Анотація
Матеріали дипломного проекту направлені на рішення проблем, які пов’язані з кінцевими операціями пакування готової продукції в транспортну тару (в даному випадку пакування пачок з вафлями в гофрокартонні ящики).
Виконано розрахунки основних механізмів, розроблені пневматична та електрична схеми керування машиною, розроблені заходи щодо забезпечення безпечної роботи працівників, міроприємства по технічному огляду та ремонту обладнання. Розглянуті питання, що стосуються охорони праці, охорони навколишнього середовища та цивільної оборони. Виконано науково-дослідну роботу, в якій визначено допустимий тиск на пачки з вафлями при переміщенні їх штовхачем в гофрокартонні ящики.
Вступ
Вивчивши потреби населення в упакованій і розфасованій в споживчу тару продукції я прийшов до висновку, що попит на ці товари значно перевищує пропозицію. Основна причина цього полягає в великій трудоємкості процесу упаковки. Наприклад, трудоємкість вкладання кондитерських виробів в коробки, а далі в гофрокартонні ящики в 1,5-2 рази перевищує трудоємкість всього процесу виготовлення цих виробів. В зв’язку з цим збільшення випуску упакованої продукції можливе лише за рахунок впровадження високопродуктивного пакувального обладнання. Саме на це направлені матеріали дипломного проекту.
В дипломному проекті розглянуто машину для укладання та пакування пачок з вафлями в гофрокартонні ящики продуктивністю 180 пач/хв.
Технологічна карта
Опис конструкції та принципу дії
Машина для укладання та пакування пачок з вафлями в гофрокартонні ящики складається з подаючого транспортера 1, приводних гребінчастих стулок, зіштовхувача 4, приймального стола 5, кантувача тари 8, підйомно-опускної платформи 10, на якій закріплені штирі 11, приймальний стіл для формування шару виробів 12, в якому виконані отвори для проходження штирів 11 (рис. 2).
Принцип дії машини
Вироби 3 подаються на приймальний стіл 12. Після набору шару стулки 2 виводяться з під формуючого штабелю. Після чого штирі 11 входять в отвори на столі 12 і піднімають формуємий штабель. Стулки 2 повертаються в початкове положення.
Над приймальним столом 5 встановлена верхня напрямна 6 і бокові напрямні 7 штабеля виробів, кантувач тари 8 приводиться в дію пневмоциліндром 9; між гребінчастими стулками 2 та площадкою 12 встановлені напрямні частини13. Кантувач 8, штирі 11, напрямні пластини 6 і 7 виконані регулюємими, штовхач 4 і підйомно-опускна платформа 10 з’єднані з напрямними 14 і 15, на яких встановлені регулюємі опори 16 і 17.
Машина працює таким чином. Заздалегідь, в залежності від кількості рядів виробів, що поступають на стіл для формування шару 12 і їх розмірів по ширині встановлюють бокові пластини 13 рухомі напрямні.
В залежності від висоти виробів виставляється площадка формування шару, приймальний стіл 5 і регулюється хід підйомно-опускної платформи 10 за допомогою рухомих упорів 16.
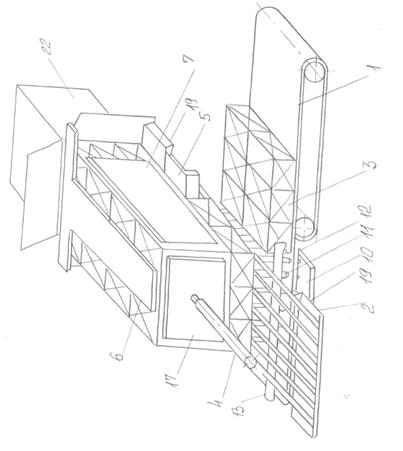
Рис. 2 - Механізм формування штабеля
Підйомно-опускна платформа 10 зі штирями 11 опускається і штабель лягає на стулки 2.
Сформований штабель переміщується штовхачем 4 на приймальний стіл 5.
На малюнку 1 та 2 зображений пристрій в процесі роботи; на рис. 3 – приймальний стіл, боків і напрямні пластини і підйомно-опускна платформа із встановленими на ній штирями; на рис. 4 – конструкція пластин, що регулюються і утворюють напрямний мундштук; на рис. 5 зображено кантувач тари; на рис. 6 – привідні гребінчасті стулки.
