ПРОЕКТИРОВАНИЕ СИСТЕМ ОЧИСТКИ ВОЗДУХА
В ЦЕХЕ ЛИТЬЯ ПЛАСТМАСС
Расчетно-пояснительная записка по дипломному проекту
Проект выполнил:
Руководитель проекта
Консультант по разработке
экологических нормативов
Сборочное производство
Выполняет работы по монтажу, сборке, регулировке и испытанию изделий, заливке, пропитки, лакировки. При работе используют припой ПОС-61 и материалы: - лаки, клеи, эмали, растворители, грунтовки.
В результате работы цеха образуются незначительное количество отходов:
Обтирочного материала (бязь, батист, марля) загрязненного лаками, клеями, смолами. Отходы собираются в урны и удаляются совместно с мусором.
Механическое производство
Оборудованием являются различные заточные, сверлильные, токарные, фрезерные, шлифовальные и полировальные станки.
При работе оборудования образуются отходы:
Стружка черных и цветных металлов – образуется при механической обработке металлов. Местом временного накопления являются металлические ящики в цехе, по мере накопления стружка сдается в административно-хозяйственный отдел имеющий площадку в складской зоне для накопления металлолома. На площадке установлены металлические контейнеры для накопления лома и стружки, отдельно для черных и цветных металлов. Лом по мере накопления сдается в ОАО «Улан-Удэнский Вторцветмет».
Отходы СОЖ образуются в результате технического обслуживания смазочно-охлаждающих систем станков. СОЖ сдается в АХО, имеющий место организованного складирования – емкости, в складской зоне на территории.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом оборудовании станков. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В данный момент отработанные ГСМ накапливаются из-за отсутствия места приема.
Промасленная ветошь, образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, в настоящее время заключен договор с котельной в пос. Заречный на сжигание по мере накопления ветоши.
Загрязненный бензин-растворитель (нефрас) образуется при промывке деталей после механической обработки. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Лом абразивных изделий и изношенные абразивные круги, образуется при работе заточных шлифовальных станков, собирается в переносной ящик, отход вывозится на свалку или используется работниками предприятия.
Производственный мусор, образуется в результате производственной деятельности цеха представляет собой смесь различных материалов в виде опилок, стружки, сметов с полов и т.п., собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Опилки промасленные образуются при зачистке пола от утечек масла возле станков. Собираются в ящик и по мере накопления вывозятся на сжигание в котельную.
Подготовительное производство
Включает в себя механозаготовительное и заготовительно-литейное производства, инструментальный и штамповочный цех.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом обслуживании станков. Отход собирается в металлическую емкости и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В настоящее время накапливаются на территории свалки предприятия из-за отсутствия места приема отработанных нефтепродуктов.
Промасленная ветошь, образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, после сжигается в котельной.
Лом абразивных изделий и изношенные абразивные круги, образуется при работе шлифовальных и заточных станков, собирается в переносный ящик, отход вывозится на свалку или используется работниками предприятия.
Производственный мусор, образуется в результате производственной деятельности цеха. Представляет собой смесь различных материалов в виде опилок, стружки, сметов с полов и т.п., собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом обслуживании станков и от закалочной ванны на термическом участке. Отход собирается в металлическую емкости и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В настоящее время накапливаются на территории свалки предприятия из-за отсутствия места приема отработанных нефтепродуктов.
Промасленная ветошь, образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, после сжигается в котельной.
Лом абразивных изделий и изношенные абразивные круги, образуется при работе шлифовальных и заточных станков, собирается в переносный ящик, отход вывозится на свалку или используется работниками предприятия.
Алмазные круги и оправки полностью отработавшие и изношенные круги и оправки вручную удаляются из цеха на площадку складирования в складской зоне, далее отход, имеющий металлические основы, сдается в «Втормет», остальной совместно с мусором вывозится на свалку.
Производственный мусор, образуется в результате производственной деятельности цеха представляет собой смесь различных материалов в виде опилок, стружки сметов с полов и т.п., собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Опилки промасленные, образуются при зачистке пола от утечек масла возле станков, собираются в металлический ящик в цехе, по мере накопления сдаются на площадку АХО, откуда вывозятся на сжигание в котельную.
Отходы закалочных ванн – шлаки, карбюризатор и др. образуются при ежегодной очистке закалочных ванн на термическом участке, вручную удаляются из цеха на площадку складирования в зоне, далее совместно с мусором вывозятся на свалку.
Шламы и отработанные растворы гальваники образуются при работе гальванического участка, поступают на очистные сооружения стоков гальваники.
Отходы клея эпоксидного – затвердевшие остатки клея в настоящее время совместно с ветошью, опилками и бумагой, вывозится на сжигание в котельной.
Отходы асбеста – асбест шнуровой и асбокартон образуется в виде негодных кусков и обрезков асбеста при защите поверхностей изделий и оснастки перед термообработкой, собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Заготовительно-литейное производство.
Составлено из цеха печатной продукции, цеха литья металлов и цеха литья из пластмасс.
Цех печатной продукции:
– изготавливает печатные платы, которые изготавливаются на листовом фольгированном стекловолокне методом фотохимпечати. Происходят процессы раздубливания в растворе хромового ангидрида, декапирования в смеси соляной и серной кислоты, травление в растворе аммиака.
Образующиеся отработанные растворы в процессе работы только нормализуются, замена производится 1 раз в год и реже, растворы сливаются из ванн в стеклянные бутыли емкостью 20 литров, вывозятся из цеха и сливаются в смесительный резервуар очистных сооружений стоков гальваники.
- участок порошковой металлургии – производится изготовление медных коллекторов методом прессования из медного порошка. Образующееся незначительное количество отхода медного порошка хранится на участке.
Здесь же установлено оборудование собственного множительного производства: светокопировальная машина и РЭМ-600. Образующиеся отходы – обрезки бумаги удаляются совместно с бытовым мусором.
Цех литья металлов.
Литейное и термическое производство, размещен в отдельно стоящем корпусе. Установлено оборудование для плавки алюминиевых сплавов, машины для литья под давлением, для дробеструйной обработки деталей; в цехе имеется малярное отделение для нанесения лакокрасочных покрытий, гальваническое и термическое отделение.
На участке гальваники производятся различные электрохимические процессы – анодирование, оксидирование черных и цветных металлов, никелирование, хромирование, кадмирование, пассивирование медных сплавов и сталей, травление алюминия, медных сплавов, сталей и различных по своему химическому, фазовому и дисперсному составу.
В малярном отделении установлена распылительная камера и сушильный шкаф для нанесения лакокрасочных покрытий и сушки изделий, оборудованные местными отсосами и фильтром в распылительной камере.
В процессе работы цеха образуются следующие виды отходов:
Шлаки цветного литья – при работе литейных машин на литейном участке, удаляется в металлические лотки, после остывания в виде спекшихся брусков вывозятся вручную на площадку складирования в складской зоне, далее совместно с мусором на свалку.
Отходы закалочных ванн образуются при ежегодной очистке закалочных ванн на термическом участке, закалочный состав в расплавленном виде сливается в металлические лотки, застывает и вручную удаляется из цеха на площадку складирования в складской зоне, далее совместно с мусором вывозится на свалку.
Отходы лакокрасочных материалов образуются после промывки краскораспылителей и посуды в малярном участке, отход в виде раствора собирается в пятилитровый бидон, и далее сливается и хранится в бочке установленной в складской зоне на территории предприятия.
Шламы и отработанные растворы гальваники образуются при работе гальванического участка, поступают на очистные сооружения стоков гальваники.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом обслуживании литейных машин и станков. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В настоящее время накапливаются на территории свалки предприятия из-за отсутствия места приема отработанных нефтепродуктов.
Промасленная ветошь, образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, после сжигается в котельной.
Цех литья из пластмасс
Производит переработку термопластичных материалов: полиэтилен, полипропилен, полистирол, полиамиды, пластик АБС, а также механическую обработку и обслуживание пластмассовых изделий. Для литья, формования пластмасс установлены термопластавтоматы, гидравлические прессы: для механической обработки токарные и сверлильные станки. В процессе работы цеха образуются следующие виды отходов:
Отходы пластмасс – образуются при литье, прессовании и механической обработке деталей из пластмассового сырья в виде облоя литника, стружки и опилок. Отходы собираются в деревянные ящики, установленные возле каждого термопластавтомата, затем вручную выносятся на улицу в металлические контейнеры из которых по мере накопления вывозятся в накопительные бункера площадки В.
Отработанное масло индустриальное образуются при ремонте термопластавтоматов. Отход собирается в металлическую емкость, отстаивается и снова заливается в гидравлические системы оборудования, отстой сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Промасленная ветошь – образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления. В настоящее время заключен договор с котельной в пос. Заречный на сжигание.
Опилки промасленные – образуются при зачистке пола от проливов масла возле оборудования, имеющего гидравлические системы. Собираются в металлический ящик, накапливаются на улице в металлическом контейнере. Вывозятся совместно с промасленной ветошью в котельную.
Вспомогательное производство
Состоит из энерго-механического и транспортного цеха.
Энерго-механический цех
Занимается ремонтом, обслуживанием и эксплуатацией энергетического хозяйства, сантехнических и вентиляционных систем, текущим ремонтом зданий, сооружений и помещений предприятия. Образующиеся отходы:
Лом черных и цветных металлов – образуется при ремонтных работах, замене агрегатов, запорной арматуры, трубопроводов. Местом временного накопления являются контейнер и площадки на территории предприятия, лом черных металлов частично используется на предприятии для ремонтных нужд. Негодный лом по мере накопления сдается службой АХО в «Втормет».
