КОРОТКА ХАРАКТЕРИСТИКА ПІДПРИЄМСТВА
До складу металургійного виробництва входить агломераційний (6 агломашин), доменний (5 доменних печей), мартенівський (9 печей) цехи і цех підготовки сталерозливних складів. Прокатне виробництво має у своєму складі 4 прокатні цехи, призначених для виробництва гарячекатаної і холоднокатаної листової сталі, сталевої стрічки, білої жерсті і холодногнутих профілів. Загальна виробнича потужність по виробництву листової сталі - 3,5 млн т в рік. У агломераційному цеху комбінату робиться основний залізорудний агломерат. Практично усі процеси виробництва агломерату автоматизовані.
На п'яти доменних печах комбінат щорічно виплавляє 3,25 млн. чавуну високої якості для виробництва сталі, великогабаритного чавунного литва і товарного чавуну в чушках. Відмітною особливістю чавуну виробництва ВАТ "Запоріжсталь" є низький вміст в нім сірки і фосфору, завдяки чому він має широкий попит на світовому ринку.
У мартенівському цеху комбінату працює 9 печей місткістю 250-500 т із загальною виробничою потужністю 4,35 млн т стали в рік. Сталь робиться скрап-рудним процесом на рідкому чавуні. Мартенівські печі опалюються природним газом. Для інтенсифікації виплавки стали на усіх печах використовується кисень. Сталь продувається аргоном. Сталь, що виплавляється, - маловуглецева і середньовуглецева конструкційна і звичайної якості, низьколегована - розливається в зливки масою до 20 т, використовувані для виробництва листового прокату.
На обтисковому стані слябінг "1150" прокатуються зливки на сляби завтовшки 100-200 мм, шириною 850-1500 мм, завдовжки 1800-4800 мм. Сляби призначені для перекату на лист, в гарячому стані передаються на широкосмуговий стан гарячого плющення.
Цех гарячого плющення тонкого листа оснащений агрегатами для забезпечення постачання прокату - шириною від 850 до 1500 мм. Безперервний тонколистовий стан гарячого плющення "1680" виробничою потужністю 3,5 млн т в рік робить смуги завтовшки 2,0-8,0 мм, шириною 1000-1500 мм, масою рулону до 16 т. На трьох агрегатах робиться більше 500 сортових (куточки, швелери) і спеціальних фасонних профілерозмірів гнутих профілів з вуглецевої, низьколегованої і нержавіючої сталі з товщиною стінки від 1,0 до 8,0 мм і з шириною розгортки профілю до 1450 мм.
У цеху холодного плющення № 1 на безперервному стані "1680", двох реверсивних станах "1680" і "1200", двадцятивалковому стані "1700" і двох безперервних вузько смугових четирьохклітьєвих станах "450" і "650" робиться холоднокатаний лист, смуги і стрічки з вуглецевої, низьколегованої, легованої і нержавіючої сталі. Цех оснащений засобами для дресирування, поперечного і подовжнього різання, що забезпечують постачання холоднокатаного прокату завтовшки від 0,2 до 2,0 мм, шириною від 10 до 1500 мм і завдовжки листа до 4000 мм, а також рулонів масою до 14 т.
Цех холодного плющення № 3 має в розпорядженні унікальний стан "2800" для виробництва великогабаритного холоднокатаного листа завтовшки 1,5-5,5 мм, шириною 1000-2300 мм і завдовжки до 4500 мм з вуглецевих, легованих і нержавіючих сталей. У складі цеху діє спеціалізоване відділення по виробництву шліфованих і полірованих листів і смуг в рулонах з нержавіючої сталі.
Надалі на комбінаті намічено без зупинки виробництва побудувати і ввести в роботу сучасний конверторний цех з безперервним розливанням.