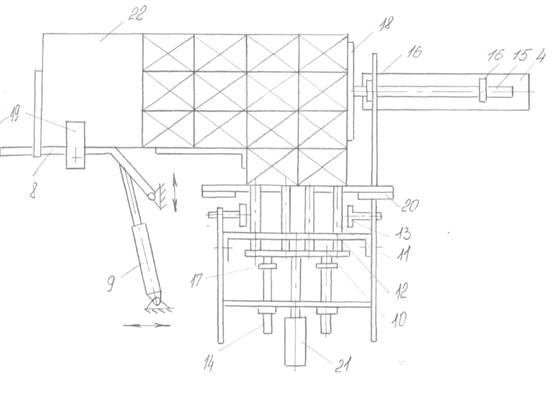
Рис. 3 - Загальний вигляд
В залежності від розмірів штабеля виробів, що формується, встановлюється пластина 18, яка відповідає розмірам задньої поверхні штабеля, встановлюється штовхач 4, бокова і верхня напрямні пластини, що регулюються, також встановлюється кантувач тари 8 з упорами 19 та приводом 9.
Штирі 11 на підйомно-опускній платформі 10 розміщуються тільки лише під формуючим штабелем виробів. При цьому, якщо штабель виробів складається з двох і більше рядів, то під кожним наступним рядом штирі встановлюється нижче попередніх для запобігання явища заклинювання при переміщенні штабеля виробів із штирів на приймальний стіл 5 (рис. 4, 5).
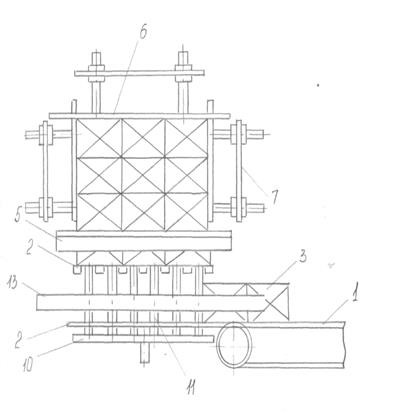
Рис. 4 - Конструкція пластин, що регулюється
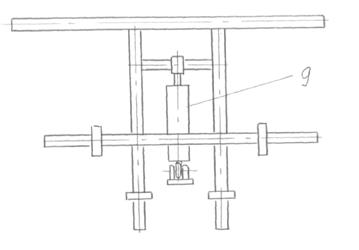
Рис. 5 - Кантувач тари
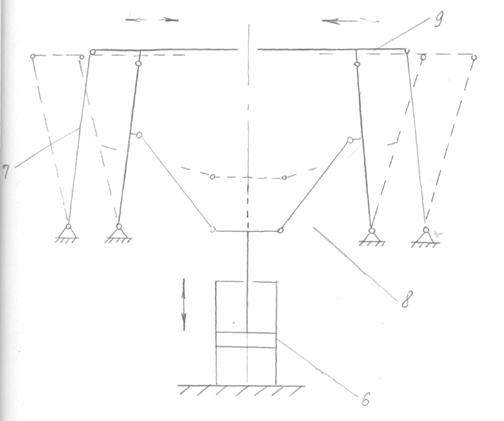
Рис. 6 - Гребінчасті стулки
В машині використовуються гребінчасті стулки (рис. 6), які мають паралелогрмний механізм 7, та горизонтальні ланки 9, які зв’язані з пневмоциліндром 6.
Якщо штабель виробів складається з одного ряду чи вироби мають незмінні геометричні форми, то переміщення штабелю на приймальний стіл можна виконувати з нижнього шару виробів.
Вироби 3 подаються транспортером 1 на площадку формування шару 12. Після набору шару виробів рамки 20 з набірними гребінчастими стулками 2 відводяться з-під формуючого шару виробів, який опускається на шар виробів, сформований на площадці 12. Після цього за допомогою привода 21 підйомно-опускна платформа 10 переміщується у верхнє положення. При цьому штирі 11 входять в отвори, виконані в площадці формування шару 12 і піднімають сформований штабель виробів. Після цього рамки 20 повертаються в початкове положення, а закріплені на них стулки 2 входять в зазори між штирями 11. Підйомно-опускна платформа 10 повертається в початкове положення, а штабель виробів лягає на гребінчасті стулки 2.
Після набору штабеля виробів він переміщується штовхачем 4 на приймальний стіл 5, а далі переміщується у попередньо встановлений у нактовачі гофрокартонний ящик 22.
В нашому випадку використовується гофрокартонний ящик №42 з розмірами:
довжина l=369 mm
ширина b=280 mm
висота h=222 mm.
Розрахункова частина
Охорона праці
Охорона праці являє собою систему законодавчих актів і відповідаючи їм соціально-економічних, технічних, гігієнічних і організаційних дприємств, які забезпечують безпеку, охорону здоров’я, працездатність людини в процесі роботи.
