 1 | 0,6 | 0,7 |
| 49 | кабина распылительная | 8 | 0,8 | 0,9 |
| 50 | укрытие для сушки | 22 | 0,8 | 0,9 |
| 51 | укрытие для сушки | 25,5 | 0,8 | 0,9 |
| 52 | 3-пильный сверлильный станок | 1,5 | 0,7 | 0,14 |
| 53 | 14-шпиндел. сверлильный станок | 4 | 0,7 | 0,14 |
| 54 | сверлильный станок | 1 | 0,7 | 0,14 |
| 55 | сверлильный станок | 1 | 0,7 | 0,14 |
| 56 | токарный станок | 2 | 0,75 | 0,3 |
| 57 | станок облицовки кромок | 1 | 0,6 | 0,1 |
| 58 | фуговальный станок | 3,2 | 0,55 | 0,2 |
| 59 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 60 | циркулярная пила | 3,2 | 0,5 | 0,3 |
| 61 | циркулярная пила | 3,2 | 0,5 | 0,3 |
| 62 | приточный вентилятор | 18,5 | 0,8 | 0,8 |
| КОРПУС РМЦ И КОНТОРЫ |
|
|
| |
| 63 | сверлильный станок | 1,5 | 0,7 | 0,14 |
| 1 | 2 | 3 | 4 | 5 |
| 64 | вальцовочный станок | 4 | 0,7 | 0,1 |
| 65 | фланцевый станок | 2 | 0,75 | 0,1 |
| 66 | вальцесадочный станок | 2 | 0,7 | 0,1 |
| 67 | вальцепрокатный станок | 1 | 0,7 | 0,1 |
| 68 | строгальный станок | 3 | 0,55 | 0,2 |
| 69 | сверлильный станок | 1,5 | 0,7 | 0,14 |
| 70 | сверлильный станок | 6,3 | 0,7 | 0,14 |
| 71 | токарный станок | 5,5 | 0,75 | 0,14 |
| 72 | токарный станок | 7 | 0,75 | 0,14 |
| 73 | токарный станок | 10 | 0,75 | 0,14 |
| 74 | токарный станок | 11 | 0,75 | 0,14 |
| 75 | фрезерный станок | 3 | 0,7 | 0,14 |
| 76 | фрезерный станок | 13 | 0,7 | 0,14 |
| 77 | отрезной станок | 8 | 0,6 | 0,2 |
| 78 | гильотинные ножницы | 10 | 0,6 | 0,1 |
| 79 | сверлильный станок | 2 | 0,7 | 0,14 |
| 80 | наждак | 1,7 | 0,7 | 0,1 |
| 81 | тельфер | 1,5 | 0,75 | 0,1 |
| 82 | сверлильный станок | 2 | 0,7 | 0,14 |
| 83 | отрезной станок | 3 | 0,6 | 0,2 |
| 84 | рубильная машина | 4 | 0,6 | 0,1 |
| 85 | сверлильный станок | 1 | 0,7 | 0,14 |
| 86 | компрессор | 37 | 0,8 | 0,9 |
| 87 | компрессор | 37 | 0,8 | 0,9 |
| 88 | компрессор | 75 | 0,8 | 0,9 |
| 89 | вентилятор | 2 | 0,8 | 0,8 |
| 90 | вентилятор | 4 | 0,8 | 0,8 |
| КОТЕЛЬНАЯ |
|
|
| |
| 91 | вентилятор | 1,5 | 0,8 | 0,8 |
| 92 | вентилятор | 1,5 | 0,8 | 0,8 |
| 93 | ножницы | 3 | 0,6 | 0,2 |
| 94 | наждак | 2 | 0,7 | 0,1 |
| 95 | сверлильный станок | 2 | 0,7 | 0,14 |
| 96 | токарный станок | 7 | 0,7 | 0,14 |
| 97 | трубогибочный станок | 6,5 | 0,7 | 0,12 |
| 98 | насос | 4 | 0,8 | 0,8 |
| 99 | насос | 4 | 0,8 | 0,8 |
| 100 | насос | 4 | 0,8 | 0,8 |
| 101 | насос | 4 | 0,8 | 0,8 |
| 102 | насос | 10 | 0,8 | 0,8 |
| 103 | насос | 10 | 0,8 | 0,8 |
| 104 | насос | 23 | 0,8 | 0,8 |
| 105 | насос | 37 | 0,8 | 0,8 |
| КОРПУС СКЛАДОВ И СБОРКИ |
|
|
| |
| 106 | сверлильный станок | 1 | 0,7 | 0,14 |
| 107 | сверлильный станок | 1 | 0,7 | 0,14 |
| 108 | сверлильный станок | 1 | 0,7 | 0,14 |
| 109 | сверлильный станок | 3 | 0,7 | 0,14 |
| 110 | вайма | 5 | 0,8 | 0,2 |
| 111 | подъемник | 4 | 0,75 | 0,1 |
| 112 | лифт | 7,1 | 0,75 | 0,1 |
| 113 | вентилятор | 8,5 | 0,75 | 0,9 |
Большинство электроприемников данной группы цехов относится ко второй и третьей категории по обеспечению бесперебойности электроснабжения. К первой категории относится вытяжная вентиляция цеха массива.
Цех осуществляет работу в две смены. Число часов использования максимальной нагрузки в году Тм = 4500 часов.
Характеристика условий среды и категорий по пожаро- и взрывоопасности приведены в таблице 1.2.
Таблица 1.2 – Характеристика условий среды и категорий надёжности
| Наименование отделения | Помещение по условия среды | Категория по пожаро-, взрывоопасности |
| Цех массива 1 этаж: | ||
| Участок мехобработки | Пыльное | П-II |
| Участок раскроя пиломатериала | Пыльное | П-II |
| Сушильный участок | Влажное | – |
| Экспериментальный участок | Пыльное | П-IIа |
| Склад | Нормальное | – |
| Вспомогательные помещения | Нормальное | – |
| Цех массива 2 этаж: | Пыльное | П-IIа |
| Склад | Нормальное | – |
| Участок мехобработки | Пыльное | П-II |
| Шлифовальное отделение | Пыльное | В-Iа |
| Участок покраски и сушки | – | |
| Место упаковки | Нормальное | – |
| Корпус складов и сборки: | ||
| Склад | Нормальное | – |
| Участок сборки | Нормальное | – |
| Корпус РМЦ и конторы | ||
| РМЦ | Нормальное | – |
| Электроцех | Нормальное | – |
| Компрессорная | Нормальное | – |
| Материальный склад | Нормальное | – |
| Контора | Нормальное | – |
| Вспомогательные помещения | Нормальное | – |
| Котельная | Нормальное | – |
Расчёт освещения цеха
Аварийное освещение цеха
Аварийное освещение подразделяется на освещение безопасности и эвакуационное.
В механическом цехе устанавливаются светильники эвакуационного освещения, которое предусматривается по основным проходам и лестницам производственных помещений, в которых работает более 50 человек и выход людей из помещения при аварийном отключении рабочего освещения связан с опасностью травматизма из-за продолжения работы производственного оборудования. Эвакуационное освещение должно обеспечивать освещенность не менее 0,5 лк на полу основных проходов и на ступенях лестниц. В качестве светильников эвакуационного освещения применяются лампы накаливания (ЛН), а при допустимых условий возможно применение люминесцентных ламп (ЛЛ).
