а- від фланцевого електродвигуна через зубчасту муфту;
б- від електродвигуна через карданний вал
Маніпулятор
Маніпулятор призначений для точної установки зливка по осі плющення і вирівнювання гуркоту. Є два маніпулятори по відношенню до осі стану - перед станом і за станом. Пересування лінійок перед станом і за станом здійснюється двома електродвигунами N = 150л.с., n = 460 про/мін через циліндричні редуктори і річкові зачеплення. Максимальний розчин лінійок 1800 мм. Швидкість руху лінійок - 0,511 м/с. Довжина лінійок 8 м Висота лінійок перед станом - 1225мм, за - 875мм.
Кантувальник
Кантувальник служить для повернення зливка на 900 або в два прийоми на 1800; при цьому відбувається збивши окалини. Кантувальник розташований між станинами маніпулятора перед станом. На верхній частині корпусу правої лінійки встановлений вал для приведення в рух кантівальних крюків. На валу посаджені і закріплені на шпонках чотири важелі, на кінцях яких підвішені на осях кантівальні крюки. Відстань між крюками 1500мм. Висота підйому крюків 900мм. Швидкість підйому крюків 0,55 м/с. Кут повороту важелів кантівальних крюків 48012/. Кут повороту зливка за один підйом 900. Пересування кантувальника робиться через редуктор двома електродвигунами типу КПО1250/418 N = 135 кВт, n = 450 про/хв. На малюнку 1.6 показаний пристрій маніпулятора і кантувальника.
Ножиці
Ножиці закритого типу з верхнім резом і кривошип- но-шатунним механізмом, що працює від електроприводу, до складу якого входять три редуктори і чотири електродвигуни. Потужність ножиць 2000т. Ножиці призначені для обрізання кінців і різання смуги перерізом в межах від 65-200 мм по товщині і 650-1520 мм по ширині за умови, що поперечний переріз смуги не перевищує 300000 мм2 для сталей з межею міцності не більше 50 кг/мм2 при 8000С. Довжина сляба залежить від фабрикації зливка в межах 1400-4800 мм. Кількість ножів - 2, сталь марки 5ХВ2С. Розчин між ножами 320мм. Хід верхнього ножа - 340мм найбільше число зрізів 4,9-8,6 в хв. Ширина транспортера для прибирання обрізків 600мм, обмежує довжину обрізків і вагу.
Таврування сляб на бічній грані робиться за допомогою клеймової машини, пневмоцилиндр, що є, з штоком, на якому кріпляться обойми з клеймами.
Конвеєр для прибирання обрізків
Служить для подальшої передачі обрізків від транспортера на столі ножиці, що коливається, до коробки охолодження обрези в прольоті скрапу. Робоча швидкість стрічки конвеєра - 0,49 м/с. Ширина стрічки 1000м. Привід ланцюга здійснюється від електродвигуна N = 40кВт, n = 750об/хв.
Після різки ножиці обрізки рухаються по стрічковому транспортеру на рольганзі, що коливається, потім переходить на конвеєр, дійшовши до кінцевих зірочок, переходить на розподільну плиту скидаючого пристрою. На плиті встановлена напрямна, що обертається, за допомогою якої обрізки спрямовуються в ту або іншу коробку. З коробок обрізки висипаються на ж.д. платформи або в засіки для обрезків в прольоті скрапу.
Проліт складу слябів
Довжина прольоту - 204м. Ширина двох прольотів складу 80м. Склад слябів фактично вміщує 26000-28000т слябів і обладнаний шістьма електромостовими кранами (у кожному прольоті по 3 крани) вантажопідйомністю 20/5 т.
Вирізані на ножицях сляби можуть поступати в печі ТЛЦ по похилому транспортеру і пічному рольгангу або складуватися на стелажах складу слябів. Гарячі сляби, що йдуть на склад слябів, затримуються упорами, розташованими в лінії рольганга, що відводить, біля складальних столів і зіштовхувачами зрушуються на складальний стіл.
Для зрушення слябів з рольганга, що відводить, є два зіштовхувачі, обладнаних 8 пальцями кожен. Кожен робочий хід зіштовхувача 4400мм забезпечує зіштовхування слябів на складальний стіл, а потім на стелажі. Швидкість зіштовхування 0,362 м/с.