Санітарні умови
Санітарно-гігієнічне обслуговування охорони праці включає такі основні задачі: систематичний контроль умов праці і стану здоров’я працюючих, створення умов для його зберігання, попередження передчасного втомлення, підвищення опору організму людини дії шкідливих виробничих факторів, а також здійснення першої допомоги.
Для забезпечення здорових та безпечних умов праці, працездатності людини навколишнє середовище повинно відповідати встановленим санітарно-гігієнічним нормативам. Вимоги до метеорологічних умов регламентуються санітарними нормами. Показниками, які характеризують оптимальні та допустимі метеорологічні умови в зачинених виробничих приміщеннях є температура, відносна вологість, швидкість руху повітря, інтенсивність теплового випромінення, а також температура поверхонь, огороджуючих робочу зону.
Оптимальні величини температури (22-240С), відносної вологості (40-60%) та швидкості руху повітря <0,1 м/с.
Цех, в якому встановлена наша машина відносимо до першої групи, тобто виробничий процес проходить при нормальних метеорологічних умовах і при відсутності шкідливих газо- і тепловиділень.
Освітлення
Одним із важливих елементів умов праці є освітлення.
Організація раціонального природного освітлення на робочих місцях – одна з умов забезпечення нормальної діяльності людини. Недостатнє освітлення робочого місця може спричинити професійне захворювання або виробничий травматизм. За призначенням штучне освітлення поділяється на робоче, чергове, аварійне, евакуаційне, охоронне.
Для освітлення приміщення необхідно передусім використовувати газорозрядні лампи низького та високого тиску. Найбільш прийнятними з гігієнічної точки зору є люмінесцентні лампи.
Джерела штучного освітлення повинні обов’язково розташовуватися в освітлювальній арматурі. Освітлювачі забезпечують потрібний напрямок світлового потоку на робочі поверхні, захист очей від засліплюючої дії лампи, їх захист від забруднення, механічних ушкоджень.
В нашому випадку використовуємо комбіноване штучне освітлення. Місцеве освітлення дозволяє отримати концентруючи світловий потік безпосередньо на робочій поверхні. При цьому створюємо на ній освітлення освітлювачами загального освітлення повинна складати не менше 10% нормуємий для комбінованого освітлення.
Протипожежна безпека
Пожежна безпека обладнання обумовлюється в значній мірі характером технологічних процесів.
Технологічне обладнання при обґрунтованому виборі конструкції, матеріалу на його виготовлення і при нормальній експлуатації не повинно бути пожежо- і вибухонебезпечним.
Основними загальними мірами пожежної безпеки при експлуатації технологічного обладнання є:
- режим роботи обладнання повинен відповідати паспортним даним і технологічному регламенту;
- теплоізоляція нагрітих поверхонь;
- попередження накопичення зарядів статичної електрики;
- дотримання правил безпеки при зупинці обладнання на огляд та р емонт;
- систематичний контроль ступеня натягу приводних пасів з метою виключення їх пробуксовування;
- використання систем автоматизації, блокування, засобів контролю;
- своєчасне проведення оглядів, профілактичних випробовувань, виконання вимог професійного відбору персоналу, що обслуговує обладнання.
Електробезпека
Електричні установки являють собою велику потенційну небезпеку, в зв’язку з тим, що органи відчуття людини не відчувають на відстані електричну напругу. Тому при дії струму на людину його захисна реакція проявляється тільки після безпосереднього контакту з частинами обладнання, що знаходяться під напругою.
Електробезпека у виробничих умовах забезпечується відповідною конструкцією електроустановок, технічними засобами і мірами захисту, організаційними і технічними міроприємтсвами.
Забезпечення електробезпеки досягається наступним чином:
- встановлюються захисні оболонки, захисні огорожі (тимчасові чи стаціонарні);
- безпечне розташування частин обладнання, яке знаходиться під напругою;
- ізоляція робочого місця;
- захисне відключення чи блокування, захисне заземлення.
В нашому випадку виконано покриття струмопровідних частин і їх відділення від інших частин шаром діелектрика, виконано захисне заземлення, відкриті струмопровідні частини розташовані на недоступній для дотику висоті, закриті суцільною огорожею у вигляді кришок, кожухів, шкафів.
Технічна безпека
До роботи з машиною допускаються особи (оператори), які пройшли навчання для роботи на даній установці, вивчили технічну документацію і пройшли інструктаж по техніці безпеки. Все обладнання повинно бути заземленим з погодженням відомчих технічних умов і інструкцій. Не дозволяється під час роботи проводити наладку, змазку, чистку та ремонт.