Огарки сварочных электродов, образуются при проведении сварочных работ во время ремонта оборудования, агрегатов, трубопроводов. В настоящее время не собираются.
Древесные отходы кусковые и опилко-стружечные, отходы накапливаются в деревянных ящиках возле станков, затем выносятся на улицу в металлические контейнеры установленные возле столярного участка. Отходы полностью используются на предприятия: кусковые для изготовления мелких деревянных изделий, опилко-стружечные – в цехах с механическим оборудованием для зачистки пола от утечек масла.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом обслуживании станков в столярном цехе, имеющим систему смазки. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Промасленная ветошь образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления. В настоящее время заключен договор с котельной в пос. Заречный на сжигание.
Тара из-под лакокрасочных материалов – жестяные банки образуются при ремонтных работах, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Вода, используемая для технологических нужд, берется из водооборотной сети предприятия, поэтому сбросов технологической сточной воды не происходит. Вода из общей городского водопровода забирается только для хозяйственно-бытовых нужд и сбрасывается в общую систему канализации предприятия.
Таблица
Пылеуловительная камера
Представляет собой пустотелый или с горизонтальными полками во внутренней полости прямоугольный короб, в нижней части которого имеется отверстие или бункер для сбора пыли (рисунок 6.1).
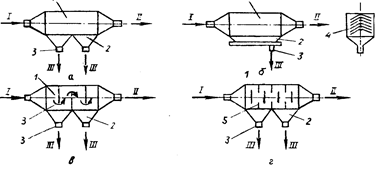
а – полая камера; б - с горизонтальными полками; в, г - с вертикальными перегородками: I - запыленный газ; II - очищенный газ; III - пыль; 1 - корпус; 2 - бункер; 3 - штуцер для удаления; 4 - полки; 5 – перегородки
Рисунок 6.1 - Пылеосадительные камеры
Скорость газа в камерах составляет 0,2-1,5 м/с, гидравлическое сопротивление 50-150 Па. Пылеосадительные камеры пригодны для улавливания крупных частиц размером не менее 50 мкм. Степень очистки газа в камерах не превышает 40-50%. Продолжительность прохождения т(с) газами осадительной камеры при равномерном распределении газового потока по ее сечению составляет:
|
где Vk, - объем камеры, м3; Vг- объемный расход газов, м3/с; L - длина камеры, м; В- ширина камеры, м; Н- высота камеры, м.
Инерционные пылеуловители
В инерционных пылеуловителях для изменения направления движения газов устанавливают перегородки (рисунок 6.2). При этом наряду с силой тяжести действуют и силы инерции. Пылевые частицы, стремясь сохранить направление движения после изменения направления движения потока газов, осаждаются в бункере. Газ в инерционном аппарате поступает со скоростью 5-15 м/с. Эти аппараты отличаются от обычных пылеосадительных камер большим сопротивлением и высокой степенью очистки газа [ ].
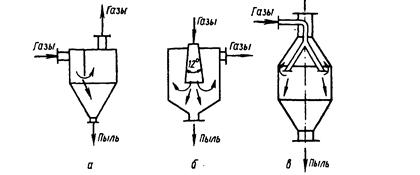
а - камера с перегородкой; б - камера с расширяющимся конусом; в - камера с заглубленным бункером.
Рисунок 6.2 - Инерционные пылеуловители с различными способами подачи и распределения газового потока
Большое внимание при проектировании пневмотранспортных и других устройств пылеочистки необходимо уделять узлам отделения материала от транспортирующего воздуха - разгрузочным и пылеулавливающим устройствам (циклонам, фильтрам и т.п.). В зависимости от способа отделения материала в системах пневмотранспорта используют объемные разгрузочные устройства и центробежные циклоны. Выбор того или иного типа устройства зависит от конкретных условий работы установок и требований, предъявляемых к его работе: наибольшее значение коэффициента осаждения материала, минимальное сопротивление разгрузочного устройства, надежность в эксплуатации.
Центробежные циклоны
Предпочтение отдается центробежным циклонам, выполняющим одновременно и роль пылеулавливающего аппарата. Эффективность улавливания пыли в циклонах повышается с уменьшением диаметра корпуса, но при этом снижается их пропускная способность. Для обеспечения соответствующей производительности пневмотранспортной установки небольшие циклоны группируют в батарею. Коэффициент пылеулавливания батареи циклонов составляет 0,76-0,85 и несколько повышается с увеличением входной скорости (с 11 до 23 м/с). Использование вместо циклонов вихревых пылеуловителей обеспечивает улавливание частиц пыли размером 5-7 мкм.
Воздух после разгрузочных устройств или циклонов, насыщенный субмикронными частицами, должен направляться на доочистку в пылеуловители. При выборе типа пылеуловителя в условиях работы таких установок учитывают следующие показатели:
- степень пылеулавливания, равную отношению количества пыли, задержанной пылеуловителем, к количеству пыли, содержащейся в воздухе при его поступлении в пылеуловитель;
- сопротивление пылеуловителя, от которого зависит экономичность процесса пылеулавливания;
- габаритные размеры и масса пылеуловителя, надежность и простота его обслуживания.
Циклоны рекомендуется использовать для предварительной очистки газов и устанавливать перед высокоэффективными аппаратами (например, фильтрами или электрофильтрами) очистки.
Основными элементами циклонов являются корпус, выхлопная труба и бункер. Газ поступает в верхнюю часть корпуса через входной патрубок, приваренный к корпусу тангенциально. Улавливание пыли происходит под действием центробежной силы, возникающей при движении газа между корпусом и выхлопной трубой. Уловленная пыль ссыпается в бункер, а очищенный газ выбрасывается через выхлопную трубу (рисунок 6.3).
В зависимости от производительности циклоны можно устанавливать по одному (одиночные циклоны) или объединять в группы из двух, четырех, шести или восьми циклонов (групповые циклоны).
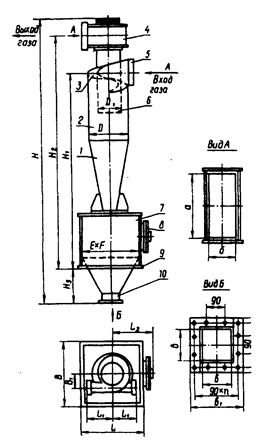
1 - коническая часть циклона; 2 - цилиндрическая часть циклона; 3 - винтообразная крышка; 4 - камера очищенного газа; 5 - патрубок входа запыленного газа; 6 - выхлопная труба; 7 -бункер; 8 - люк; 9 - опорный пояс; 10 - пылевыпускное отверстие. Рисунок 6.3 - Циклон типа ЦН-15П
Батарейные циклоны
Конструктивной особенностью последних является то, что закручивание газового потока и улавливание пыли в них обеспечивается размещенными в корпусе аппарата циклонными элементами [ ].
Ниже приведена техническая характеристика наиболее распространенного на производстве циклона ЦН-15:
- допустимая запыленность газа, г/м3:
для слабослипающихся пылей - не более 1000;
для среднесливающихся пылей - 250;
- температура очищаемого газа, °С - не более 400;
- давление (разрежение), кПа (кг/см2) - не более 5 (500);
- коэффициент гидравлического сопротивления:
для одиночных циклонов - 147;
для групповых циклонов - 175-182;
- эффективность очистки (от пыли dm = 20 мкм, при скорости газопылевого потока 3,5 м/с и диаметре циклона 100 мм), % - 78.
Для расчетов режимов и выбора марки (конструкции) циклона необходимы следующие исходные данные: количество очищаемого газа при рабочих условиях Vг, мЭ/с; плотность газа при рабочих условиях р, кг/м3; динамическая вязкость газа при рабочей температуре m; дисперсный состав пыли, задаваемый двумя параметрами dm и lg sr; запыленность газа Сeх, г/м3; плотность частиц рч, кг/м3; требуемая эффективность очистки газа h.
Пористые фильтры
Для очистки запыленных газов все большее распространение получает на последних ступенях сухая очистка рукавными фильтрами. Степень очистки газов в них при соблюдении правил технической эксплуатации достигает 99,9%.
Классификация рукавных фильтров возможна по следующим признакам:
- форме фильтровальных элементов (рукавные, плоские, клиновые и др.) и наличию в них опорных устройств (каркасные, рамные);
- месту расположения вентилятора относительно фильтра (всасывающие, работающие под разрежением, и нагнетательные, работающие под давлением);
- способу регенерации ткани (встряхиваемые, с обратной продувкой, с импульсной продувкой и др.);
- наличию и форме корпуса для размещения ткани - прямоугольные, цилиндрические, открытые (бескамерные);
- числу секций в установке (однокамерные и многокамерные);
- виду используемой ткани (например, стеклотканевые).
В качестве фильтровальных материалов применяют ткани из природных волокон (хлопчатобумажные и шерстяные), ткани из синтетических волокон (нитроновые, лавсановые, полипропиленовые и др.), а также стеклоткани. Наиболее распространены лавсан, терилен, дакрон, нитрон, орлон, оксалон, сульфон. Последние два материала представляют полиамидную группу волокон, обладающих термостойкостью при температуре 250-280 °С. Для фильтровальных тканей наиболее характерно саржевое переплетение. Применяют также нетканые материалы - фетры, изготовленные свойлачиванием шерсти и синтетических волокон.