Светильники аварийного освещения (освещения безопасности, эвакуационного) допускается предусматривать работающими одновременно со светильниками рабочего освещения, создавая общую освещенность согласно нормам, и автоматически включаемыми только при прекращении питания нормального освещения.
Для аварийного освещения механического цеха применяются светильники НСП22 (500 Вт) с ЛН, которые располагаются по основным проходам и работают одновременно со светильниками рабочего освещения, создавая общую освещенность согласно нормам. Расположение светильников и щитков аварийного освещения показано на рисунке 2.2.
КТП
Выбор сечений производится по экономической плотности тока и проверяется по условию нагрева.
Экономическое сечение определяется из выражения

где IP – расчетный ток линии в нормальном режиме работы, А,
 ,
,
 ;
;
jэк – экономическая плотность тока /3/, А/мм2;
 .
.
Выбирается кабель марки ААБ 3´50 (Iдоп = 155А – кабель проложен в земле).
Проверка по нагреву:

Расчетный ток в линии в послеаварийном режиме, А,
Проверка выбранного кабеля по нагреву в послеаварийном режиме:
Все условия выполняются
Щитов освещения
Для распределения электроэнергии применяют распределительные шкафы (пункты) с автоматическими выключателями или плавкими предохранителями. Распределительные пункты серий ПР11, ПР24 и ПР9000 снимают с производства. Вместо них для сетей переменного тока 50 Гц выпускаются шкафы ПР8501 для силовых и осветительных ЭУ, которые с трёхполюсными выключателями могут быть использованы также и для силовых ЭП. Продолжается выпуск силовых распределительных шкафов серии ШР11 с плавкими предохранителями ПН-2 (или НПН-2) и с рубильником на вводе.
Принимаются к установке силовые распределительные шкафы серии ПР8501 с зажимами на вводе.
В качестве групповых щитов освещения используется распределительные пункты ПР8501 с зажимами на вводе с однополюсными автоматами типа ВА51-29.
Защитное заземление
Защитным заземлением называется преднамеренное электрическое соединение с землёй или её эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением вследствие замыкания на корпус или по другим причинам. Схема защитного заземления представлена на рисунке.
Защитное заземление предназначено для устранения опасности поражения током в случае прикосновения к корпусу и другим нетоковедущим металлическим частям электроустановки, оказавшимся под напряжением. Защитное заземление следует отличать от рабочего заземления. Рабочее заземление предназначено для обеспечения надлежащей работы электроустановки в нормальных и аварийных условиях.
Корпусы электрических машин, трансформаторов, светильников, аппаратов и другие металлические нетоковедущие части могут оказаться под напряжением при повреждении изоляции и контакте их с токоведущими частями. Если корпус при этом не имеет контакта с землёй, то прикосновение к нему также опасно, как и прикосновение к фазе.
Принцип действия защитного заземления основан на снижении до безопасных значений напряжения прикосновения и напряжения шага. Это достигается путём уменьшения потенциала заземлённого оборудования (за счёт уменьшения сопротивления заземления), а также путём выравнивания потенциалов основания, на котором стоит человек, и заземлённого оборудования.
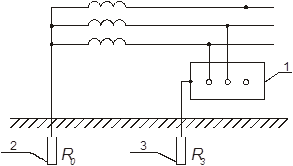
Рисунок 2.7 – Принципиальная схема заземления в сетях трехфазного тока
1 – заземлённое оборудование; 2 – заземлитель рабочего заземления; 3 – заземлитель защитного заземления.
Область применения защитного заземления:
- сети до 1000 В переменного тока – трехфазные трехпроводные с изолированной нейтралью, однофазные двухпроводные, изолированные от земли, а также постоянного тока двухпроводные с изолированной средней точкой обмоток источника тока;
- сети выше 1000 В переменного и постоянного тока с любым режимом работы нейтрали.
В сети с глухозаземлённой нейтралью напряжением до 1000 В заземление неэффективно, так как даже при глухом замыкании на землю ток зависит от сопротивления заземления и при его уменьшении ток возрастает.
Расчёт заземлителя подстанции 6/0,4 кВ:
Расчёт производится для понизительной подстанции, на которой установлены два трансформатора ТМЗ-630/6 с заземленными нейтралями на стороне 0,4 кВ. Заземлитель выбирается выносного типа, расположенный по контуру у наружной стены подстанции. Естественных заземлителей нет. Ток замыкания на землю неизвестен, однако известна общая протяженность кабельных линий 6 кВ lКЛ=1 км. Заземлитель предполагается выполнить из вертикальных стержневых электродов длиной lВ=3 м, диаметром d=25 мм. Верхние концы, которых соединяются между собой с помощью горизонтального электрода выполненного из той же стали, уложенной на глубине H0=0,7 м. Предварительная схема заземлителя и размеры представлены на рисунке . По предварительной схеме принимаем количество вертикальных электродов n=15 шт. Удельное сопротивление земли ρизм=100 Ом∙м.
Расчётный ток замыкания на землю, А,

где Uлин – линейное напряжение, кВ;

Требуемая норма сопротивления заземляющего устройства определяется из двух условий:
-  Ом для U до 1000 В;
Ом для U до 1000 В;
-  Ом для U>1000 В при условии, что заземлитель используется одновременно и для установок U до 1000 В.
Ом для U>1000 В при условии, что заземлитель используется одновременно и для установок U до 1000 В.
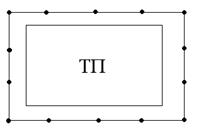
Рисунок 2.8 – Предварительная схема заземлителя
По первому условию:
 .
.
Принимается норма сопротивления заземляющего устройства rн=4 Ом.
Удельное сопротивление земли для горизонтального и вертикального электродов, Ом×м:
 ,
,
 ,
,
где ксг, ксв – повышающие коэффициенты для вертикальных и горизонтальных электродов, о.е;
ксг=3,5; ксв=1,5.
Расположение вертикальных электродов относительно поверхности земли представлено на рисунке 2.9.

Рисунок 2.9 – Расположение вертикального заземлителя
Расчётное сопротивление растеканию вертикальных электродов, Ом,

 .
.
Примерное число вертикальных электродов при предварительно принятом коэффициенте использования ηв=0,56,
N=RВ/( ηвrн),
N=46,4/(0,56∙4)=20,7.
Принимается N=20, расстояние между вертикальными электродами a=3 м.
Длина горизонтального электрода, м,
lг=N∙a,
lг=20∙3=60.
Сопротивление растеканию горизонтальных электродов, Ом,

Действительное сопротивление растеканию горизонтальных электродов, Ом, с учетом экранирования
Rг.д=Rг/ηг,
где ηг – коэффициент использования горизонтальных электродов при N=20 и а/l=1;
Rг.д=10,7/0,42=25,5.
Уточненное сопротивление вертикальных электродов, Ом,
 ,
,
 =4,74.
=4,74.
Уточненное число вертикальных электродов при ηв=0,5 (для N=20, а/l=1, при расположении электродов по контуру)
N=RВ/( ηвRвΣ),
N=46,4/(0,5∙4,74)=19,6.
Окончательно принимается число вертикальных электродов N=20.