Освітлення робочого місця повинно бути у відповідності з вимогами виробничої санітарії харчових виробництв.
Під час роботи забороняється дотикатися до рухомих частин робочих органів.
Всі ремонтні роботи та регулювання машини виконувати тільки в непрацюючому стані. Ремонт електрообладнання дозволяється виконувати тільки електромонтеру.
Категорично забороняється виймати блоки із робочої зони руками чи скребками під час роботи машини.
Живлення ланцюгів управління виконано пониженою напругою 36 В і всі струмоприймачі заземлено.
Наявність аварійних кнопок СТОП з грибовидним штовхачем дозволяє зупинити машину в зоні обслуговування з усіх сторін.
Розрахунок вентиляції
Задачею є розрахунок кратності повітрообміну у приміщенні, де заходиться наше обладнання, об’ємом V=5*103 м3, по надлишковим тепловиділенням. Площа тепловіддаючої поверхні F=3,24 м2; температура нагрітої поверхні tП=500С, норма допустимої температури в приміщенні tП1=240С, маса нагрітої продукції М=75 кг, питома теплоємність нагрітої маси См= 0,25 Вт*с/кг*град, температура маси по фактичному заміру tМ=1200С; коефіцієнт, що враховує нерівномірність остигання маси р=1,4. Загальна потужність встановлених електродвигунів Р=4,0 кВт, ККД електродвигунів h=0,75; температура повітря, яке поступає tПОВ=180С.
У виробничому приміщенні є три витоки тепловиділення:
1.тепловіддача поверхня;
2.нагріта маса;
3.тепло від двигунів.
Визначаємо кількість надлишкового тепла:
Q=F(tn-tн)*a
a - загальний коефіцієнт тепловіддачі.
a=(9.3+0.06tn)*1.16=(9.3+0.06*50)*1.16=14.268
Q1=3.24(50-24)*14.268=1202 Вт
Визначаємо кількість виділеного тепла від маси нагрітої продукції:

М-маса нагрітої продукції, кг;
См – питома теплоємність маси, Вт*с/кг*град;
tn – температура в приміщенні, 0С
tм – температура маси по фактичному заміру, 0С;
b - коефіцієнт нерівномірності застигання.
Визначаємо кількість видаляємого тепла від працюючих електродвигунів:
Q3=Pк*1000(1-h)
Рк – потужність електродвигунів, кВт.
Q3 = 4*1000)1-0,75)=1000 Вт.
Знаходимо загальну кількість вилучаємого надлишкового тепла:
Q = Q1+Q2+Q3
Q = 1202+1285.7+1000=3487.7 Bт
Визначаємо кількість нагрітого повітря, яке необхідно вилучити:

с = 1 кДж/кг*К – питома теплоємність повітря;
g = 1,2 кг/м3 – щільність повітря.
Визначаємо кратність повітрообміну:

Vn – об’єм приміщення, м3
N = 1743.85/5000=0.35
Висновок: для того щоб видалити розрахункову кількість нагрітого повітря 1743,85 м3/год достатньо проводити повітрообмін кратністю N=1. Це відповідає нормам охорони праці і забезпечує оптимальні умови праці, що сприяє підвищенню продуктивності і збереженню здоров’я людини.
Цивільна оборона
Порядок виконання досліду
Встановлюємо пачку з вафлями на стіл установки і накриваємо пластиною. За допомогою лінійки встановлюємо стрілку на нульову відмітку. Змінюючи навантаження на пачку знімаємо величину переміщення стрілки. Дослід припиняємо в момент розкривання обгортки. Виконуємо все це для 3-х положень пачки.