Рассмотрим подробнее группу материалов из нетканых иглопробивных фильтровальных полотен, наиболее перспективных в производстве порошковых материалов. Таллинской фирмой «Мистра» предлагаются полотна марок «Фильтра-220», «Фильтра-330», «Фильтра-550» для использования их в аспирационных или вакуумных рукавах и карманных (мешочных) фильтрах очистки газов, пылеулавливания технологических продуктов, а также в системах вентиляции.
Нетканые иглопробивные полотна характеризуются следующими показателями (таблица 6.1):
Таблица 6.1 Технические показатели фильтровальных полотен
| Наименование | «Фильтра-550» | «Фильтра-330» |
| 1 | 2 | 3 |
| Поверхностная плотность, г/м2 | 550±28 | 330±17 |
| Ширина, см | 150±3 | 145±3 |
| Толщина, мм | 2±0,3 | 1,3±0,2 |
| Воздухопроницаемость, дм3/м2 с), при перепаде давления 50 Па | 150±50 | 250±50 |
| Разрывная нагрузка, Н, не менее по длине по ширине | 1000 | 400 |
| Удлинение при разрыве, % по длине по ширине | 80 - 90 | 80 - 90 |
| Нормированная влажность, % | 1 | 1 |
Промышленные испытания материала «Фильтра-550» в производстве сепарированного мела показали степень очистки 99,9% при улавливании пыли, 75% которой составляет фракция с диаметром частиц 1-5 мкм.
Срок службы фильтровального материала не менее одного года. Верхний предел рабочих температур составляет 140-150 °С.
В «Мистре» создано и более термостойкое полотно, используемое при температуре до 210-220 °С. В зависимости от вида ткани допустимая удельная газовая нагрузка составляет 0,6-1,2 м3/(м2*мин) для хлопчатобумажной или шерстяной; 0,5-1 -для синтетической; 0,3-0,9 м3 /(м2*мин) - для стеклоткани.
Электрофильтры
Метод электроосаждения (улавливания пыли в электрическом поле) заключается в следующем. Частицы пыли (или капельки влаги) сначала получают заряд от ионов газа, которые образуются в электрическом поле высокого напряжения, а затем движутся к заземленному осадительному электрозаряду. Попав на заземленный уловитель, частицы прилипают и разряжаются. Когда осадительный электрод обрастает слоем частиц, они стряхиваются под воздействием вибрации и собираются в бункере. Схема электрического осаждения пыли представлена на рисунке 6.7 [ ].
Электрофильтры применяются там, где необходимо очищать очень большие объемы газа и отсутствует опасность взрыва. Эти установки используются для улавливания
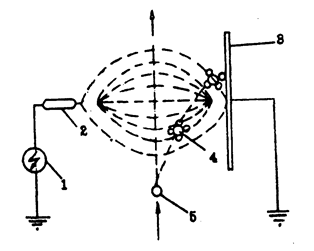
1 - источник электропитания; 2 - коронирующий электрод; 3 - осадительный электрод; 4 -ион газа; 5- частица пыли.
Рисунок 6.7 - Схема электрического осаждения пыли:
летучей золы на современных электростанциях, для улавливания пыли в цементной промышленности, а также в металлургии в мощных системах улавливания дыма, для пылеулавливания в системах кондиционирования воздуха и других смежных отраслях [ ].
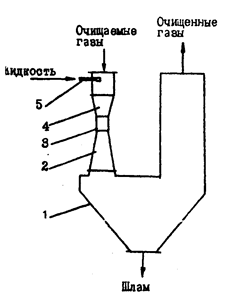
Скрубберы (газопромыватели)
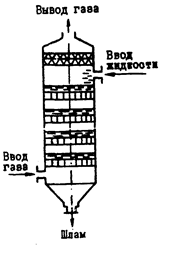
При объемно-жидкостном способе поток запыленного газа пропускают через определенный объем жидкости. Для этой цели используют пенные пылеуловители с провальными тарелками или тарельчатые скрубберы, эффективность которых может достигать 90-95%. На рисунке 6.9 представлен тарельчатый скруббер.
Улавливание пыли пленками жидкости характеризуется тем, что контакт газа и жидкости происходит на границе двух сред без перемешивания. Захват (собственно улавливание) твердых частиц тонкими пленками жидкости происходит на поверхностях конструктивных элементов. К этой группе устройств относятся скрубберы с насадкой, мокрые циклоны, ротоклоны и т.п. На рисунке 6.10 показана схема пылеуловителя вентиляционного мокрого (ПВМ).
Улавливание пыли распыленной жидкостью заключается в том, что орошающая жидкость вводится в запыленный объем (поток) газа в распыленном или дисперсном виде.
Распыление орошающей жидкости производится с помощью форсунок под давлением или за счет энергии самого потока газа. Первый способ распыления используется в полых скрубберах (рисунок 6.11), второй - в турбулентных промывателях и скрубберах Вентури (рисунок 6.12).
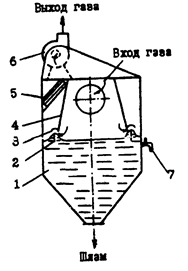
| 1 - каплеуловитель; 2 - тарелка. Рисунок 6.9 - Тарельчатый скруббер | 1 - корпус; 2,4- перегородки; 3 - водоотбойник; 5 - каплеуловитель; б - вентиляционный агрегат; 7 - устройство для регулирования уровня воды Рисунок 6.10 - Пылеуловитель ПВМ |
Скрубберы Вентури (сочетание трубы с каплеуловителем центробежного типа) обеспечивают очистку газов от частиц пыли практически любого дисперсного состава. В зависимости от физико-химических свойств улавливаемой пыли, состава и температуры газа выбирают режим работы скруббера Вентури. Скорость газа в горловине может быть 30-200 м/с, а удельное орошение 0,1-6 м3/м3. Эффективность очистки от пыли зависит от гидравлического сопротивления. Скрубберы Вентури эффективно работают при допустимой запыленности очищаемых газов 30 г/м3, предельной температуре очищаемого газа 400 °С, удельном орошении 0,5-2,5 м3/м3 и гидравлическом сопротивлении 6-12 кПа.
Характеристика труб типа ГВПВ (газопромыватель Вентури прямоточный высоконапорный) приведена в таблице 6.3. Конструкция часто дополняется каплеуловителем циклонного типа (КЦ7), который обеспечивает улавливание капель при содержании жидкости не более 1 м3/м3, температуре не выше 80°С, концентрации капельной влаги после сепарации 70 мг/м3. Гидравлическое сопротивление 350 Па и производительность КЦТ 1700-82500 м3/ч.
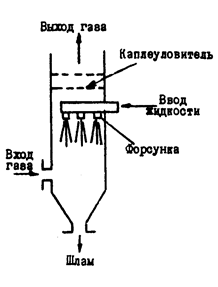
| Рисунок 6.11 - Полый форсуночный скруббер | 1 - каплеуловитель; 2 - диффузор; 3 - горловина; 4 - конфузор; 5 - устройство для подачи воды Рисунок 6.12 Скруббер Вентури |
Таблица 6.3 Технические характеристики скруббера Вентури
| Типоразмер | Объем газов на выходе, m'/m | Диаметр горловины, мм | Расход орошаемой жидкости, м3/ч | Давление жидкости перед форсункой, кПа |
| ГВПВ-0,006 | 1700-3500 | 85 | 1,18-3,2 | 180-370 |
| ГВПВ-0,03 | 9320-18900 | 100 | 6,5-13 | 60-250 |
| ГВПВ-0,08 | 23460-47600 | 320 | 16,8-45 | 80-570 |
| ГВПВ-0,140 | 41400-84000 | 420 | 28,8-46 | 130-320 |
Скрубберы Вентури типа СВ-Кк (комплект скруббер-сепаратор, один или два) имеют следующие характеристики:
| Объем очищаемых газов, м3/ч Расход орошаемой жидкости, м3/ч Температура очищаемых газов, °С Концентрация взвешенных частиц, мг/м3 Удельное орошение, м3/м2 Гидравлическое сопротивление, кПа | 50000-500000 65-400 до 120 до 10000 0,5-3,5 4-12 |
Созданы скрубберы центробежные, вертикальные, батарейные СЦВБ-20, обеспечивающие производительность по газу 9000-20000 м3/ч при температуре не выше 60 °С, запыленности не более 10 г/м3 и гидравлическом сопротивлении скрубберов 1,7 кПа.
Мокрую очистку газов с частицами 2-3 мкм можно проводить в скрубберах центробежного типа СЦВП, в которых жидкость дробится непосредственно запыленным газом. Шлам, оседающий в нижней части скруббера, выводится эрлифтом в контейнер, а осветленная жидкость вновь возвращается в скруббер. Производительность таких аппаратов 5000-20000 м /ч, допустимая запыленность 2 г/м3, температура газов 80 "С, гидравлическое сопротивление 2,4 кПа, расход воды на очистку 0,05 м3/м3.
Разработаны скрубберы ударно-инерционного типа с пылеуловителями вентиляционными мокрыми. Производительность таких скрубберов 3000-40000 м3/ч. Запыленность газов 10 г/м , гидравлическое сопротивление аппарата 0,8-2 кПа, расход воды 10-40 г на 1 м3 очищаемого воздуха.
Для химической очистки газов от соединений фтора с содержанием до 1 г/м3 можно рекомендовать скрубберы с шаровой подвижной насадкой и полые. Очистку производят растворами гидроксида или карбоната натрия.
|
где х - диаметр частиц пыли, мкм; dso - диаметр частиц пыли, улавливаемых в аппарате на 50%; lg sr -стандартное отклонение в функции распределения частиц по размерам; lg sт - стандартное отклонение в функции распределения фракционных коэффициентов очистки.