ВИРОБНИЦТВО ПРОКАТУ
Основою високої продуктивності в роботі ланцюжка мартен - слябінг - ТЛЦ являється чітке дотримання графіку "ширина - марка стали - час". Безумовне виконання цієї вимоги усіма цехами безперервного ланцюжка забезпечує максимально можливу температуру вступу металу на колодязі цеху слябінг і методичні печі безперервного тонколистового стану, відповідно високу продуктивність нагрівальних пристроїв і прокатних станів, зниження витрати палива, суворе дотримання технології "плющення по ширині" на безперервному тонколистовому стані, кількість листового прокату, що забезпечує. У існуючих умовах діапазон ширини листа прокатуваного на безперервному тонколистовому стані "1680" від 710 до 1500мм. Портфель замовлень, виданих Главметаллосбитом, містить 70 - 80 ширини. Необхідно відмітити, що Главметаллосбитом не укрупнюються близькі по ширині замовлення (906 і 908мм; 1025 і 1020мм), через що на перебудови ТЛЦ щодоби втрачається 300 - 500 т. листового прокату. Такий діапазон ширини вимагає відповідного діапазону розмірів зливків. Нині в роботі знаходяться наступні типи зливків, які приведені в таблиці 3.1.
Будується щодекадне планування роботи безперервного ланцюжка мартен - слябінг - ТЛЦ і робота кожного цеху, окремо починаючи від підготовки складів з виливницями відповідних типів (ширини) і кінчаючи посадкою в печі тонколистового стану слябів відповідної ширини не лише в розрізі доби, але і головне в розрізі зміни.
Таблиця 3.1-Типи злитків
| Тип изл. | Переріз зливка (більше), мм | Виливниця | Зливки КП і ПС | Зливки СП | Прокатувана ширина, мм | |||
| Висота, мм | Вага, т | Висота, мм | Вага,т | Висота, мм | Вага,т | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13 | 640*1480 | 2200 | 15,0 | 2000 | 12,5 | 2900 | 16,6 | 1420 – 1300 |
| 14 | 640*1600 | 2200 | 16,1 | 2000 | 14,3 | 2900 | 17,8 | 1520 – 1430 |
| 15 | 780*1000 | 2400 | 15,1 | 2200 | 11,2 | 3100 | 14,8 | 940 – 730 |
| 16 | 780*1170 | 2400 | 18,1 | 2200 | 13,2 | 3100 | 17,6 | 1110 – 950 |
| 17 | 780*1330 | 2400 | 20,5 | 2200 | 15,1 | 3100 | 19,9 | 1270 – 1120 |
| 18 | 780*1500 | 2400 | 21,2 | 2200 | 16,9 | - | - | 1520 – 1430 |
Примітка: висота зливків спокійних марок сталей загальна (кюммель + тіло зливка + прибуток), мм.
Місячний портфель замовлень листового прокату розбивається по ширині і маркам сталей на декади. Виробничий відділ заводу контролює завантаження замовлень по ширині і маркам сталей, і, знаючи об'єм загрузки в тій або іншій ширині листа, плануємо щодобову роботу цехів мартенівського, слябінгу, тонколистового на необхідній ширині виливниць (зливків). У існуючих умовах при нормальній організації роботи планується по добі впродовж декади наступна виплавка стали по типах виливниць і відповідно прокат слябів і листа по ширині таблиця 3.2.
Таблиця 3.2- виплавка стали по типах виливниць і прокату слябів
| Дні декади | Типи виливниць, № | Прокатив. ширина, мм |
| 3 дні декади | 19 (14); 18 (13) | 1500 – 1300 |
| 3 дні декади | 17 (12) | 1280 – 1120 |
| 4 дні декади | 16 (10); 15 (9); 8 | 1070 – 710 |
Після 10 діб (перевалки опорних валків ТЛЦ) цикл повторюється.