Энергетический менеджмент
Энергия всегда была ресурсом, необходимым для производства, но сейчас она стала признаваться одним из главных источников затрат, который заслуживает особого внимания. Развивающееся направление энергетического менеджмента подразумевает управление потреблением энергии с целью уменьшения затрат предприятия путем улучшения энергетической эффективности. Энергосбережение и повышение энергетической эффективности приводит к целому ряду преимуществ:
· увеличение прибыльности;
· бóльшая конкурентоспособность;
· сохранение рабочих мест;
· увеличение вероятности “выжить”;
· дополнительные средства на развитие бизнеса.
Реальное улучшение энергетической эффективности должно основываться не только на технических решениях, но и на более совершенном управлении. Исторически российские предприятия не придают особого значения эффективности использования и передачи электроэнергии. Признание важности электроэнергии как одного из видов ресурсов, который требует такого же менеджмента, как и любой другой дорогостоящий ресурс, а не как накладных расходов предприятия, является первым шагом к улучшению энергоэффективности и уменьшению затрат.
Как только важность энергетического менеджмента осознана, необходимо рассмотреть следующие аспекты:
· текущее состояние энергетического менеджмента;
· энергетическую политику (официальная заинтересованность в энергоменеджменте на предприятии);
· организационные аспекты – интегрирование энергоменеджмента в официальные и неофициальные структуры предприятия;
· мотивация – как создать эффективные взаимоотношения с потребителями электроэнергии и стимулировать энергосбережение;
· информационные системы – выбор подходящей и эффективной энергосистемы;
· маркетинг – где и каким образом пропагандировать и рекламировать энергоменеджмент;
· инвестирование – выбор проектов и обоснование вложений в повышение энергоэффективности;
· финансирование – выбор возможных вариантов фмнансирования мероприятий энергоменеджмента.
Организационный профиль
Если провести линию через каждую из клеток матрицы, которая наилучшим образом описывает организационный профиль предприятия, станет видно, какие аспекты развиты более совершенно, какие – менее. Организационный профиль покажет те вопросы, на которые необходимо обратить дополнительное внимание. Только в случае равномерного развития энергоменеджмента можно быть уверенным в получении наибольшей пользы от вложений.
Организационный профиль предприятия МПТАО «Стайлинг»
| П | О | М | ИС | Мк | И | |
| 4 | ||||||
| 3 | ||||||
| 2 | ||||||
| 1 | 
| 
| 
| 
| ||
| 0 | 
|
Рисунок 2.10 – Матрица энергетического менеджмента
Матрица энергоменеджмента с организационным профилем для предприятия «Стайлинг» показана на рисунке 2.10. По данному профилю можно определить следующее: в качестве энергетической политики на предприятии существует незафиксированный в письменном виде набор рекомендаций, есть специалист по энергетике, создана элементарная информационная система, основанная на счетах за электроэнергию, но все отчеты находятся в отделе у энергетика. Специалист по энергетике пропагандирует энергетические вопросы через неофициальные контакты с теми, кто несет непосредственную ответственность за энергопотребление и от случая к случаю реагируют на просьбы о консультациях. На предприятии отсутствует система мотивации персонала, нет заинтересованности людей в уменьшении энергопотребления и повышении эффективности использования электроэнергии. Соответственно не ведется маркетинг услуг энергоменеджмента на предприятии, персонал имеет невысокую осведомленность о важности энергоэффективности, контроле за потреблением и охране окружающей среды. Отсутствие инвестиций в программы и мероприятия энергетического менеджмента.
На основании всего выше перечисленного можно сделать следующие рекомендации по улучшению ситуации: официально закрепить положения по энергетической политике на предприятии, назначить ответственного специалиста по энергоменеджменту, который составил бы краткую программу энергетической политики, где следует отразить заинтересованность руководства в менеджменте, изложить цели и план действий раздельно на кратко- и долгосрочный периоды. Провести ряд малозатратных мероприятий по энергосбережению с коротким сроком окупаемости вложенных средств. Прибыль от реализации мероприятий могла бы пойти на создании системы прямого финансового стимулирования персонала, а также на обучение людей, обновление информационной системы, маркетинговые кампании и т.д.
Очень важно понять, что энергоменеджмент – это не техническая специализация. Здесь требуется хорошая управленческая практика. Достижение улучшений может быть длительным процессом, поэтому регулярное использование рекомендуемой матрицы позволит увидеть прогресс в деятельности энергоменеджера и наметить пути дальнейшего приложения усилий.
Планирование использования рабочего времени
Планирование использования рабочего времени заключается в составлении баланса рабочего времени, необходимого для расчёта численности персонала и расчёта общего фонда оплаты труда.
Номинальный фонд рабочего времени, час,
 ,
,
где Твых – число выходных дней в году;
Тпр – число праздничных дней в году;
Тсокр – число часов в сокращённый день, час;
 .
.
Действительный фонд рабочего времени – время, которое рабочий может полезно использовать на производстве. Это время меньше номинального за счёт целодневных перерывов в работе (отпуска очередные, дополнительные, по разрешению администрации, болезни, прогулы) и сокращения средней продолжительности рабочего дня (подросткам, кормящим матерям, внутрисменные простои).
Расчёт действительного фонда рабочего времени представлен в таблице 3.1.
Таблица 3.1 – Баланс рабочего времени одного среднесписочного рабочего
| Показатели | Планирование показателей | |
| дни | часы | |
| Календарное время | 365 | – |
| Выходные и праздничные дни | 114 | – |
| Номинальное время | 251 | 2001 |
| Невыходы на работу, в том числе | ||
| – очередные и дополнительные отпуска | 24 | 192 |
| – выполнение государственных и общественных обязанностей | – | 10 |
| – болезни | – | 70 |
| – прочие плановые потери рабочего времени | – | 6 |
| Эффективный фонд рабочего времени Тэф | – | 1723 |
Энергохозяйство цеха
Расчёт численности персонала выполняется на основе системы планово-предупредительных ремонтов (ППР). Для эффективной работы системы ППР и проведения обслуживания, осмотров и ремонтов в установленные сроки необходимо рассчитать численность рабочих с учётом нормативной трудоёмкости ремонта электрооборудования по мощности цеха и ремонта отдельных видов электрооборудования, а также с учётом эффективного фонда рабочего времени.
Трудоемкость ремонта цехового оборудования определяется по укрупненным нормам и по установленной мощности цеха, Н×ч,
 ,
,
где h – укрупнённая трудоёмкость ремонта /6, приложение 2/, Н∙ч/кВт;
Руст – установленная мощность цеха, кВт.
Результат расчёта трудоёмкости ремонта и обслуживания цехового оборудования приводится в таблице 3.2.
Нормативная трудоёмкость текущих осмотров в каждую рабочую смену составляет 10% от трудоёмкости текущих ремонтов. Итоговая трудоёмкость осмотров умножается на два, т.к. цех работает в две смены.
Таблица 3.2 – Укрупнённый расчёт трудоёмкости ремонта электрооборудования цеха
| Наименование цеха | Руст, кВт | Укрупнённая трудоёмкость ремонта | Трудоёмкость ремонта, Н∙ч | |||
| КР | ТР | КР | ТР | ТО | ||
| Механический цех | 6429,693 | 1,2 | 3,6 | 7715,63 | 23146,89 | 2314,69x2= =4629,38 |
Трудоёмкость ремонта и обслуживания отдельных видов электрооборудования приводится в таблице 3.3.