Максимальне штовхаюче зусилля - 20 т. Привід кожного зіштовхувача від моторів типу МП-72 потужністю 75 кВт через черв'ячний редуктор і зубчасті рейки.
Штабелюючі столи
Штабелюючі столи розташовані біля зіштовхувачів і служать для укладання слябів в столи і прибирання стоп електрокранами. Максимальний хід стопа 1200мм. Швидкість підйому стопа - 0,023 м/с. Підйомна сила стопа - 25т. Укладання слябів в два ряди може робитися тільки при слябах шириною до 800мм і завдовжки до 2250мм. Привід кожного стопа здійснюється від мотора МП-72 потужністю 75 кВт через черв'ячний редуктор і два підйомних гвинта діаметром 250мм (малюнок 1.8). Зібрані в стопи сляби стикаються на стелажі і забираються електрокранами. Сляби вуглецевих марок забираються на стелажі; легованих марок сталей що вимагають за технологією уповільненого охолодженням або відпалом - вирушають до термічних печей з висувним черенем; стали нержавіючих марок - складуються для наступної передачі в проліт строгальних верстатів цеху. Цех має 28 продольно-строгальних верстатів для обдирання нержавіючих слябів, що підлягають перекату на гарячекатаний лист на безперервному тонколистовому стані. Продуктивність строгального відділення 200-250 т/добу.
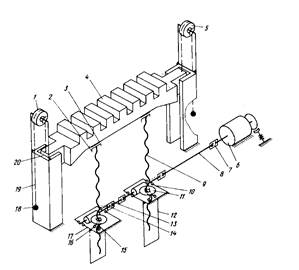
Схема штабельного стола
1,5-блоки; 2,3-кульові опори; 4-стол; 6-электродвигатель; 7,14-зубчасті муфти; 8,13-вали; 9-винт; 10,17-черв'ячні редуктора; 11-черв'ячне колесо; 12-корпус редуктора; 15-гайка; 16-наполегливі підшипники; 18-контр вантажі; 19-цепь; стійка 20-напрямної
7 "Вузькі місця" в цеху
Подальше зростання виробництва слябінгу нині обмежується:
1)недостатньою потужністю нагрівальних засобів, що викликає окрім обмеження обсягу виробництва, затримку зливків перед посадкою в колодязі, а отже - перевитрату палива, затримку охолодження виливниць, збільшення кількості виливниць і розливних складів, що знаходяться в обороті;
2)наявністю чотирьох колодцевих кранів з малою вантажопідйомністю Q=20т не дозволяє збільшувати розважування зливка. Один з чотирьох кранів велику частину часу зайнятий на обслуговуванні ремонтів нагрівальних колодязів. Кран №62 із-за великого фізичного зносу систематично знаходиться на ремонтах;
3)недостатньою продуктивністю засобів для подачі зливків від нагрівальних колодязів до стану. Зливковоз тільки один. Він рухається уздовж фронту усіх нагрівальних колодязів зі швидкістю до 5,6 м/с, не забезпечує максимальну годинну продуктивність стану. Зливковоз із-за ряду конструктивних недоліків не забезпечує нормальну роботу і викликає часті простої стану;
4)конструкція клітей стану не дозволяє забезпечити плющення зливків "на ребро" для збільшення обсягу виробництва і забезпечення ТЛС 95% гарячого всада;
5)двигунів головного приводу стану не дозволяють інтенсифікувати режим обтискань в горизонтальній кліті стану;
6)кантувальник має ряд конструктивних недоліків і не забезпечує нормальну роботу;
7)високою мірою зношеності і недостатньої потужності ножиць для різання гуркоту високоміцних сталей;
8)низькою продуктивністю засобів для прибирання обрези від ножиць в скраппний проліт;
9)недостатньою продуктивністю існуючого устаткування складу слябів (штабелюючих пристроїв і кранів);
10) недостатня міцність і жорсткість корпусу редуктора вертивальних валків;
11) швидке зношування бронзових гайок нажимних гвинтів.
Дата: 2019-05-28, просмотров: 322.