Интеграл Ф(х) табулирован. В.Н. Ужовым и др. составлена таблица для определения значений Ф(х), соответствующих разным значениям х [ ].
С достаточной точностью дисперсию (геометрическое стандартное отклонение) можно рассчитать по формуле:
|
где d16, d64 - диаметры частиц с содержанием фракций меньше 16 и 84%.
Для нахождения значений lg sh необходимо иметь опытные данные по очистке в пылеуловителях определенной конструкции двух видов различной пыли.
По номограмме (рисунок 6.13) определяют эффективность улавливания пыли в аппаратах мокрой очистки.
Номограмма построена для значений dm и d50 пыли стандартной плотности rг = 1000 кг/м3. Пересчет значений dm и d50 от реальной плотности rг к стандартной производят по формуле:
|

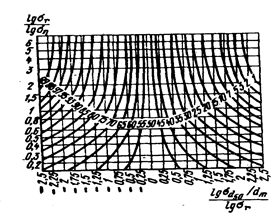
Рисунок 6.13 - Номограмма для определения эффективности улавливания пыли в аппаратах мокрой очистки газов
Установлена зависимость степени пылегазоочистки от энергозатрат [ ]:
|
где Кг- удельная энергия соприкосновения, кДж/1000 м3 газов; b и к -константы, определяемые из дисперсного состава пыли, позволяет рассчитать эффективность улавливания пыли. Вероятностно-энергетический метод расчета мокрых пылеуловителей основан на обобщенной зависимости:
|
полученной для стандартной плотности пыли рг = 1000 кг/м3 и вязкости газов mr=18*10-6Пас.
Эта зависимость может быть использована для выбора способов очистки и принципиальной конструкции скрубберов.
Для очистки или обезвреживания газообразных отходов или технологических газов с целью извлечения из них сопутствующих (полезных) газообразных компонентов широко используют метод абсорбции. Абсорбция основана на непосредственном взаимодействии газов с жидкостями. Различают физическую абсорбцию, основанную на растворении газа в жидкости, и хемосорбцию, в основе которой лежит химическая реакция между газом и жидким поглотителем.
Абсорбционной очистке подвергают газообразные отходы, содержащие один или несколько извлекаемых компонентов. В зависимости от используемого абсорбента (таблица 6.4) и его селективности можно выделить либо один компонент, либо последовательно несколько. В результате абсорбции получают очищенный газ и насыщенный раствор, который должен быть легко регенерируемым с целью извлечения из него полезных газов и возвращения его на стадию абсорбции [ ].
Таблица 6.4 Абсорбенты, применяемые для очистки отходящих газов
| Поглощаемые компоненты | Абсорбенты |
| 1 | 2 |
| Оксиды азота N2Оз, NO5 | Вода,, водные растворы и суспензии: NaOH, Na2C03, NaHCO3, КОН, К2СОз, КНСОз, Са(ОН)2, СаСОз, Мg(ОН)2, МgСОз, Ва(ОН)2, ВаСОз, NН4HСОз |
| Оксид азота NO | Растворы FeCl2, FeSO4, Na2S203, NaHCO3,Na2S0з, NaHS03 |
| Диоксид серы SO2 | Вода, водные растворы: Na2SO3 (18-25%-ные), NH40H (5-15%-ные), Са(ОН)2 Na2C03 (15-20%-ные), NaOH (15-25%-ные), КОН, (NH4)2SO3 (20-25%-ные), ZnS03, К2СОз: суспензии СаО, МgО, СаСО3, ZnO, золы; ксилидин - вода в соотношении 1:1, диметиланилинС6Нз(СНз)2NН2 |
| Сероводород H2S | Водный растворNa2СОз+Nа3АsО4 (Nа2НАsОз); водный раствор Аs2О3 (8-10 г/л)+NНз (1,2-1,5 г/л)+(NН4)3АsОз (3,5-6 г/л); моноэтаноламин (10-15%-ный раствор); растворы К3РО4 (40-50%-ный раствор); растворы К3Р04 (40-50%-ные), NH4OH, К2СОз, CaCN2, натриевая соль антрахинондисульфокислоты |
| Оксид углерода СО | Жидкий азот; медно-аммиачные растворы [Сu(NНз)]nх хСОСН |
Продолжение таблицы 6.4
| 1 | 2 |
| Диоксид углерода С02 | Водные растворы Na2C03, К2СОз, NaOH, КОН, Ca(OH)2, NH4OH, этаноламины RNH2, R2NH4 |
| Хлор Cl2 | Растворы NaOH, КОН, Са(ОН)2, Na2C03, К2СОз, МgСОз, СаСОз, Na2S203; тетрахлоридметан CCI4 |
| Хлористый водород НСl | Вода, растворы NaOH, КОН, Ca(OH)2, Na2C03, К2СОз |
| Соединения фтора HF, SiF4 | Na2C03, NaOH, Са(ОН)2 |
Требования, которым должна удовлетворять абсорбционная аппаратура, вытекают из физического представления явлений массопереноса в системах газ - жидкость. Так как процесс массопереноса протекает на поверхности раздела фаз, то в конструкциях аппаратов необходимо ее максимально развивать.
Для поверхностных абсорберов характерным является конструктивно образованная поверхность, по которой в пленочном режиме стекает абсорбент (жидкость). Наиболее распространенной конструкцией таких противоточных абсорберов являются хорошо известные насадочные. В качестве насадки применяют кольца Рашига, кольца Палля, седла Берля и другую насадку. Насадочные аппараты сложны, так как необходимо создать опорную решетку, оросители, обеспечить эффективное улавливание капель абсорбента.
В распиливающих абсорберах межфазная поверхность образуется мелкими каплями путем дробления, распыления жидкости. В объеме аппарата с помощью форсунок создаются капли, контактирующие с газовым потоком.
В механических абсорберах жидкость распыляется в результате подвода извне механической энергии, например, вращения валков или специальных распылителей. Эти конструкции достаточно сложны.
В поверхностных и распыливающих абсорберах сплошной фазой является газ, а распределенной - жидкость. В барботажных абсорберах в сплошном потоке жидкости распределяется газ, что достигается на так называемых тарелках. Режим, в котором работают такие абсорберы, называют барботажным.
При создании промышленных систем очистки газов абсорбционными методами необходимо различать схемы с одно- и многократным использованием абсорбента. В последней схеме абсорбция сочетается с десорбционными процессами. Однократное использование абсорбента характерно для процессов с низкой стоимостью поглотителя или когда после поглощения образуется готовый (целевой) продукт. Так как в очищаемом газе содержится незначительное количество улавливаемого компонента, то осуществляется циркуляция абсорбента, но без его регенерации.
|

|
Конечное содержание поглощаемого компонента у2 в газовом потоке должно быть согласовано с равновесной концентрацией его в жидкости, которую определяют по формуле:
|
где Хг* - равновесная концентрация компонента в жидкости, отвечающая его содержанию в газовой фазе у2; т - константа фазового равновесия (константа Генри).
Определение эффективности реальных аппаратов должно быть основано на кинетических закономерностях процессов массопередачи, что можно записать через скорость растворения газа в жидкости за время через поверхность контакта фаз F, м2:
|
Каждая из независимых переменных (К - коэффициент массопередачи и А - движущая сила процесса) зависит от многих параметров (технологических режимов, конструкций аппаратов) и может измеряться в различных единицах. Широко применяют выражение для коэффициента массопередачи Ks как отношение его к площади поверхности контакта фаз или к площади насадки, тарелки. Если при этом движущая сила выражена через дельта, кг/м3, то единица измерения Ks - м/с.
|

где а - удельная поверхность контакта фаз.
|

Соотношение между 1/bг и 1/mbж позволяет определить долю сопротивления в газовой и жидкой фазе в зависимости от т, зависящей от абсорбента, степени его насыщения, температуры и др.
Значения bг и bж находят по экспериментальным зависимостям, рекомендуемым для определенных конструкций массообменных аппаратов.
В случае прямолинейной равновесной зависимости и постоянства рг и pж по высоте абсорбера количество переданной массы
|
 или
или
|
где Nг и Nж - число единиц переноса в газовой и жидкой фазах соответственно.
Число единиц переноса через объемные коэффициенты массопередачи:
|
где Van - объем аппарата; S - площадь поперечного сечения; Н - высота аппарата.
Тогда высота аппарата
(6.21)

причем G/(Kv) отвечает высоте аппарата, для которого число единиц переноса равно единице и называется высотой единицы переноса.
Число единиц переноса N можно определить графически. Площадь, ограниченная кривой на таком графике, соответствует общему числу единиц переноса, а угол ее наклона позволяет определить константы b и к.
Существенным недостатком сорбционных методов очистки (абсорбционных и адсорбционных) выбросных газов является необходимость многократной регенерации поглощающих растворов или частичной замены твердого сорбента, что значительно усложняет технологическую схему, увеличивает капитальные вложения и затраты на эксплуатацию.