Общая трудоёмкость ремонта, Н×ч,
 ,
,
где Трi – табличная трудоемкость ремонта для i-того элемента /7/, Н×ч;
мi – количество i-тых элементов;
tрi – период между двумя ремонтами, лет.
Таблица 3.3 – Трудоемкость ремонта отдельных видов электрооборудования
| Оборудование | Кол-во, шт | Норма трудоёмкости ремонта | Продолжитель–ность ремонтного цикла | Общая трудоёмкость, Н∙ч | |||||||||||||||||
| КР | ТР | ТО | КР, лет | ТР, мес | ТО, мес | КР | ТР | ТО | |||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |||||||||||
| Трансформатор силовой ТМЗ–1000/6 | 2 | 300 | 60 | 18 | 12 | 36 | 2 | 50 | 40 | 216 | |||||||||||
| Автоматические выключатели: | |||||||||||||||||||||
| ВА 53–43 | 2 | 35 | 10 | 3 | 6 | 12 | 1 | 11,67 | 20 | 72 | |||||||||||
| ВА 53–41 | 3 | 21 | 6 | 1,8 | 6 | 12 | 1 | 10,5 | 18 | 64,8 | |||||||||||
| ВА 53–37 | 21 | – | 3 | 0,9 | – | 12 | 1 | – | 63 | 226,8 | |||||||||||
| Силовые сети (на 1000м): | |||||||||||||||||||||
| АВВГ 3x185+1x95 | 155м | 150 | 45 | 10,8 | 14 | 12 | 2 | 1,66 | 6,98 | 1,67 | |||||||||||
| АВВГ 3x150+1x95 | 998м | 150 | 45 | 10,8 | 14 | 12 | 2 | 10,69 | 44,89 | 10,77 | |||||||||||
| АВВГ 3x120+1x70 | 1720м | 110 | 35 | 8,1 | 14 | 12 | 2 | 13,51 | 60,2 | 13,93 | |||||||||||
| АВВГ 3x95+1x50 | 4м | 110 | 35 | 8,1 | 14 | 12 | 2 | 0,03 | 0,14 | 0,03 | |||||||||||
| АВВГ 3x70+1x35 | 36,5м | 95 | 30 | 6,9 | 14 | 12 | 2 | 0,25 | 1,1 | 0,25 | |||||||||||
| АВВГ 3x35+1x25 | 2,5м | 60 | 18 | 4,5 | 14 | 12 | 2 | 0,01 | 0,05 | 0,01 | |||||||||||
| АВВГ 4x25 | 4,5м | 60 | 18 | 4,5 | 14 | 12 | 2 | 0,02 | 0,08 | 0,02 | |||||||||||
| Счётчики электроэнергии | 4 | 3,7 | 1,4 | 0,3 | 5 | 12 | 30 | 2,96 | 5,6 | 0,48 | |||||||||||
| Трансформаторы тока | 29 | – | 5 | 0,5 | – | 36 | 2 | – | 48,33 | 87 | |||||||||||
| Устройства компенсации реактивной мощности: | |||||||||||||||||||||
| УК1–0,38–486 У3 | 2 | 120 | 30 | 4,5 | 8 | 12 | 1 | 30 | 60 | 108 | |||||||||||
| КС1–0,38–18 3У3 | 3 | 50 | 15 | 2,5 | 8 | 12 | 1 | 18,75 | 45 | 90 | |||||||||||
| КС1–0,38–25 3У3 | 3 | 50 | 15 | 2,5 | 8 | 12 | 1 | 18,75 | 45 | 90 | |||||||||||
| Силовые щиты | 30 | 40 | 14 | 1,4 | 10 | 12 | 1 | 120 | 420 | 504 | |||||||||||
| Щитки освещения | 12 | 18 | 6 | 0,6 | 10 | 12 | 1 | 21,6 | 72 | 86,4 | |||||||||||
| Осветительные сети: | |||||||||||||||||||||
| АВВГ 3x70+1x35 (на1000м) | 353м | 95 | 30 | 6,9 | 14 | 12 | 12 | 2,4 | 10,59 | 2,44 | |||||||||||
| АВВГ 3x2,5 (на 100м) | 2164м | 25 | 8 | 0,8 | 14 | 12 | 12 | 38,63 | 173,1 | 17,31 | |||||||||||
| АВВГ 3x4 (на 100м) | 182м | 25 | 8 | 0,8 | 14 | 12 | 12 | 3,24 | 14,52 | 1,45 | |||||||||||
| Внутрицеховые силовые сети в трубах (на 100м) | 4092м | 22 | 7 | 0,7 | 14 | 12 | 12 | 64,3 | 286,44 | 28,64 | |||||||||||
| Итого: |
|
|
| 418,97 | 1435 | 1622 | |||||||||||||||
Численность ремонтного персонала, чел.,
 ,
,
где 0,85 – коэффициент, учитывающий, что 15% трудоёмкости капитальных ремонтов цехового оборудования производится специализированными ремонтными предприятиями, о.е.;
 – трудоёмкость капитальных ремонтов технологического оборудования, Н×ч;
– трудоёмкость капитальных ремонтов технологического оборудования, Н×ч;
 – трудоёмкость капитальных ремонтов электрооборудования, Н×ч;
– трудоёмкость капитальных ремонтов электрооборудования, Н×ч;
Квн – коэффициент выполнения норм, планируемый на предприятии, %, Квн = 100;
 .
.
Принимается  .
.
Численность эксплуатационного персонала, чел.,
 ,
,
где  и
и  – трудоёмкости текущих ремонтов и текущих осмотров технологического оборудования соответственно, Н×ч;
– трудоёмкости текущих ремонтов и текущих осмотров технологического оборудования соответственно, Н×ч;
 .
.
Принимается  .
.
Численность оперативно-дежурного персонала, чел.,
 ,
,
где  и
и  – трудоёмкости текущих ремонтов и текущих осмотров электрооборудования соответственно, Н×ч;
– трудоёмкости текущих ремонтов и текущих осмотров электрооборудования соответственно, Н×ч;
 .
.
Принимается  .
.
На предприятии ОАО “Лепсе” обслуживание энергохозяйства осуществляется по смешанной схеме, т.е. часть цехов обслуживается по централизованной схеме, а часть – по децентрализованной.
Механический цех обслуживается по децентрализованной схеме. При этой схеме ремонтный и оперативно-дежурный персонал подчинёны отделу главного энергетика, а эксплуатационный персонал, находящийся в цехе, подчинён начальнику цеха.
Режим работы персонала:
• ремонтного – односменный с 7.00 час до 16.00 час, перерыв на обед с 11.00 час до 12.00 час;
• эксплуатационного – двухсменный с 7.00 час до 16.00 час, перерыв на обед с 11.00 час до 12.00 час (первая смена); с 16.00 час до 1.00 час, перерыв на обед с 20.00 час до 21.00 час (вторая смена);
• оперативно-дежурного – 12 часов в сутки работает каждая из четырёх бригад (два дня работает, два отдыхает).
Электрохозяйству цеха
Стоимость компенсирующих устройств на трансформаторной подстанции, тыс.руб/год,
 ,
,
где nКУ – количество компенсирующих устройств;
CКУ – стоимость одной конденсаторной установки, тыс.руб;
 .