| Вантаж, кг | Тиск, Па | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 0,5 | 2112 | - | - | - | - | - | - | - | - | - | - |
| 1,0 | 4224 | - | - | 0,5 | - | - | - | 0,5 | - | - | 0,8 |
| 1,5 | 6336 | 1,0 | 1,1 | 1,5 | 1,1 | 0,8 | 0,8 | 1,0 | 1,5 | 1,1 | 1,9 |
| 2,0 | 8448 | 3,0 | 3,1 | 3,6 | 3,0 | 2,9 | 3,6 | 3,0 | 3,1 | 3,9 | 3,1 |
| 2,5 | 10560 | 4,0 | 4,2 | 4,5 | 4,1 | 3,7 | 4,0 | 4,7 | 4,0 | 4,1 | 4,8 |
| 3,0 | 12672 | повне розкриття | |||||||||
S1=40*58 мм
| Вантаж, кг | Тиск, Па | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1,0 | 2227 | - | - | - | - | - | - | - | - | - | - |
| 2,0 | 4455 | - | - | - | - | - | - | - | - | - | - |
| 3,0 | 6682 | - | 0,6 | - | - | - | 0,7 | - | - | - | - |
| 4,0 | 8909 | 1,5 | 1,3 | 1,1 | 1,0 | 0,9 | 1,0 | 1,2 | 1,5 | 1,5 | 1,1 |
| 5,0 | 11161 | 3,1 | 3,0 | 3,4 | 3,1 | 3,2 | 3,0 | 3,5 | 3,1 | 3,5 | 3,3 |
| 6,0 | 13364 | 4,2 | 4,0 | 4,5 | 4,1 | 4,2 | 3,9 | 4,0 | 4,3 | 4,0 | 3,8 |
| 7,0 | 15591 | повне розкриття | |||||||||
S1=110*40 мм
| Вантаж, кг | Тиск, Па | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 6 | 9216 | - | - | - | - | - | - | - | - | - | - |
| 7 | 10752 | - | - | - | - | - | - | - | - | - | - |
| 8 | 12298 | - | 0,6 | - | - | 0,8 | - | - | 0,75 | - | - |
| 9 | 13824 | 1,5 | 1,0 | 1,0 | 1,0 | 0,9 | 1,3 | 1,3 | 1,2 | 1,0 | 1,5 |
| 10 | 15360 | 3,3 | 3,2 | 3,2 | 3,5 | 3,2 | 3,3 | 3,6 | 3,4 | 3,5 | 3,3 |
| 11 | 15689 | 3,9 | 4,0 | 4,0 | 4,5 | 4,3 | 4,1 | 4,2 | 4,0 | 4,2 | 4,0 |
| 12 | 18433 | повне розкриття | |||||||||
S1=110*58 мм
Обробка результатів експерименту
Визначаємо абсолютну похибку, відносну похибку та середньоарифметичні значення виміряних аеличин. На основі середньоарифметичних значень будуємо графік залежності відносного зменшення розміру пачки від тиску. За розрахунковими даними складаємо наступні таблиці:
| Тиск, Па | Ас, мм | D, % |
| 4224 | 0,6833 | 1,18 |
| 6336 | 1,18 | 20,3 |
| 8448 | 3,23 | 5,57 |
| 10560 | 4,21 | 7,23 |
| Тиск, Па | Ас, мм | D, % |
| 6682 | 0,65 | 0,59 |
| 8909 | 1,21 | 1,1 |
| 11136 | 3,22 | 2,9 |
| 13364 | 4,2 | 3,8 |
| Тиск, Па | Ас, мм | D, % |
| 12288 | 0,7833 | 0,71 |
| 13824 | 1,18 | 1,07 |
| 15360 | 3,38 | 3,07 |
| 16687 | 4,12 | 3,75 |
Графіки залежності відносного значення розміру пачки від тиску.
Висновки
В дипломному проекті розглянуто машину для укладання та пакування пачок з вафлями в гофрокартонні ящики продуктивністю 180 пач/хв.
Виконано розрахунки основних механізмів, розроблені пневматична та електрична схеми керування машиною, розраховане суміщення робочих органів. Це привело до зменшення кінематичного циклу, що в свою чергу дає змогу підвищити продуктивність обладнання. Проведено розрахунок економічної ефективності від впровадження нового обладнання. Виконано науково-дослідну роботу, в якій було досліджено операції переміщення пачок з вафлями в гофрокартонні ящики і визначено допустимий тиск на пачки.
Всі ці дії було проведено з метою розширення технологічних можливостей підприємства, відміну ручної праці на підприємстві і зменшення собівартості продукції.
Анотація
Матеріали дипломного проекту направлені на рішення проблем, які пов’язані з кінцевими операціями пакування готової продукції в транспортну тару (в даному випадку пакування пачок з вафлями в гофрокартонні ящики).
Виконано розрахунки основних механізмів, розроблені пневматична та електрична схеми керування машиною, розроблені заходи щодо забезпечення безпечної роботи працівників, міроприємства по технічному огляду та ремонту обладнання. Розглянуті питання, що стосуються охорони праці, охорони навколишнього середовища та цивільної оборони. Виконано науково-дослідну роботу, в якій визначено допустимий тиск на пачки з вафлями при переміщенні їх штовхачем в гофрокартонні ящики.