Таблица 7.2 Расчет платежей за размещение отходов,
образующихся в результате работы цеха литья из пластмасс
| Наименование отхода | Класс опасности | Базовый норматив платы, руб/т | Количество образовавшихся отходов, т/год | Коэффициент размещения отхода | Плата, руб |
| Лампы люминесцентные отработанные | I | 14,0 | 0,0126 | 0,3 | 0,19 |
| Масло индустриальное отработанное | II | 6,0 | 0,2295 | 0,3 | 0,45 |
| Ветошь промасленная | III | 4,0 | 0,00825 | 0,3 | 0,01 |
| Отходы пластмасс | IV | 2,0 | 0,4 | 0,3 | 0,26 |
| Мусор, подобный бытовому | Не токс. | 0,12 | 2,15 | 5 | 1,4 |
| Смет | Не токс. | 0,12 | 3,0 | 5 | 1,95 |
Плата за размещение отходов, с учетом коэффициента индексации составит:
Потх = 4,26 х Кинд = 1,63 х 111 = 472 руб 56 коп.
7.2 Экономическая оценка экологического ущерба
Под эколого-экономическим ущербом понимается денежная оценка негативных изменений в окружающей среде в результате ее загрязнения, в качестве и количестве природных ресурсов, а также последствий таких изменений.
Экологический ущерб и его последствия могут проявляться в самых различных видах и областях: ухудшение здоровья человека из-за потребления загрязненной воды и загрязнения воздуха (социальный ущерб), снижение урожайности в сельском хозяйстве на загрязненных выбросами промышленности землях, уменьшение сроков службы оборудования из-за коррозии металлов и т.д.
Экономическая оценка годового ущерба от годичного выброса загрязняющих примесей в атмосферу некоторым источником определяется по формуле:
У = γ х σ х f х М, (7.8)
где: У- величина ущерба, руб/год;
γ – удельный эколого-экономический ущерб, который наносит атмосфере одна тонна вещества, руб/усл.т; γ = 46,9 руб/усл.т
σ – показатель, зависящий от места расположения предприятия; для города с населением менее 1 000 000 чел. σ = 8
f – поправка, учитывающая характер рассеяния примеси в атмосфере;
- для газообразных примесей – 0,88
- для твердых частиц – 3,69
М – приведенная масса годового выброса из источника, т/год.
Величина приведенной массы рассчитывается по формуле:
М = ∑Аi х mi, (7.9)
где: А – показатель относительной агрессивности примеси i-того вида вещества, усл.т/т;
m – масса годового выброса в атмосферу примеси i-того вида вещества, т/год.
Произведем расчет :
Аммиак: А=28,5 усл.т/т
m = 0,0016 т/год
f = 0,88
Маммиак = 28,5 х 0,0016 = 0,0456 т/год
Уаммиак = 46,9 х 8 х 0,88 х 0,0456 = 15,06 руб/год
Расчет ущерба по остальным веществам произведен в таблице 7.3
Таблица 7.3 Расчет эколого-экономического ущерба от загрязнения атмосферы
выбросами цеха литья из пластмасс
| № п/п | Загрязняющее вещество | Показатель относи-тельной агрессив-ности, усл.т/т | Масса годового выброса в атмосферу ЗВ, т/год | Посто-янный множи-тель | Показа-тель отно-сительной опасности | Поправка, учитыва-ющая характер рассеяния примеси | Величина ущерба |
| А | m | γ | σ | f | У | ||
| 1 | Аммиак | 28,5 | 0,0016 | 46,9 | 8 | 0,88 | 15,06 |
| 2 | Дибутилфталат | 100 | 0,00544 | 46,9 | 8 | 0,88 | 179,62 |
| 3 | Метиловый спирт | 0,2 | 0,00041 | 46,9 | 8 | 0,88 | 0,03 |
| 4 | Пыль полиамида | 2 | 0,0004 | 46,9 | 8 | 3,69 | 1,11 |
| 5 | Пыль полипропилена | 2 | 0,0024 | 46,9 | 8 | 3,69 | 6,65 |
| 6 | Пыль полистирола | 2 | 0,0064 | 46,9 | 8 | 3,69 | 17,72 |
| 7 | Пыль полиэтилена | 2 | 0,0028 | 46,9 | 8 | 3,69 | 7,75 |
| 8 | Стирол | 500 | 0,0032 | 46,9 | 8 | 0,88 | 528,28 |
| 9 | Углерода оксид | 0,4 | 0,031321 | 46,9 | 8 | 0,88 | 4,14 |
| 10 | Уксусная кислота | 20 | 0,013 | 46,9 | 8 | 0,88 | 85,85 |
Величина эколого-экономического ущерба наносимого атмосферному воздуху от выбросов загрязняющих веществ цеха литья пластмасс составляет 846 руб. 21 коп.
7.3 Определение экономической эффективности о проведении природоохранных
мероприятий по защите атмосферного воздуха от выбросов
цеха литья пластмасс
Целью данного дипломного проекта была разработка схемы очистки вентвыбросов цеха литья пластмасс от органической пыли, образующейся при переработки пластмасс на термопластавтоматах.
Были рассчитаны две сети воздухопроводов, общей протяженностью около 50 метров. На основании литературного обзора была предложена очистка выбросов с помощью циклонов ЦОЛ-12. Эффективность очистки составляет 70-85%.
Капитальные вложения - 150 тысяч рублей.
1 Расчет затрат - З:
З = С + Еn х К, руб (7.10)
где: С – эксплуатационные затраты, руб.
К- капитальные затраты, руб.
Еn – нормативный коэффициент; Еn = 1/8 = 0,12
З = 0 + 0,12 х 150 000 = 18 000 руб.
2 Расчет ущерба до проведения мероприятий – У1:
Данные берем из таблицы 7.3:
У1 = 846 руб. 21 коп
3 Расчет мероприятий после проведения мероприятий – У2:
Учитывая, что эффективность очистки составляет ≈ 80%, то
У2 = 846,21 х 0,2 = 169 руб. 24 коп.
4 Определение величины предотвращенного ущерба – П:
П = У1 – У2, руб.
П = 846,21 – 169,24 = 676 руб. 97 коп.
В результате перепроектирования вентиляционной системы цеха, установкой циклона и вентилятора большей мощности было достигнуто не только улучшение параметров атмосферного воздуха, но и воздуха рабочей зоны, что приведет к снижению уровня заболеваемости среди работающих в цехе.
В 2002 г. в среднем каждый работающий в цехе литья пластмасс был в отпуске по болезни 15 дней, при норме 5 ч.д/год. Каждый «больничный» день оплачивают по среднему месячному заработку ≈ 150 руб.
Нсущ = 42 х 15 х 150 = 94 500 руб.
Нперсп = 42 х 5 х 150 = 31 500 руб.
Н = Нсущ - Нперсп = 94 500 – 31 500 = 63 000 руб.
Т.е. предприятие ежегодно за больничные отпуска будет выплачивать меньше на 63 000 рублей
5 Определение экономической эффективности капитальных вложений – Эр:
П + Н
Эр = ---------- (7.11)
К
Эр = (676,97 + 63 000)/150 000 = 0,43
Мероприятие считается экономически эффективным, если величина Эр больше или равна нормативного коэффициента Еn, т.е. 0,43 ≥ 0,12 – мероприятие экономически эффективно.
8.0 Безопасность жизнедеятельности
В данном дипломном проекте разрабатывалась система очистки воздуха от загрязняющих веществ, образующихся в процессе функционирования цеха литья пластмасс.
Задачей проекта является разработка вентиляционной системы цеха, обеспечивающей не только «чистоту» вентвыбросов, но и оптимальные параметры воздушной среды на рабочем месте.
8.1 Характеристика воздушной среды на рабочих местах
цеха литья пластмасс, действие веществ на организм
Основными примесями в газовых выбросах является пыль перерабатываемых пластмасс: полиэтилена, полистирола, полиамида, полипропилена, т.е. органическая пыль.
Пылью (аэрозолем) называются измельченные или полученные иным путем мелкие частицы твердых веществ, витающие (находящиеся в движении) некоторое время в воздухе. Такое витание происходит вследствие малых размеров этих частиц (пылинок) под действием движения самого воздуха.
Воздух всех производственных помещений в той или иной степени загрязнен пылью; даже в тех помещениях, которые обычно принято считать чистыми, не запыленными, в небольших количествах пыль все же есть (иногда она даже видна невооруженным глазом в проходящем солнечном луче). Однако во многих производствах в силу особенностей технологического процесса, применяемых способов производства, характера сырьевых материалов, промежуточных и готовых продуктов и многих других причин происходит интенсивное образование пыли, которая загрязняет воздух этих помещений в большой степени. Это может представлять определенную опасность для работающих. В подобных случаях находящаяся в воздухе пыль становится одним из факторов производственной среды, определяющих условия труда работающих; она получила название промышленной пыли. Она образуются вследствие дробления или истирания (аэрозоль дезинтеграции), испарения с последующей конденсацией в твердые частицы, (аэрозоль конденсации), сгорания с образованием в, воздухе твердых частиц — продуктов горения (дымы), ряда химических реакций и т. д. В производственных условиях
с образованием пыли чаще всего связаны процессы дробления, размола, просева, обточки, распиловки, пересыпки и других перемещений сыпучих материалов, сгорания, плавления и др.
Пыль находящаяся в воздухе рабочих помещений, оседает на поверхности кожного покрова покрова работающих, попадает на слизистые оболочки полости рта, глаз, верхних дыхательных путей, со слюной заглатывается в пищеварительный тракт, вдыхается в более глубокие участки органов дыхания (включая легкие). Находясь в запыленной атмосфере, рабочий подвергается как внешнему, так и внутреннему воздействию пыли. Внешнее воздействие пыли не представляет серьезной опасности для работающих, так как с наружных поверхностей (кожного покрова, слизистых) она относительно легко смывается, а иногда просто стряхивается, и, следовательно, непосредственный контакт с ней прекращается по окончании рабочей смены или после выхода из запыленной атмосферы. Кроме того, кожный покров не пропускает большинства видов пыли и не подвергается сам их воздействию.