.
Стоимость кабельных сетей цеха, тыс.руб/год,
 ,
,
где Скi – стоимость одного метра кабеля i-того сечения, руб/м;
Li – суммарная длина i-того сечения кабеля, м;

Стоимость проводов распределительной сети, тыс.руб/год,
 ,
,
где Сп – стоимость одного метра провода, руб/м;
Lп – длина проводов распределительной сети, м;
nп – количество проводов;
 .
.
Стоимость силовых пунктов цеха, тыс.руб/год,
 ,
,
где nСП – количество силовых пунктов;
CСП – стоимость одного силового пункта, тыс.руб;
 .
.
Стоимость щитков освещения, тыс.руб/год,
 ,
,
где nЩО – количество щитков освещения в цехе;
CЩО – стоимость одного щитка освещения, тыс.руб;
 .
.
Стоимость щитков групповой компенсации, тыс.руб/год,
 ,
,
где nЩК – количество щитков групповой компенсации;
CЩК – стоимость одного щитка групповой компенсации, тыс.руб;
 .
.
Стоимость кабелей осветительной сети, тыс.руб/год,
 ,
,
где Сосв – стоимость одного метра кабеля, руб/м;
Lосв – длина кабелей осветительной сети, м;
nосв – количество кабелей в осветительной сети;
 .
.
Стоимость светильников в цехе, тыс.руб/год,
 ,
,
где nсв – количество светильников;
Cсв – стоимость одного светильника, руб;
 .
.
Капитальные вложения в энергохозяйство цеха, тыс.руб/год,
 ,
,
где ККТП – стоимость комплектной трансформаторной подстанции, тыс.руб;
 .
.
Амортизационные отчисления, тыс.руб/год,
 ,
,
где αi – норма амортизации для i-того вида оборудования /9/, %;
Кi – капитальные вложения на оборудование, тыс.руб/год;

Прочие затраты, тыс.руб/год,
 ,
,
 .
.
Стоимость вспомогательных материалов, тыс.руб/год,
 ,
,
 .
.
Смета затрат по электрохозяйству цеха показана в таблице 3.7.
Из таблицы видно, что наибольший удельный вес по затратам имеют стоимость электроэнергии и стоимость вспомогательных материалов. Для снижения затрат на электрохозяйство следует обращать внимание на эти показатели. Для уменьшения потребления электроэнергии следует разрабатывать и внедрять мероприятия по её экономии. Для уменьшения затрат на вспомогательные материалы нужно приобретать оборудование, требующее малое их количество, а также приобретать современные, более качественные материалы и вести строгое нормирование на расходуемые материалы.
Таблица 3.7 – Смета затрат по электрохозяйству
| Наименование элемента | Абсолютное значение, тыс.руб/год | Удельный вес, % |
| Вспомогательные материалы | 1119.03 | 15.77 |
| Стоимость электроэнергии | 4807.57 | 67.74 |
| Годовой ФОТ персонала | 746.02 | 10.51 |
| Отчисления на социальные нужды | 287.96 | 4.06 |
| Амортизационные отчисления | 80.95 | 1.14 |
| Прочие затраты | 55.75 | 0.78 |
| Итого | 7097.28 | 100 |
Компенсирующих устройств
Плата за реактивную энергию при отсутствии компенсации, тыс.руб/год,
 ,
,
где QКУ – суммарная мощность двух конденсаторных установок, квар;
 .
.
Амортизационные отчисления на конденсаторные установки, тыс.руб/год,
 ,
,
 .
.
Чистый дисконтированный доход от установки батарей конденсаторов, тыс.руб,
 ,
,
где Сt – денежные затраты, связанные с реализацией проекта, для батарей конденсаторов текущие затраты незначительны и ими можно пренебречь, т.е. принять их равными нулю;
Нпр – налог на прибыль, принимается равным 0,24, о.е.;
 .
.
Т.к. чистый дисконтированный доход больше нуля, то установка на подстанции компенсирующих устройств экономически оправдана.
Подготовка персонала, допускаемого к работам в
Электроустановках
Проверка состояния здоровья работника проводится до приема его на работу, а также периодически, в порядке, предусмотренном Минздравом России. Совмещаемые профессии должны указываться администрацией организации в направлении на медицинский осмотр.
Работники, принимаемые для выполнения работ в электроустановках, должны иметь профессиональную подготовку, соответствующую характеру работы. При отсутствии профессиональной подготовки такие работники должны быть обучены (до допуска к самостоятельной работе) в специализированных центрах подготовки персонала (учебных комбинатах, учебно-тренировочных центрах и т. п.).
Профессиональная подготовка персонала, повышение его квалификации, проверка знаний и инструктажи проводятся в соответствии с требованиями государственных и отраслевых нормативных правовых актов по организации охраны труда и безопасной работе персонала.
В соответствии с «Правилами техники безопасности при электромонтажных и наладочных работах» руководитель организации обязан организовать для всех вновь принятых рабочих независимо от характера производства, квалификации и производственного стажа следующую систему обучения: вводный (общий) инструктаж, производственный инструктаж и инструктаж на рабочем месте (производственный).
Вводный инструктаж проводит инженер по технике безопасности в форме лекции-беседы в соответствии с «Программой и методикой вводного инструктажа», а для руководящих работников, инженерно-технических работников (ИТР) и учащихся — главный инженер организации.
Производственный инструктаж разделяют по видам и назначению: первичный — проводит руководитель (начальник участка, прораб, механик, мастер), в подчинение которого направлен вновь принятый работник; этот инструктаж дополняет вводный по вопросам безопасности работ в конкретных условиях;
на рабочем месте — проводит производитель работ (мастер) непосредственно там, где предстоит выполнять работу, и при каждом изменении характера или условий безопасности. При постоянных характере и условиях безопасности производства работ проводится периодический (повторный) инструктаж на рабочем месте через каждые 3 мес.;
внеочередной — для рабочих по безопасным приемам и методам работы. Проводится при изменении условий безопасности с переводом на другую работу или другой объект (цех); если имели место несчастные случаи и профзаболевания; при обнаруженных нарушениях правил техники безопасности. Кроме вводного и производственного инструктажа проводят до допуска к самостоятельной работе, но не позднее 3 мес. со дня поступления на работу обучение рабочих безопасным методам работы. Исключение составляют ранее обученные рабочие, имеющие об этом удостоверения и подтвердившие свои знания в комиссии по проверке знаний в данной организации.
Обучение рабочих безопасным методам работы производят в учебном комбинате (пункте) организации и совмещают с профессионально-техническим обучением или занятиями по повышению квалификации или на специальных курсах техники безопасности. В программу обучения обязательно включают вопросы оказания первой помощи при травмах, поражении электрическим током и т. п.
Обслуживание действующих электроустановок, проведение в них оперативных переключений, организация и выполнение ремонтных, монтажных или наладочных работ и испытаний должен осуществлять специально подготовленный электротехнический персонал.
