|
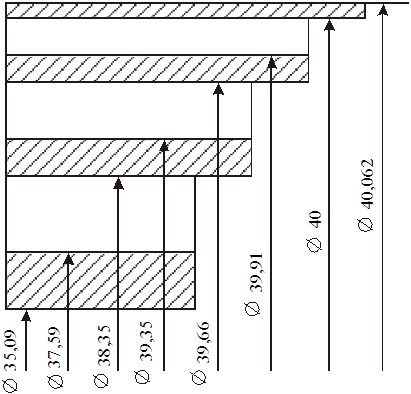
Рис. 6 Схема припусков для поверхности 9
Исходя из расчетов и приведенной схемы припусков, можно составить план обработки для данной поверхности:
1. Черновое точение: растачивать в размер 38,35+1
2. Получистовое точение: растачивать в размер 39,66+0,25
3. Чистовое точение: растачивать в размер 40+0,062
Расчет припусков для поверхности 5.
Поверхность 5: отверстие Æ 32 Н9 (32 +0,062)
Минимальный припуск определяется по формуле (1).
Результаты расчетов заносятся в карту расчета припусков на обработку (таблица 12).
Таблица 12
Карта расчета припусков
Маршрут
Элементы припуска
Расчетный припуск
Мин. Размер
Допуск на изготовление
Размеры по переходам
Полученные предельные припуски
Проверка расчета осуществляется по формуле (2).
Проверка расчета:
2500-62=4910-2472=2438 мкм.
Схема припусков изображена на рисунке 7.
Исходя из расчетов и приведенной схемы припусков, можно составить план обработки для данной поверхности:
1. Черновое точение: растачивать в размер 30,35+1
2. Получистовое точение: растачивать в размер 31,66+0,25
3. Чистовое точение: растачивать в размер 32+0,062
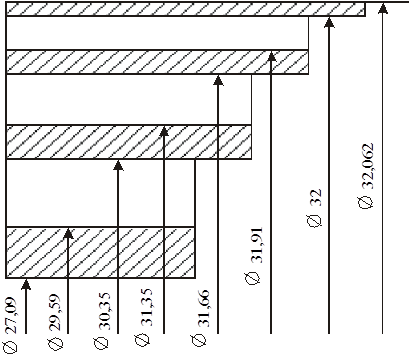
Рис. 7 Схема припусков для поверхности 5
Расчет припусков для поверхности 12.
Поверхность 12: отверстие Æ 25 Н9 (25 +0,052)
Минимальный припуск определяется по формуле (1).
Результаты расчетов заносятся в карту расчета припусков на обработку (таблица 13).
Таблица 13
Карта расчета припусков
Маршрут
Элементы припуска
Расчетный припуск
Мин. Размер
Допуск на изготовление
Размеры по переходам
Полученные предельные припуски
Проверка расчета осуществляется по формуле (2).
Проверка расчета:
2100-52=4200-2152=2048 мкм.
Схема припусков изображена на рисунке 8
Рис. 8 Схема припусков для поверхности 12
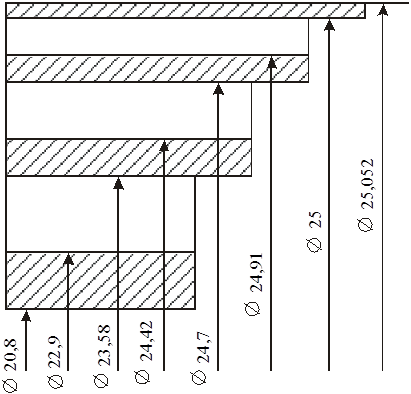
Исходя из расчетов и приведенной схемы припусков, можно составить план обработки для данной поверхности:
1. Черновое точение: растачивать в размер 23,58+0,81
2. Получистовое точение: растачивать в размер 24,7+0,21
3. Чистовое точение: растачивать в размер 25+0,052
Параметры шероховатости и формы поверхностей определяются режимами резания.
Проектирование последовательности обработки и операций
Для каждой СТОК-группы необходимо определить требуемую ориентацию при установке на станок.
Ниже в табличном виде будет представлено количество лишаемых степеней свободы для каждой СТОК-группы.
Для первой СТОК-группы:
В этой группе обрабатывается плоскость 2, которая требует лишения трех степеней свободы. В таблице 14 указано, каких степеней свободы нужно лишить заготовку при обработке первой СТОК-группы.
Таблица 14
Дата: 2019-05-29, просмотров: 441.