Заглатывание пыли в пищеварительный тракт практически столь незначительно, что также не представляет большой опасности. Гораздо более опасно вдыхание пыли, при котором значительное ее количество попадает в организм, и лишь некоторая часть выдыхается обратно. Создаются условия для длительного контакта относительно больших масс пыли со слизистой поверхностью дыхательных путей, наиболее восприимчивой к ее действию.
Степень опасности неблагоприятного действия пыли на организм определяется в основном концентрацией пыли в воздухе и ее дисперсностью. Определенную роль играют вышеописанные физико-химические свойства пыли, поэтому их также следует учитывать при гигиенической оценке пылевой загрязненности воздуха — запыленности.
Концентрация пыли — это весовое содержание взвешенной пыли в единице объема воздуха; эту величину принято выражать в миллиграммах пыли на 1 кубический метр воздуха (мг/м3).
Концентрацию пыли иногда выражают также в количестве пылинок в единице объема воздуха, и в некоторых зарубежных странах эта величина принята за основной показатель запыленности. Однако учеными (Е. В. Хухрина и др.) доказано, что первостепенное значение имеет не число пылинок, а их масса, поэтому был принят весовой метод гигиенической оценки запыленности воздуха как основной.
Чем выше концентрация пыли в воздухе, тем большее ее количество за тот же период оседает на кожный покров работающих, попадает на слизистые оболочки и, самое главное, проникает в организм через органы дыхания.
Дисперсность пыли выражается в процентном содержании отдельных фракций пыли по отношению ко всему количеству пылинок. Для гигиенической оценки дисперсности пыли условно принято делить ее на следующие фракции: менее 2 мк, 2 — 4 мк, 4 — 6 мк, 6 — 8 мк, 8 — 10 мк и более 10 мк. Иногда для исследовательских целей ее делят на более мелкие фракции с выделением пылинок менее 1 мк; в некоторых же случаях (обычно для грубой оценки) ее делят на меньшее число фракций с интервалом в 3 — 4 мк (менее 2 мк, 2 — 5 мк, 5 — 10 мк и более 10 мк).
Размеры пылинок имеют большое гигиеническое значение, так как чем мельче пыль, тем глубже она проникает в дыхательную систему. Если относительно крупные пылинки при вдыхании в большей степени задерживаются в верхних дыхательных путях и постепенно удаляются оттуда со слизью (отхаркиваются),то мелкая пыль, как правило, проходит в легкие и оседает там на длительный срок, вызывая поражение легочной ткани. Кроме того, мелкая пыль при той же массе имеет большую поверхность соприкосновения с легочной тканью, поэтому она более активна. Высокодисперсная пыль представляет большую опасность, чем крупная (низкодисперсная), так как она дольше находится в воздухе во взвешенном состоянии.
В различных производствах встречается самая разнообразная пыль по своей дисперсности. Например, при дроблении твердых материалов в образующейся пыли преобладают фракции 5 — 10 мк и более, при тонком помоле образуется пыль с преимущественным содержанием пылинок от 2 до 5 мк; наиболее мелкой пылью являются дымы и аэрозоли конденсации, в которых большую часть составляют пылинки менее 1 — 2 мк.
Гигиеническое значение удельного веса пыли сводится в основном к скорости ее осаждения: чем выше удельный вес пыли, тем быстрее она оседает и тем быстрее происходит самоочищение воздуха.
Химический состав пыли определяет биологическое действие ее на организм. По химическому составу пыли делят на две основные группы: токсические и нетоксические. Первые при попадании в организм вызывают острое или хроническое отравление, вторые не вызывают отравления организма даже при больших концентрациях и при неограниченном сроке действия.
Биологическое действие токсической пыли находится в тесной связи с ее растворимостью. Хорошо растворимые пыли, попав в организм, растворяются в слизи и в других биологических средах (крови, лимфе) и в растворенном виде быстро и в большей степени всасываются и распространяются по всему организму, оказывая токсическое действие. Малорастворимые и тем более нерастворимые пыли при попадании в организм в основном при вдыхании, длительно остаются на месте их оседания в органах дыхания и оказывают в основном местное действие.
Структура пыли, то есть форма пылинок, также имеет определенное гигиеническое значение, так как от этого зависит характер ее местного действия и в какой-то степени проникающая способность. Пылинки с острыми гранями, особенно игольчатой формы (кристаллическая пыль, пластинчатая и т. п.), оказывают большее раздражающее действие в месте соприкосновения (на слизистых оболочках глаз, верхних дыхательных путей, а иногда и накожном покрове). Пылинки стекловолокна, например, могут проникать в поры кожного покрова, в поверхность слизистых оболочек, вызывая значительное их механическое раздражение.
Электрозаряженность пыли способствует большему ее задержанию в организме, так как, осев на поверхности дыхательных путей, она в большей степени с ними связывается и меньше выдыхается обратно, Кроме того, способность электрозаряженной пыли удерживать на своей поверхности газовые частицы приводит к занесению последних в организм и их совместному (комбинированному) воздействию. [ ]
Как видно из изложенного, различные виды пыли, обладая разными физико-химическими свойствами, оказывают неодинаковое действие на организм и, следовательно, представляют разную опасность для работающих. Однако все они оказывают определенное неблагоприятное действие на организм. Абсолютно безвредных пылей нет.
Действие пыли на кожный покров сводится в основном к механическому раздражению. Вследствие такого раздражения возникает небольшой зуд, неприятное ощущение, а при расчесах может появиться покраснение и некоторая припухлость кожного покрова, что свидетельствует о воспалительном процессе.
Пылинки могут проникать в поры потовых и сальных желез, закупоривая их и тем самым затрудняя их функции. Это приводит к сухости кожного покрова, иногда появляются трещины, сыпи. Попавшие вместе с пылью микробы в закупоренных протоках сальных желез могут развиваться, вызывая гнойничковые заболевания кожипиодермию. Закупорка потовых желез пылью в условиях горячего цеха способствует уменьшению потоотделения и тем самым затрудняет терморегуляцию.
Некоторые токсические пыли при попадании на кожный покров вызывают его химическое раздражение, выражающееся в появлении зуда, красноты, припухлости, а иногда и язвочек. Чаще всего такими свойствами обладают пыли химических веществ (хромовые соли, известь, сода, мышьяк, карбид кальция и др.).
При попадании пыли на слизистые оболочки глаз и верхних дыхательных путей ее раздражающее действие, как механическое, так и химическое, проявляется наиболее ярко. Слизистые оболочки по сравнению с кожным покровом более тонки и нежны, их раздражают все виды пыли, не только химических веществ или с острыми гранями, но и аморфные, волокнистые и др.
Пыль, попавшая в глаза, вызывает воспалительный процесс их слизистых оболочек — конъюнктивит, который выражается в покраснении, слезотечении, иногда припухлости и нагноении.
На органы пищеварения могут оказывать действие лишь некоторые токсические пыли, которые, попав туда даже в относительно небольшом количестве, всасываются и вызывают интоксикацию (отравление). Нетоксические пыли какого-либо заметного неблагоприятного действия на органы пищеварения не оказывают.
Действие пыли на верхние дыхательные пути сводится к их раздражению, а при длительном воздействии — к воспалению. В начальных стадиях оно проявляется в виде першения в горле, кашля, отхаркивания грязной мокротой. Затем появляется сухость слизистых, сокращение отделения мокроты, сухой кашель, хрипота; в некоторых случаях при воздействии пыли химических веществ могут появиться изъязвления слизистой оболочки носа.
Наибольшую опасность представляют токсические пыли при попадании их в более глубокие участки органов дыхания, то есть в легкие, где, задерживаясь на длительный период и имея разветвленную поверхность соприкосновения с тканью легкого (в бронхиолах и альвеолах), они могут быстро всасываться в большом количестве и оказывать раздражающее и общетоксическое действие, вызывая интоксикацию организма.
Нетоксические пыли, задерживаясь в легких длительное время, постепенно вызывают разрастание вокруг каждой пылинки соединительной ткани, которая не способна воспринимать кислород из вдыхаемого воздуха, насыщать им кровь и выделять при выдохе углекислоту, как это делает нормальная легочная ткань. Процесс разрастания соединительной ткани протекает медленно, как правило, годами. Однако при длительном стаже работы в условиях высокой запыленности разросшаяся соединительная ткань постепенно замещает легочную, снижая, таким образом, основную функцию легких— усвоение кислорода и отдачу углекислоты. Длительная недостаточность кислорода приводит к одышке при быстрой ходьбе или работе, ослаблению организма, понижению работоспособности, снижению сопротивляемости организма инфекционным и другим заболеваниям, изменениям функционального состояния других органов и систем. Вследствие воздействия нетоксической пыли на органы дыхания развиваются специфические заболевания, называемые пневмокониозами.
8.2 Мероприятия, направленные на снижение вредного воздействия примесей воздушной среды на рабочих местах. Профилактика заболеваний. Индивидуальные средства защиты
Основным направлением в комплексе мероприятий по борьбе с пылью является предупреждение ее образования или поступления в воздух рабочих помещений. Важнейшее значение в этом направлении имеют мероприятия технологического характера. Технологические процессы по возможности проводятся таким образом, чтобы образование пыли было полностью исключено или, по крайней мере, сведено до минимума. С этой целью нужно максимально заменять сухие пылящие материалы влажными, пастообразными, растворами и обработку их вести влажным способом. Если по технологическим условиям необходимо иметь материал в сухом виде, целесообразно вместо порошкообразного использовать его в виде брикетов, таблеток и т. п., которые пылят значительно меньше. Это в равной степени относится как к сырьевым материалам, так и к готовой продукции, побочным продуктам и отходам производства.