Электротехнический персонал предприятия подразделяется на:
- административно-технический, организующий и принимающий непосредственное участие в оперативных переключениях, ремонтных, монтажных и наладочных работах в электроустановках; этот персонал имеет права оперативного, ремонтного или оперативно-ремонтного;
- оперативный, осуществляющий оперативное управление электрохозяйством предприятия, цеха, а также оперативное обслуживание электроустановок (осмотр, проведение работ в порядке текущей эксплуатации, проведение оперативных переключений, подготовку рабочего места, допуск и надзор за работающими);
- ремонтный, выполняющий все виды работ по ремонту, реконструкции и монтажу электрооборудования. К этой категории относится также персонал специализированных служб (испытательных лабораторий, служб автоматики и контрольно-измерительных приборов и т. д.), в обязанности которого входит проведение испытаний, измерений, наладки и регулировки электроаппаратуры и т.п.;
- оперативно-ремонтный — ремонтный персонал небольших предприятий (или цехов), специально обученный и подготовленный для выполнения оперативных работ на закрепленных за ним электроустановках;
- электротехнологический персонал производственных цехов и участков, не входящих в состав энергослужбы предприятия, осуществляющий эксплуатацию электротехнологических установок и имеющий группу по электробезопасности II и выше. В своих правах и обязанностях приравнивается к электротехническому и подчиняется в техническом отношении энергослужбе предприятия.
Электротехническому персоналу, имеющему группу по электробезопасности II—V включительно, предъявляются следующие требования:
- лица, не достигшие 18-летнего возраста, не могут быть допущены к работам в электроустановках;
- лица из электротехнического персонала не должны иметь увечий и болезней (стойкой формы), мешающих производственной работе;
- лица. из электротехнического персонала должны после соответствующей теоретической и практической подготовки пройти проверку знаний и иметь удостоверение на допуск к работам в электроустановках.
Персонал, обслуживающий электроустановки, должен пройти проверку знаний « Межотраслевых правил по охране труда (правил безопасности) при эксплуатации электроустановок » (МПОТЭЭ) и других нормативно-технических документов (правил и инструкций по технической эксплуатации, пожарной безопасности, пользованию защитными средствами, устройства электроустановок) в пределах требований, предъявляемых к соответствующей должности или профессии, и иметь соответствующую группу по электробезопасности в соответствии с приложением № 1 к МПОТЭЭ.
Проверку знаний рабочих проводят комиссии, назначаемые приказом или распоряжением. В состав ее входят: главный инженер или его заместитель (председатель), преподаватель, инженер по технике безопасности, представитель профсоюзной организации (не менее 3 чел.). Проверку знаний рабочих проводят ежегодно. Участие в этих проверках представителей органов надзора не обязательно.
Проверку знаний электромонтажного персонала организации с целью присвоения квалификационной группы по технике безопасности проводят комиссии с обязательным участием представителя энергонадзора или лица, имеющего квалификационную группу IV в электроустановках напряжением до 1000 В и группу V— выше 1000В.
Электромонтажный персонал организаций, несмотря на наличие квалификационной группы по технике безопасности, не приравнивается к электротехническому (эксплуатационному), и ему запрещается выполнять работы, относящиеся к эксплуатации электроустановок.
Работнику, прошедшему проверку знаний по охране труда при эксплуатации электроустановок, выдается удостоверение установленной формы (приложения № 2, 3 к МПОТЭЭ), в которое вносятся результаты проверки знаний.
Персонал обязан соблюдать требования МПОТЭЭ, инструкций по охране труда, указания, полученные при инструктаже.
Работники, обладающие правом проведения специальных работ, должны иметь об этом запись в удостоверении (приложение № 2 к МПОТЭЭ).
Под специальными работами, право на проведение которых отражается в удостоверении после проверки знаний работника, следует понимать:
верхолазные работы;
работы под напряжением на токоведущих частях: чистка, обмыв и замена изоляторов, ремонт проводов, контроль измерительной штангой изоляторов и соединительных зажимов, смазка тросов;
испытания оборудования повышенным напряжением (за исключением работ с мегаомметром).
Перечень специальных работ может быть дополнен указанием работодателя с учетом местных условий.
Работник, проходящий стажировку, дублирование, должен быть закреплен распоряжением за опытным работником. Допуск к самостоятельной работе должен быть также оформлен соответствующим распоряжением руководителя организации.
Во главе персонала, обслуживающего электроустановки предприятий (организаций), должно быть назначено лицо, ответственное за электрохозяйство (из числа ИТР электротехнического персонала), обязанное обеспечить выполнение « Правил технической эксплуатации электроустановок потребителей » (ПТЭЭП) и МПОТЭЭ.
Систематическую работу с электротехническим персоналом обязаны организовать и лично контролировать лица, ответственные за электрохозяйство предприятия, цеха, участка.
С этой целью должны быть организованы:
а) курсовое (групповое, индивидуальное) обучение по повышению квалификации;
б) изучение ПТЭЭП и МПОТЭЭ, «Правил устройства электроустановок», инструкций и других правил, относящихся к работе данных установок;
в) проведение противоаварийных тренировок на рабочих местах для обучения персонала наилучшим способам и приемам быстрого предупреждения и ликвидации неполадок и аварий;
г) инструктаж электротехнического персонала в соответствии с ГОСТ 12. 0. 004-79.
Каждый работник, если он не может принять меры к устранению нарушений ПТЭЭП и МПОТЭЭ, должен немедленно сообщить вышестоящему руководителю о всех замеченных им нарушениях и представляющих опасность для людей неисправностях электроустановок, машин, механизмов, приспособлений, инструмента, средств защиты и т. д.
Заключение
В данном курсовом проекте было спроектировано внутреннее электроснабжение механического цеха. По результатам расчёта электрических нагрузок была выбрана трансформаторная подстанция с двумя трансформаторами ТМЗ-1000/6, а также проведена компенсация реактивной мощности. Из двух вариантов схемы электроснабжения был выбран оптимальный, и для этого варианта произведён выбор оборудования и расчёт основных технико-экономических показателей. Для проведения планово-предупредительных ремонтов произведён выбор обслуживающего и ремонтного персонала цеха.
Для отопления цеха были выбраны чугунные радиаторы.
Были рассмотрены вопросы подготовки персонала, допускаемого к работам в электроустановках, а также мероприятия по уменьшению влияния шума на персонал цеха.
Содержание
Введение
1 Краткая характеристика цеха
2 Разработка системы электроснабжения механического цеха
2.1 Расчёт силовых электрических нагрузок на втором уровне электроснабжения
2.2 Расчёт освещения цеха
2.2.1 Светотехнический расчёт помещения цеха
2.2.2 Аварийное освещение цеха
2.2.3 Расчёт осветительных нагрузок для помещения цеха. Выбор компенсирующих устройств в осветительной сети
2.2.4 Расчёт осветительных нагрузок для бытовых отделений
2.3 Выбор силовых трансформаторов
2.3.1 Расчёт силовых электрических нагрузок на третьем уровне электроснабжения
2.3.2 Выбор мощности низковольтных компенсирующих устройств
2.3.3 Выбор количества и мощности трансформаторов
2.3.4 Выбор сечений кабельных линий напряжением 6 кВ, питающих КТП
2.4 Выбор осветительной сети. Электротехнический расчет
2.5 Выбор схемы и конструктивное выполнение внутрицехового электроснабжения напряжением до 1 кВ
2.5.1 Выбор схемы и сечений проводников питающей сети
2.5.1.1 Расчёт первого варианта питающей сети
2.5.1.2 Расчёт второго варианта питающей сети
2.5.2 Выбор кабеля для конденсаторной установки
2.5.3 Выбор сечений проводов распределительной сети
2.6 Выбор коммутационной и защитной аппаратуры, распределительных силовых и осветительных шкафов
2.6.1 Выбор автоматических выключателей на КТП
2.6.2 Выбор автоматических выключателей в ЩО
2.6.3 Выбор силовых распределительных пунктов и предохранителей.