Вступ
Вивчивши потреби населення в упакованій і розфасованій в споживчу тару продукції я прийшов до висновку, що попит на ці товари значно перевищує пропозицію. Основна причина цього полягає в великій трудоємкості процесу упаковки. Наприклад, трудоємкість вкладання кондитерських виробів в коробки, а далі в гофрокартонні ящики в 1,5-2 рази перевищує трудоємкість всього процесу виготовлення цих виробів. В зв’язку з цим збільшення випуску упакованої продукції можливе лише за рахунок впровадження високопродуктивного пакувального обладнання. Саме на це направлені матеріали дипломного проекту.
В дипломному проекті розглянуто машину для укладання та пакування пачок з вафлями в гофрокартонні ящики продуктивністю 180 пач/хв.
Технологічна схема і опис автомата М6-АУБ для групової упаковки
Пачки 6 (поз. 1) від фасувально-пакувального автомату АРМ поступають по пластині 7 на верхню площину нижнього штовхача 2. Коли на цій площині набереться ряд із шести пачок, перша пачка попадає на перемикач, що управляє клапаном подачі повітря в циліндр верхнього штовхача 5. Штовхач 5 переміщує ряд з шести пачок на стіл 1. При перештовхуванні ряду на стіл 1 верхній штовхач натискає на мікроперемикач 4, який приводить електропневматичний клапан циліндра верхнього штовхача в інше положення і поршень під дією повітря повертається в початкове положення.
Технологічна схема напівавтомата М6-АУБ
Після того як пачки переходять на стіл 1 включається мікроперемикач електропневматичного клапана, що управляє подачею повітря в циліндр стола. Стіл опускається на один крок, що дорівнює висоті пачки. Процес повторюється до тих пір, доки на столі не набереться штабель потрібної висоти. при цьому стіл натискає на перемикач, який управляє пневмосистемою переміщення нижнього 2 і верхнього 5 штовхачів, що перештовхують однорядний штабель на стіл 8 касети (поз. 2). Попередньо на касету вручну надівається ящик 9.
При перештовхуванні однорядного штабеля на ширину пачки штовхач 2 натискає на кінцевий вимикач 3 (поз. 1). При цьому включається пневмосистема зворотного ходу штовхачів 2 і 5.
Після перештовхування однорядного штабеля в ящик стіл 1 піднімається вгору до вихідного рівня. Потім набирається наступний штабель, який також перештовхується в ящик. Після заповнення ящика подається сигнал на перекидання платформи 10 (поз. 3) з встановленим на ній ящиком. Після чого натискується кнопка пуску механізму повороту платформи в початкове положення.
Технічна характеристика напівавтомата М6-АУБ.
| Продуктивність | 110 пач/хв |
| Маса пачки | 200 г |
| Використовувана потужність | 0,2 кВт |
| Вихід стисненого повітря | 0,4 м3/год |
| Габарити | 1557*780*880 |
| Кількість пачок в ящику | 80 шт |
| Тиск повітря в пневмосистемі | 0,4 *105 Па |
| Маса | 223 кг |
Технологічна схема і опис автомата А1-МЛМ-12/200 для групової упаковки.
Від фасувального автомата пачки безперервним потоком поступають в укладчик (поз. 3). П’ять пачок заходять на прийомну площадку і перша пачка натискає на щиток кінцевих вимикачів. Включається електроклапан, що відкриває доступ повітря із ресивера в циліндр верхнього штовхача. Останній переміщується вперед і зіштовхує п’ять пачок настіл (поз. 1). В крайньому передньому положенні верхній штовхач натискає на кінцевий вимикач (рис. 1).
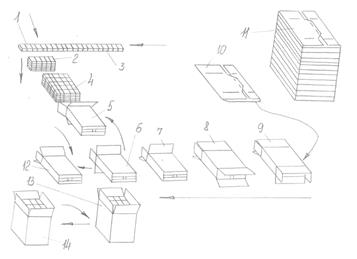
Рис. 1 - Технологічна схема автомата А1-МЛМ-12/200
Від цього сигналу подається повітря в циліндр затискання стола. Стіл звільнюється і опускається на один крок рівний висоті пачки. Одночасно верхній штовхач повертається в початкове положення. Пачки знову заходять на площадку і процес повторюється (поз. 2). Після набору штабеля з чотирьох рядів пачок стіл в нижньому положенні натискає на на два кінцевих вимикача. Повітря подається в нижній циліндр. Нижній штовхач приходить в рух і переміщує штабель з чотирьох рядів пачок (по висоті) зі столу в касету, на яку попередньо надітий ящик. Одночасно з рухом нижнього штовхача рухається верхній штовхач, жорстко закріплений на напрямній штанзі нижнього штовхача і переміщує п’ятий ряд (по висоті) штабеля в касету (поз. 4 і 5).