При невозможности полного исключения пылеобразования необходимо путем соответствующей организации технологического процесса и использования соответствующего технологического оборудования не допускать выделения пыли в воздух рабочих помещений. Это достигается главным образом путем организации непрерывного технологического процесса в полностью герметичной или, по крайней мере, максимально закрытой аппаратуре и коммуникациях. Непрерывность процесса к тому же позволяет полностью механизировать его, а нередко и автоматизировать, что, в свою очередь, дает возможность удалить рабочих от источников пылеобразования и предупредить воздействие на них пыли. Для удаления пыли с поверхностей вместо сдувки целесообразно использовать ее отсос — аспирацию - вытяжная вентиляция. Последняя, как правило, устраивается по типу местной вытяжки от мест и источников пылевыделения, причем наиболее целесообразно источники пылеобразования максимально укрыть и производить вытяжка из-под этих укрытий.
Обшеобменная вытяжная вентиляция в помещениях применяется лишь при рассеянных источниках пылевыделения, когда невозможно полностью обеспечить их местной вытяжкой. Эффективность общеобменной вытяжной вентиляции в производствах с пылевыделениями всегда ниже, чем эффективность местной вытяжки, так как малое количество отсасываемого воздуха не обеспечивает должного удаления пыли из помещения, а увеличение его ведет к созданию вихревых потоков воздуха, которые взмучивают осевшую пыль и способствуют некоторому повышению ее концентрации в воздухе. Для предупреждения последнего приточный воздух в помещения с пылеобразованием следует подавать с малыми скоростями в верхнюю зону.
Внутренние поверхности стен, полы и другие ограждения рабочих помещений, где возможно выделение пыли, должны облицовываться гладким строительным материалом, позволяющим легко удалять, а иногда и смывать осевшую пыль. Удалять пыль следует либо влажным способом, либо аспирацией (промышленными пылесосами или отсосом в вакуумную линию). Снижение запыленности воздуха до предельно допустимых концентраций и ниже путем использования вышеописанного комплекса противопылевых мероприятий является основным критерием их эффективности.
Рабочие должны пользоваться индивидуальными защитными средствами, главным образом респираторами и противопылевыми очками. Для защиты кожного покрова от раздражающего действия пыли с острыми гранями пользуются спецодеждой из плотной ткани (лучше комбинезон), с плотным прилежанием ворота, рукавов и брюк (на завязках или резинках).
Все мероприятия по обеспыливанию являются одновременно и мерами предупреждения взрывов пыли, так как устранение возможности концентрирования пыли в воздухе снижает одно из основных и обязательных условий образования ее взрыва.
Кроме того, следует строго следить, чтобы в условиях значительно запыленного воздуха не было открытого огня или даже искр. Запрещается курение, зажигание, пользование вольтовой дугой (электросварка), а также искрение электропроводов, выключателей, моторов и других электроустройств и оборудования на участках со значительной запыленностью воздуха или внутри аппаратов, воздуховодов и другого оборудования, содержащего высокодисперсную пыль.
Рабочие, занятые на работах в условиях запыленного воздуха, подвергаются периодическим медицинским осмотрам с обязательной рентгенографией грудной клетки. На работу в этих условиях не принимаются лица, страдающие легочными и другими заболеваниями. От воздействия пыли эти заболевания могут прогрессировать или осложняться. Поэтому все вновь поступающие проходят предварительный медицинский осмотр.
Заключение
В дипломном проекте рассматривался цех литья пластмасс, как источник загрязняющих веществ, выбрасываемых в атмосферный воздух.
Расчеты выбросов цеха литья из пластмасс показали, что при литье пластмасс превышение ПДВ происходит по валовым выбросам пыли органической:
- пыль полиамида в 5 раз;
- пыль полипропилена в 12 раз;
- пыль полистирола – 8 раз.
Превышение ПДВ по газовым выбросам незначительно, поэтому разработка и внедрение систем очистки газов не представлялась необходимой.
Произведя литературный обзор и рассмотрев различные способы очистки промышленных выбросов, учитывая небольшие масштабы производства предлагается в цехе литья из пластмасс установить новые сети принудительной воздушной вентиляции (включая, местные отсосы на рабочих местах) с установкой циклона.
Был проведен расчет сетей воздухопроводов, расчет и подбор циклонов и вентиляторов. Для более эффективной очистки вентиляционных выбросов от пыли органической, предложена доработка конструкции циклона – установить закручивающий элемент, который добавляет в процесс очистки, кроме инерционных сил, центробежную силу.
Эффективность очистки - 80%. После предложенной очистки все выбросы достигнут норматива ПДВ.
Произведены эколого-экономические расчеты, рассмотрены вопросы по безопасности жизнедеятельности и охране труда.
Список использованных источников
1 ФЗ «Об охране окружающей среды» №7-ФЗ от 10.01.02 г.
2 ФЗ «Об охране атмосферного воздуха» №96-ФЗ от 4.05.1999 г.
3 ФЗ «Об охране озера Байкал» №94-ФЗ от 1.05.1999 г.
4 Закон РБ «Об охране окружающей среды» №368 от 24.09.96 г.
5 Алиев Г.М.-А. Техника пылеулавливания и очистки промышленных газов. М.:Металлургия, 1986. 544 с.
6 Беспамятнов Г.П., Кротов Ю.А. Предельно допустимые концентрации химических веществ в окружаающей среде. Л.:Химия, 1985 г.
7 Бондарева Т.И. Экология химических производств. М.: Изд-во МИХМ, 1986.92 с.
8 Вредные вещества в промышленности (Справочник под общ. ред. В.А.Филатова, В.А.Курляндского). Л., Химия, 1993 г.
9 Вронский В.А. Прикладная экология: Учебное пособие. Г.Ростов-на-Дону:Изд-во «Феникс», 1996.-512 с.
10 Ганз С.Н., Кузнецов И.Е. Очистка промышленных газов. Киев, 1967
11 Газоочистные аппараты сухого и мокрого типов. Каталог. М.: ЦИНТИХИМНЕФ-ТЕМАШ,1984.92с.
12 Глинка Н.Л. Общая химия. Изд. 17-е, испр. — Л.: «Химия», 1975. – 728 с.: ил.
13 Елшин И.М. Строителю об охране окружающей природной среды.-М.:Стройиздат, 1986.-136 с., ил.-(Охрана окружающей природной среды).
14 Защита атмосферы от промышленных загрязнений:Справ.изд.:В 2-х ч. Пер. с англ./Под ред.Калверта С., Инглунда Г.М. М.:Металлургия, 1988.
15 Иванов П.Р., Камолов А.Г. Очистка газовых выбросов от мелкодисперсной пыли // Экология и промышленность России, №9, 2001 г. – стр.15-18
16 Калинушкин М.П. Вентиляторные установки: Учеб. Пособие для строит. вузов. – 7-е изд., перераб. и доп. – М. Высш.школа, 1979.-223 с., ил
17 Калыгин В.Г., Попов Ю.П. Порошковые технологии: экологическая безопасность и ресурсосбережение. М.: Изд-во МГАХМ, 1996. 212 с.
18 Ковалев В. Г. Основы технологии изготовления деталей из пластмасс: Учебное пособие по курсу “Технология приборостроения”, Москва,1998 г.
19 Кузнецов В.В., Усть-Качкинцов В.Ф. Физическая и коллоидная химия. Учеб. пособие для вузов. — М.: Высш. школа, 1976. – 277 с.: ил.
20 Лобанова З. М. Экология и защита биосферы: Учебное пособие. /Алт. гос. техн. ун-т им. И. И. Ползунова.- Барнаул: Изд-во АлтГТУ, 2000. – 238 с.
21 Методические указания по разработке проектов нормативов образования отходов и лимитов на их размещение, 2002 г.
22 Мазур И.И. Инженерная экология. Общий курс: В 2 т. Учебное пособие для вузов.-М:Высш.шк., 1996.-637 с.:ил
23 Нормативные показатели удельных выбросов вредных веществ в атмосферу от основных видов технологического оборудования предприятий отрасли, Харьков, 1991 г.
24 Оборудование, сооружения, основы проектирования химико-технологических процессов защиты биосферы от промышленных выбросов/ АИ. Родионов, Ю.П. Кузнецов, В.В. Зенков, Г.С. Соловьев. М.: Химия, 1985. 352 с.
25 ОНД-90 Руководство по контролю источников загрязнения атмосферы – СПб, 1992 г.
26 Основы химической технологии: Учебник для студентов хим.-технол.спец. вузов / И.П. Мухленов, А.Е. Горштейн, Е.С. Тумаркина; Под ред. И.П. Мухленова. – 4-е изд., перераб. и доп. — М.: Высш. школа, 1991. – 463 с.: ил.
27 Очистка и рекуперация промышленных выбросов: Учебное пособие для вузов/В.Ф.Максимов, И.В.Вольф, Л.Н.Григорьев и др. Под ред.В.Ф.Максимова, И.В.Вольфа. 2-е изд., перераб.-М.:Лесная промышленность, 1991.640 с.
28 Очистка отходящих газов: Обзор отчетов о НИОКР и диссертаций.-М, 1987 г.