2.6.4 Выбор групповых щитов освещения
2.7 Расчёт токов короткого замыкания
2.8 Проверка выбранных аппаратов защиты
2.9 Релейная защита трансформатора цеховой подстанции
2.10 Автоматическое управление реактивной мощностью батарей конденсаторов
3 Расчёт основных технико-экономических показателей
3.1 Планирование использования рабочего времени
3.2 Расчёт численности персонала, обслуживающего энергохозяйство цеха
3.3 Расчёт тарифного фонда оплаты труда персонала
3.4 Расчёт фонда оплаты труда персонала
3.5 Определение отчислений на социальные нужды
3.6 Расчёт платы за электроэнергию
3.7 Расчёт годовых эксплуатационных расходов по электрохозяйству цеха
3.8 Расчёт чистого дисконтированного дохода от установки на КТП компенсирующих устройств
3.9 Основные технико-экономические показатели системы электроснабжения механического цеха
4 Расчёт системы отопления механического цеха
4.1 Определение расхода теплоты на отопление
4.2 Гидравлический расчёт системы водяного отопления
5 Безопасность жизнедеятельности
5.1 Подготовка персонала, допускаемого к работам в электроустановках
5.2 Защитное заземление
5.3 Влияние шума на персонал и мероприятия по его снижению
Заключение
Библиографический список источников информации
Введение
Цель данного курсового проекта состоит в том, чтобы спроектировать систему электроснабжения группы цехов МПТАО «Стайлинг». В данных цехах для повышения эффективности производства была произведена замена устаревшего и изношенного оборудования новым более производительным, а также произведено частичное внедрение нового технологического процесса. В связи с этим, а также из-за значительного износа цеховых сетей и оборудования необходимо спроектировать новую систему электроснабжения с применением нового оборудования и отвечающую современным техническим требованиям.
Для защиты цеховых трансформаторов необходимо произвести выбор защит и расчёт их уставок.
Краткая характеристика цеха
В данном курсовом проекте рассматривается комплекс цехов предприятия МПТАО “Стайлинг”. Указанная группа входит в состав основного производства завода. Состав производственных участков определяется конструкцией изготовляемых изделий, технологическим процессом и программой выпуска и организацией производства.
Основным направлением практической деятельности МПТАО “Стайлинг” является производство корпусной мебели. Пиломатериал в виде досок длиной 6 м поступает в цех массива. Здесь он подвергается сушке паром. Далее доски раскраиваются на отдельные заготовки и проходят здесь обработку на деревообрабатывающих станках. На специальных прессах происходит формирование из заготовок крупных щитов, которые также обрабатываются на токарных, фрезерных, сверлильных, шлифовальных станках. Далее детали поступают на участок покраски, где покрываются лаком и сушатся. После этого в отделении сборки происходит окончательная сборка комплектов и их упаковка. На экспериментальном участке цеха возможно изготовление мебели по специальным проектам и индивидуальным заказам. Хранение изготовленной мебели осуществляется на складе готовой продукции.
Также в комплекс цехов входят контора, включающая технический, конструкторский отделы, отдел техники безопасности и библиотеку, ремонтно-механический цех со вспомогательными помещениями, электроучасток и компрессорную, расположенные в одном здании. В группу включена котельная, обеспечивающая нужды фабрики в паре и горячей воде.
Таким образом, основным оборудованием цехов являются деревообрабатывающие и частично металлообрабатывающие станки. В данном оборудовании для электропривода используются в основном асинхронные двигатели.
Основные сведения об оборудовании представлены в таблице 1.1. Данные по коэффициентам использования (Ки) и коэффициентам мощности (cosφ) оборудования взяты из /2/.
Таблица 1.1 – Исходные данные механического цеха
| № | приемник | Pном, кВт | cosф | Ки |
| 1 | 2 | 3 | 4 | 5 |
| Цех массива |
|
|
| |
| 1 | вентилятор | 5 | 0,75 | 0,9 |
| 2 | вентилятор | 5 | 0,75 | 0,9 |
| 3 | вентилятор | 5 | 0,75 | 0,9 |
| 4 | вентилятор | 5 | 0,75 | 0,9 |
| 5 | вентилятор | 5 | 0,75 | 0,9 |
| 6 | вентилятор | 5 | 0,75 | 0,9 |
| 7 | вентилятор | 5 | 0,75 | 0,9 |
| 8 9 | вентилятор фуговальный станок | 5 1 | 0,75 0,55 | 0,9 0,2 |
| 10 | циркулярная пила | 0,7 | 0,5 | 0,3 |
| 1 | 2 | 3 | 4 | 5 |
| 11 | циркулярная пила | 0,7 | 0,5 | 0,3 |
| 12 | сверлильный станок | 1 | 0,7 | 0,14 |
| 13 | станок для сращивания | 2 | 0,8 | 0,5 |
| 14 | циркулярная пила | 1,5 | 0,5 | 0,7 |
| 15 | 4-сторонний строгал. станок | 37,6 | 0,5 | 0,8 |
| 16 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 17 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 18 | станок для сращивания | 2 | 0,8 | 0,5 |
| 19 | строгальный станок | 9 | 0,5 | 0,2 |
| 20 | строгальный станок | 27 | 0,5 | 0,2 |
| 21 | циркулярная пила | 7 | 0,5 | 0,3 |
| 22 | многопильный станок | 30 | 0,5 | 0,7 |
| 23 | циркулярная пила | 3,2 | 0,5 | 0,8 |
| 24 | лифт | 7,1 | 0,75 | 0,1 |
| 25 | строгальный рейсмус | 10 | 0,55 | 0,2 |
| 26 | 4-сторонний строгал. станок | 26 | 0,5 | 0,9 |
| 27 | пресс склейки щитов | 28 | 0,8 | 0,9 |
| 28 | станок круглопильный | 4 | 0,5 | 0,8 |
| 29 | станок круглопильный | 45 | 0,5 | 0,8 |
| 30 | сверлильный станок | 3 | 0,7 | 0,05 |