Нижній і верхній штовхачі в крайньому передньому положенні натискають на кінцеві вимикачі. Повітря подається в праву порожнину циліндрів. Обидва штовхача повертаються в початкове положення, при цьому нижній штовхач натискає на кінцевий вимикач, після чого повітря подається в нижню порожнину циліндра столу. Стіл піднімається вгору і натискає на кінцевий вимикач. Приходить в рух механізм затискачів і стіл утримується в верхньому положенні. На цьому закінчується цикл роботи укладчика.
Заготовки ящика у вигляді штабеля закладаються в магазин (поз. 11). При кожному робочому циклі автомата нижня заготовка відділяється від штабеля і подається з магазину на днище транспортера, а з допомогою його першого штовхача переміщується в секцію формування ящиків (поз. 10).
На шляху переміщення заготовки два нижніх прижима заходять з двох сторін між двома верхніми клапанами заготовки і відгинають нижній клапан, в результаті чого утворюється широка щілина куди вводиться штир. При повороті штиря заготовка розкривається і формується корпус ящика (поз. 9). Спочатку піднімається верхній клапан дна ящика, потім нижні прижими повертаються вгору і звільняють нижні клапани заготовки. Після цього проходить закриття клапанів днища ящика (поз. 7). Одночасно з цим піднімається верхній клапан відкритої сторони ящика, після чого готовий ящик переміщується другим штовхачем транспортера в секцію завантаження (поз. 6).
Коробкоутримувач з пустим коробом повертається вгору до магазину укладочної частини автомата так, щоб клапани ящика знаходились з зовнішньої сторони магазину. Після заповнення ящика утримувач спускає ящик (перевертається вниз), а третій штовхач транспортера зіштовхує його в секцію вивантаження на розвантажуючий стіл (поз. 12).
До цього моменту транспортер крайнього положення. Головний вал, по якому переміщується транспортер, повертається і звільнює штовхачі транспортера від ящика, після чого транспортер повертається в початкове положення. Одночасно з валом, розвантажувальний стіл, повертаючись, встановлює ящик в вертикальне положення (поз. 13). Під вагою клапани дня ящика щільно закриваються і ящик вільно ковзає по нахиленій площині на транспортер обандеролювальної машини (поз. 14).
Технічна характеристика автомата А1-МЛМ-12/200
| Продуктивність | 70…110 пач/хв |
| Витрати повітря | м3/год |
| Габарити | 1870*2040*1195 |
| Маса | 840 кг |
Техніко-економічне обґрунтування.
В даному дипломному проекті розглядається пристрій для групування та укладання штучних виробів (в даному випадку пачки з вафлями вагою 100 гр) прямокутної форми в гофрокартонні ящики.
Метою розробки є розширення технологічних можливостей підприємства, зменшення собівартості продукції, відміна ручної праці.
При виконанні цієї роботи були використані результати по даній тематиці досвід механізації і автоматизації процесів переміщення і укладки в тару готової продукції.
Пристрій призначений для виконання наступних операцій:
1.Групування шару з пачок з вафлями.
2.Відсікання шару від загального потоку і подача його на приймальний стіл.
3.Формування пакету.
4.Укладання пакету виробів в гофрокартонні ящики.
5.Відведення завантажених ящиків.
Пристрій входить як елемент в комплекс нестандартизованого обладнання, яке дозволяє ліквідувати важку некваліфіковану працю при виконанні операцій укладання пачок з вафлями.
На сьогодні створено багато вітчизняних і зарубіжних зразків пакетоформуючих машин, які характеризуються різноманітністю технологій, кінематичних схем і конструктивних рішень.
При достатньо глибокому рішенні і аналізу різних конструкцій пакетоформуючих машин серед них можна знайти багато спільного, що дозволяє їх класифікувати.
За видом робочих органів можна виділити пакето-формуючі машини із зіштовхуючими робочими органами; робочими органами типу захват; з рухомими стулками. Але в основному використовують конструкції з комбінованими робочими органами.
На основі проведеного аналізу існуючих конструкцій пакето-формуючих машин, які застосовуються в харчовій промисловості, можна зробити висновки:
1.90% цих машин – це машини автомати;
2.Більше 70% всіх машин - машини з горизонтальним способом завантаження пакету, причому 60% з яких формують пакет на рухомому піддоні;
3.Більшість – 60% машин є спеціальними;
4.Більше 70% мають один транспортерний потік вантажу;
5.до 80% застосовують механізм зіштовхування;
6.55% машин мають комбіновану систему привода.