29 Очистка промышленных выбросов и утилизация отходов: Сб. науч.тр./Под. ред. Хантургаева Г.А. -Улан-Удэ, 1990.- 1990.-160 с.
30 Охрана окружающей среды/Ф.А. Барбинов, А.Ф. Козьяков и др. М.:Высшая школа, 1991. 319 с.
31 Проект нормативов образования отходов и лимитов на их размещение для ОАО «У-УППО», Улан-Удэ: ОАО «Бурятпромстройпроект», 1999 г.
32 Проект нормативов предельно-допустимых выбросов для ОАО «У-УППО», Улан-Удэ: ОАО «Бурятпромстройпроект», 1999 г.
33 Руководящие указания по проектированию, изготовлению, монтажу и эксплуатации циклонов НИИОГАЗ. Ярославль, 1971.
34 Степанов Г.Ю. Зицер И.М. Инерционные воздухоочистители. М.: Машиностроение, 1986. 184с.
35 Страус В. Промышленная очистка газов. М.: Химия, 1981. 616 с.
36 Термопластавтоматы: Каталог. – М.:Информационно-коммерческая фирма «КАТАЛОГ», 1998 г.
37 Техника, экономика, информация: Межотр.науч.-техн.сб.-М.:Организация п/я А-1420, 1989, 86 с. – Сер. Техника, вып.3. Защита окружающей среды.
38 Тищенко Н.Ф. Охрана атмосферного воздуха. Расчет содержания вредных веществ и их распределение в воздухе. Справ.изд.-М.:Химия, 1991. –368 с., ил
39 Торошчешников Н.С., Родионов А.И., Кельцев Н.В., Клушин В.Н. Техника защиты окружающей среды: Учебное пособие для вузов. – М.: Химия, 1981. – 368 с., ил
40 Ужов В.Н., Вальдберг А.Ю., Мягков Б.И. и др. Очистка промышленных газов от пыли. М.: Химия, 1981. 392 с.
41 Фролов А.Б., Дроздов И.Т. Защита атмосферы от газовых выбросов//Экология и промышленность России, №5, 2001 г. – стр.8-10
42 Хромов С.П., Петросянц М.А. Метеорология и климатология: Учебник, 4-е изд.: перераб. и доп. — М.: Изд-во МГУ, 1994. – 520 с.: ил.
43 Химия окружающей среды.-Пер.с англ./Под ред.А.П.Цыганкова.-М.:Химия, 1982.672 с., ил.
44 Шефтель В.О. Вредные вещества в пластмассах: Справ.изд. - М. : Химия, 1991. 544 с.
45 Ю.М.Ханхунов, Г.А.Хантургаев. Основы расчетов нормирования загрязняющих веществ в окружающей природной среде: Учебное пособие. - Улан-Удэ, изд-во ВСГТУ, 1998. – 158 с.
Приложение
Перечень технологического оборудования цеха литья пластмасс
| № п/п | Наименование оборудования, марка, модель | Количество, шт. | Примечание |
| 1 | Термопластавтомат ТПА-400/100 | 2 | |
| 2 | Термопластавтомат SES-100N | 1 | |
| 3 | Термопластавтомат ДЕ 3127 | 3 | Расход воды на охлаждение 180 л/час |
| 4 | Термопластавтомат ДЕ 3330 | 2 | |
| 5 | Термопластавтомат Д 3136-100 | 1 | |
| 6 | Термопластавтомат 1280/390 | 1 | Расход масла – 160 л/мин Расход воды – 90 л/мин |
| 7 | Термопластавтомат ЛПД-500/160 | 1 | Расход воды на охлаждение 120 л/час |
| 8 | Шкаф сушильный СНОЛ | 3 | Объем 1-2 м3 |
| 9 | Станок фрезерный ФСН | 1 | |
| 10 | Пресс гидравлический ПГ-100 | 1 | |
| 11 | Станок полировальный DF-1,5 | 1 | |
| 12 | Устройство подъемное | 1 |
Приложение
Бланк инвентаризации выбросов загрязняющих веществ в атмосферу
Раздел I. Источники выделения загрязняющих веществ
| Наименование производства, цеха, участка и т.п. | Номер источника загрязнения атмосферы | Номер источника выделения | Наименование источника выделения загрязняющих веществ | Наименование выпускаемой продукции | Время работы источника выделения, часов | Наименование загрязняющего вещества | Код загрязняющего вещества | Количество ЗВ, отходящих от источников выделения, т/год | |
| за сутки | за год | ||||||||
| А | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Цех литья из пластмасс | 1 | 1 | |||||||
Термопластавтомат
Корпуса пылесосов, трубки, кожухи, крышки и др.
8
2000
Раздел II. Характеристика источников загрязнения атмосферы
| Номера источника загрязнения атмосферы | Параметры источника загрязнения атмосферы | Параметры газовоздушной смеси на выходе источника загрязнения атмосферы | Код загрязняющего вещества | Кол-во загрязняющих веществ, выбрасываемых в атмосферу | Координаты источников загрязнения в заводской систем координат, м | |||||||
| Высота, м | Диаметр или размер сечения устья, м | Скорость, м/с | Объемный расход, м3/с | Температура, 0С | Маскимальное | Суммарное | Точечного источника или одного конца линейного источника | Второго конца линейного источника | ||||
| г/сек | т/год | Х1 | У1 | Х2 | У2 | |||||||
| 1 | 11,0 | 0,42 | 9,6 | 1,33 | 19,6 | 0303 | 0,00023 | 0,0016 | 12050 | 10730 |
|
|
| 1215 | 0,00075 | 0,00544 | ||||||||||
| 1052 | 0,000057 | 0,00041 | ||||||||||
| 2989 | 0,00006 | 0,0004 | ||||||||||
| 2922 | 0,00033 | 0,0024 | ||||||||||
| 2990 | 0,00088 | 0,0064 | ||||||||||
| 0406 | 0,00039 | 0,0028 | ||||||||||
| 0620 | 0,00044 | 0,0032 | ||||||||||
| 0337 | 0,004324 | 0,031321 | ||||||||||
| 1555 | 0,00181 | 0,013 | ||||||||||
Приложение
Перечень, физико-химическая характеристика и состав отходов цеха литья пластмасс
| Вид отхода | Производство | Технологический процесс | Класс опасности для окружающей природной среды | Физико-химическая характеристика отходов | ||||||
| Агрегатное состояние | Растворимость в воде, г/100 г Н2О | Состав по компонентам | ||||||||
| Наименование | Код по ФККО | Наименование | Код | Наименование | Код | Наименование | Содержание, % | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Лампы люминесцентные отработанные | 353001 | Литейный зал цеха | Освещение помещения цеха | I | Твердое | Не растворимо | Ртуть Стекло Металл | |||
| Масло индустриальное отработанное | 541002 | Литейный зал цеха | Эксплуатация оборудования | II | Жидкое | Не растворимо | Нефтепродукты | |||
| Ветошь промасленная | 549003 | Литейный зал цеха | Ремонт и эксплуатация оборудования | III | Твердое | Не растворимо | Бязь Ситец Нефтепродукты | |||
| Отходы пластмасс | 571005 | Механический участок цкха | Сверление, зачистка заготовок | IV | Твердое | Не растворимо | Полиэтилен Полипропилен Полиамд Полистирол Пластик АБС | |||
| Мусор, подобный бытовому | 912005 | Бытовые помещения, тех.бюро цеха | Жизнедеятельность | Не токс. | Твердое | Не растворимо | Стекло Бумага Остатки пищи | |||
| Смет | 912005 | Помещение цеха, тех.бюро, бытовые помещения | Уборка помещений цеха | Не токс. | Твердое | Не растворимо | Песок Бумага Стекло | |||
Приложение
Приложение
(продолжение)
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 4 | NH3 | г/м3 | «Инспектор-1», трубки индикаторные | 0,02 до 1,0 г/м3 (±25%) | Портативный газоанализатор аммиака ТГС-3 АИ | 0 – 99,9 ррm | Газоопредели-тель ГХ-4, ГХ-СО-5 | 0-25-625 г/м3 (±25%) | |
| Сточные воды | |||||||||
| 5 | Fe | мг/л | Колориметр КФК-3,
фотоколори-метрия | 0,05 - 20 мг/л (±20%) | Флюорат-02, флюорометрия, фотометрия | 0,05 –5 мг/л | Портативный анализатор РА
атомно-абсорбционный | 0,05-20 мг/л (±20%) | |
| Cr | 0,005 – 1,0 мг/л (±30%) | 0,002–0,2 мг/л | 0,005–10 мг/л (±30%) | ||||||
| Cu | 0,0005–1,0 мг/л (±25%) | 0,005 –2 мг/л | 0,0005–1,0 мг/л (±25%) | ||||||
| Zn | 0,01 – 1,0 мг/л (±30%) | 0,005 –2 мг/л | 0,01 – 1,0 мг/л (±30%) | ||||||
| Ni | 0,05 – 0,5 мг/л (±10%) | 0,04 –2 мг/л | 0,05 – 0,5 мг/л (±10%) | ||||||
| Cd | 0,001 – 1,0 мг/л (±15%) | 0,0005 –2 мг/л | 0,001 – 1,0 мг/л (±15%) | ||||||
ПРОЕКТИРОВАНИЕ СИСТЕМ ОЧИСТКИ ВОЗДУХА
В ЦЕХЕ ЛИТЬЯ ПЛАСТМАСС
Дата: 2019-05-29, просмотров: 487.