| 31 | настольно-сверлильный станок | 1 | 0,7 | 0,14 |
| 32 | копировально-фрезерный станок | 10 | 0,8 | 0,14 |
| 33 | фрезерный станок | 7,5 | 0,7 | 0,14 |
| 34 | фрезерный станок | 7,5 | 0,7 | 0,14 |
| 35 | фуговальный станок | 1 | 0,55 | 0,2 |
| 36 | сверлильный станок | 1,7 | 0,7 | 0,05 |
| 37 | вайма | 5 | 0,8 | 0,2 |
| 38 | подъемник | 2 | 0,75 | 0,1 |
| 39 | станок шлифовальный верт. | 1 | 0,6 | 0,5 |
| 40 | сверлильный станок | 1 | 0,7 | 0,14 |
| 41 | сверлильный станок | 1 | 0,7 | 0,14 |
| 42 | сверлильный станок | 1 | 0,7 | 0,14 |
| 43 | фрезерный станок | 4 | 0,7 | 0,14 |
| 44 | станок для раскроя | 1,5 | 0,6 | 0,2 |
| 45 | подъемник | 4 | 0,75 | 0,1 |
| 46 | ленточно-шлифовальный станок | 5,5 | 0,6 | 0,7 |
| 47 | ленточно-шлифовальный станок | 5,5 | 0,6 | 0,7 |
| 48 | станок шлифовал. барабанный | 1 | 0,6 | 0,7 |
| 49 | кабина распылительная | 8 | 0,8 | 0,9 |
| 50 | укрытие для сушки | 22 | 0,8 | 0,9 |
| 51 | укрытие для сушки | 25,5 | 0,8 | 0,9 |
| 52 | 3-пильный сверлильный станок | 1,5 | 0,7 | 0,14 |
| 53 | 14-шпиндел. сверлильный станок | 4 | 0,7 | 0,14 |
| 54 | сверлильный станок | 1 | 0,7 | 0,14 |
| 55 | сверлильный станок | 1 | 0,7 | 0,14 |
| 56 | токарный станок | 2 | 0,75 | 0,3 |
| 57 | станок облицовки кромок | 1 | 0,6 | 0,1 |
| 58 | фуговальный станок | 3,2 | 0,55 | 0,2 |
| 59 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 60 | циркулярная пила | 3,2 | 0,5 | 0,3 |
| 61 | циркулярная пила | 3,2 | 0,5 | 0,3 |
| 62 | приточный вентилятор | 18,5 | 0,8 | 0,8 |
| КОРПУС РМЦ И КОНТОРЫ |
|
|
| |
| 63 | сверлильный станок | 1,5 | 0,7 | 0,14 |
| 1 | 2 | 3 | 4 | 5 |
| 64 | вальцовочный станок | 4 | 0,7 | 0,1 |
| 65 | фланцевый станок | 2 | 0,75 | 0,1 |
| 66 | вальцесадочный станок | 2 | 0,7 | 0,1 |
| 67 | вальцепрокатный станок | 1 | 0,7 | 0,1 |
| 68 | строгальный станок | 3 | 0,55 | 0,2 |
| 69 | сверлильный станок | 1,5 | 0,7 | 0,14 |
| 70 | сверлильный станок | 6,3 | 0,7 | 0,14 |
| 71 | токарный станок | 5,5 | 0,75 | 0,14 |
| 72 | токарный станок | 7 | 0,75 | 0,14 |
| 73 | токарный станок | 10 | 0,75 | 0,14 |
| 74 | токарный станок | 11 | 0,75 | 0,14 |
| 75 | фрезерный станок | 3 | 0,7 | 0,14 |
| 76 | фрезерный станок | 13 | 0,7 | 0,14 |
| 77 | отрезной станок | 8 | 0,6 | 0,2 |
| 78 | гильотинные ножницы | 10 | 0,6 | 0,1 |
| 79 | сверлильный станок | 2 | 0,7 | 0,14 |
| 80 | наждак | 1,7 | 0,7 | 0,1 |
| 81 | тельфер | 1,5 | 0,75 | 0,1 |
| 82 | сверлильный станок | 2 | 0,7 | 0,14 |
| 83 | отрезной станок | 3 | 0,6 | 0,2 |
| 84 | рубильная машина | 4 | 0,6 | 0,1 |
| 85 | сверлильный станок | 1 | 0,7 | 0,14 |
| 86 | компрессор | 37 | 0,8 | 0,9 |
| 87 | компрессор | 37 | 0,8 | 0,9 |
| 88 | компрессор | 75 | 0,8 | 0,9 |
| 89 | вентилятор | 2 | 0,8 | 0,8 |
| 90 | вентилятор | 4 | 0,8 | 0,8 |
| КОТЕЛЬНАЯ |
|
|
| |
| 91 | вентилятор | 1,5 | 0,8 | 0,8 |
| 92 | вентилятор | 1,5 | 0,8 | 0,8 |
| 93 | ножницы | 3 | 0,6 | 0,2 |
| 94 | наждак | 2 | 0,7 | 0,1 |
| 95 | сверлильный станок | 2 | 0,7 | 0,14 |
| 96 | токарный станок | 7 | 0,7 | 0,14 |
| 97 | трубогибочный станок | 6,5 | 0,7 | 0,12 |
| 98 | насос | 4 | 0,8 | 0,8 |
| 99 | насос | 4 | 0,8 | 0,8 |
| 100 | насос | 4 | 0,8 | 0,8 |
| 101 | насос | 4 | 0,8 | 0,8 |
| 102 | насос | 10 | 0,8 | 0,8 |
| 103 | насос | 10 | 0,8 | 0,8 |
| 104 | насос | 23 | 0,8 | 0,8 |
| 105 | насос | 37 | 0,8 | 0,8 |
| КОРПУС СКЛАДОВ И СБОРКИ |
|
|
| |
| 106 | сверлильный станок | 1 | 0,7 | 0,14 |
| 107 | сверлильный станок | 1 | 0,7 | 0,14 |
| 108 | сверлильный станок | 1 | 0,7 | 0,14 |
| 109 | сверлильный станок | 3 | 0,7 | 0,14 |
| 110 | вайма | 5 | 0,8 | 0,2 |
| 111 | подъемник | 4 | 0,75 | 0,1 |
| 112 | лифт | 7,1 | 0,75 | 0,1 |
| 113 | вентилятор | 8,5 | 0,75 | 0,9 |
Большинство электроприемников данной группы цехов относится ко второй и третьей категории по обеспечению бесперебойности электроснабжения. К первой категории относится вытяжная вентиляция цеха массива.
Цех осуществляет работу в две смены. Число часов использования максимальной нагрузки в году Тм = 4500 часов.
Характеристика условий среды и категорий по пожаро- и взрывоопасности приведены в таблице 1.2.
Таблица 1.2 – Характеристика условий среды и категорий надёжности
| Наименование отделения | Помещение по условия среды | Категория по пожаро-, взрывоопасности |
| Цех массива 1 этаж: | ||
| Участок мехобработки | Пыльное | П-II |
| Участок раскроя пиломатериала | Пыльное | П-II |
| Сушильный участок | Влажное | – |
| Экспериментальный участок | Пыльное | П-IIа |
| Склад | Нормальное | – |
| Вспомогательные помещения | Нормальное | – |
| Цех массива 2 этаж: | Пыльное | П-IIа |
| Склад | Нормальное | – |
| Участок мехобработки | Пыльное | П-II |
| Шлифовальное отделение | Пыльное | В-Iа |
| Участок покраски и сушки | – | |
| Место упаковки | Нормальное | – |
| Корпус складов и сборки: | ||
| Склад | Нормальное | – |
| Участок сборки | Нормальное | – |
| Корпус РМЦ и конторы | ||
| РМЦ | Нормальное | – |
| Электроцех | Нормальное | – |
| Компрессорная | Нормальное | – |
| Материальный склад | Нормальное | – |
| Контора | Нормальное | – |
| Вспомогательные помещения | Нормальное | – |
| Котельная | Нормальное | – |
Разработка системы электроснабжения
Дата: 2019-05-29, просмотров: 354.