Існування підприємств в сучасних умовах ринкової економіки визначає досить зважених кроків щодо нормальної роботи підприємства, тому що коштів з підприємства недостатньо і будь-який прорахунок призведе до неприємних наслідків, а можливо і до банкрутства підприємства.
З цього боку заходи з впровадження виглядають привабливими через те, що при невеликих нових капітальних витратах можна добитися поліпшення основних техніко-економічних показників устаткування:
- технічна продуктивність;
- енергетичні витрати;
- витрати матеріалів;
- зменшення часу на виконання ремонтних робіт та технічне обслуговування.
Прийняття будь-якого рішення щодо витрат коштів має бути помірковане, тому при розрахунку показників економічної ефективності треба покладатися на законодавчі акти, які прийняті в Україні на даний час, а також використовувати сучасні методики.
Пристрій для вкладання пачок з вафлями в гофрокартонні ящики фізично зношений на 80%, тому його все одно потрібно замінювати. Аналогічний пристрій коштує приблизно 5000 у. о. (Виставка ПАК Україна 2000). Заходи запропоновані в даній роботі дозволяють уникнути закупки нового обладнання, шляхом заміни елементів пристрою на такі, що можуть бути виготовлені на підприємстві.
Новий розробляємий пристрій має такі переваги перед своїм аналогом (за аналог вибрано пристрій РЕР лінії “Джонсон”).
1. Новий пристрій на відміну від аналога простіший в управлінні та за конструкцією, що не вимагає високої кваліфікації обслуговуючого персоналу, а також зменшує час на ремонт та технічне обслуговування;
2. Продуктивність нового пристрою 180 пач/хв, аналога 150 пач/хв – це дає змогу підвищити продуктивність пакувальної лінії і збільшити обсяг випускаємої продукції;
3. Зменшуються втрати електроенергії у зв’язку з меншою потужністю електродвигуна пристрою порівняно з аналогом4
4. При впровадженні заходів немає необхідності у демонтажі пристрою з фундаменту.
Крім того в конструкції нового пристрою застосовуються стандартні вироби і уніфіковані складальні одиниці на деталі за ДСТУ. Покупні вироби, що застосовуються при виготовленні даного пристрою виробляються машинобудівними заводами України – це приводить до здешевлення вартості пристрою. Приводні елементи виготовлені на базі пневмоциліндрів австрійської фірми FESTO. Представник цієї фірми знаходиться в Києві.
Таким чином економічна доцільність і технічна можливість впровадження нового пристрою очевидна.
Економічна ефективність цієї розробки підтверджується подальшими розрахунками.
Опис технологічного процесу.
Пачки з вафлями 1 подаються транспортером 2 на площадку формування шару. Після того як набрався шар виробів розкриваються гребінчасті стулки 3, що знаходяться над цим шаром. Шар виробів на спеціальних штирях 4, які проходять в отвори на площадці піднімається над стулками, після чого стулки закриваються. Завдяки тому, що стулки гребінчасті, штирі вільно опускаються вниз, а шар виробів залишається на стулках. Після цього за допомогою транспортера знову набирається шар виробів, після його набору знову розкриваються стулки, шар виробів, який знаходився на них опускається на вироби, як і знаходяться на площадці формування, після чого вони вже два шари з вафлями на штирях піднімаються над стулками. Стулки закриваються, штирі опускаються і так все повторюється до того часу, коли набереться штабель потрібної висоти. Після його набору включається механізм його зштовхування, і за допомогою штовхача 5 штабель зіштовхується на столик. На столику він знаходиться до того часу, доки його інший штабель не зіштовхне в транспортну тару. Для полегшення попадання штабеля в транспортну тару (гофрокартонні ящики) в машині передбачено верхня і бокові напрямні.
Технологічна схема процесу
| Номер позиції | I | II | III |
| Номер робочого органу | 1 6 | 5 4 | 2 3 |
| Робочий орган, що виконує операцію | Штовхач Конвєєр | Конвєєр Платформа зі штирями стулки | Штовхач Кантувач |
| Первинна технологічна і допоміжна операція | Формування ряду Формування шару | Переміщення шару на приймальний стіл Формування штабелю | Заповнення ящика Відведення ящика |
| Основна технологічна операція | Формування шару виробів | Формування штабелю виробів | Відведення ящика |
Технологічна карта
Дата: 2019-05-29, просмотров: 426.