Щодня в мартенівському цеху за участю начальника виробничого відділу, начальника мартенівського цеху, завідуючими бюро тонколистового цеху і цеху слябінг складається графік виплавки стали мартенівським цехом, в якому вказується кількість плавок, що випускаються, марок стали, типи зливків, час випуску і призначення кожної плавки (комплексний графік) на наступну добу. Виробничим відділом розподіляються об'єми металу по цехах (на товарні сляби - цеху слябінг; на гарячекатаний лист - ТЛЦ № підкат для холоднокатаного листа і підкат для жерсті - ЦХП). Комплексний графік затверджується начальником виробничого відділу заводу. Відповідно до комплексного графіку складаються графіки прокату по ширині, часу і маркам сталей в цеху слябінг і тонколистовому цеху, причому в тонколистовому цеху складається позмінний з обов'язковим зменшенням ширини прокатуваного листа (згідно технології) від початку до кінця зміни (перевалка вироблених робочих валків чистової групи стану звичайна через 8 годин на початку зміни). Для забезпечення максимальної продуктивності і якісного прокату листа на безперервному тонколистовому стані "1680" необхідно, щоб в печі тонколистового стану потрапили сляби "транзитом" або "гарячим всадом" (з температурою 600 - 9000С) заданої ширини і марки стали за часом. Для цього необхідно: 1) щоб кожна плавка в мартенівському цеху була зроблена в строго заданий по графіку час у відповідний тип виливниці і заданої марки стали; 2) щоб розлита плавка була вчасно роздягнена в стриперному відділенні і по графіку була поставлена під посадку в проліт колодязів слябінгу (впливає на температуру гарячого всада зливків); 3) щоб плавка без затримок була посаджена в нагрівальні колодязі і видана після нагріву в прокат за часом відповідно до графіку видачі; 4) щоб після прокату плавки на слябінгу вона потрапила по ширині відповідно до ширини металу, що подавався в цей час, в печі тонколистового стану і була передана "транзитом" (по похилому конвеєру).
При недотриманні одного з цих численних чинників комплексного графіку марка стали - ширина - час, наприклад: випуск плавки раніше або пізніше графіку, випуск іншої марки стали або в інший тип виливниць, затримка в стриперному відділенні, випуск одночасно декількох плавок ("купчастість випуску"), нагрів металу пізніше за графік і інші, знижується продуктивність цеху слябінг, "гарячий" метал лягає на склад слябів, а із складу слябінг піднімається краном "холодний" метал. При цьому в добу на складі слябів кранами перекладається до 20000 тонн слябів пі посадці в печі ТЛЦ необхідного по ширині металу. Із-за посадки "холодного" металу різко знижується продуктивність тонколистового стану. Крім того, внаслідок порушення технології плющення по ширині, потрібно велику кількість перебудов з однієї ширини на іншу, а з іншого боку призводить до посиленого зносу валків і збільшення 2-х сортів і беззаказного листа. Спостереження за роботою стану показали, що кількість перебудов досягає 105 раз на добу. Тривалість однієї перебудови 1,3 - 2,5 хвилин, а отже за добу на одних перебудовах втрачається 1,3 - 2,5 години або 600 - 100 тонн виробництва. Половина цієї кількості перебудов відноситься до перебудов по ширині.
Для забезпечення високо продуктивної ритмічної роботи цехів безперервного ланцюжка мартен - слябінг - ТЛЦ і обов'язкового дотримання технології плющення "по ширині". Можливе одне тільки рішення, що усуває усі вказані недоліки, - установка нових станин горизонтальної і вертикальної клітей стану "слябінг", що забезпечують максимальний розчин горизонтальних валків - 1600мм і можливість плющення зливків "на ребро" з 2-х - 3-х типів зливків для усього діапазону ширини 1500 - 700мм.
Схема ватажопотоків
ТЕХНОЛОГІЧНИЙ ПРОЦЕС
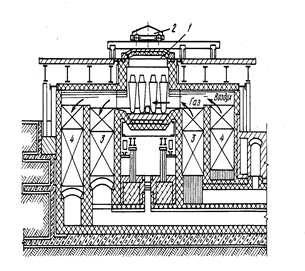
Згідно з технологічною схемою виробництва, цех "слябінг" забезпечується зливками з мартенівського цеху через стриперне відділення, в якому зливки звільняються від виливниць і в гарячому стані з температурою 800 - 10600С в проліт нагрівальних колодязів цеху слябінг. Крім того, по кооперативних постачаннях із заводу "Днепроспецсталь" поступають зливки легованих і нержавіючих марок сталей з температурою не менше 8000С у кількості 5 - 10% від загального виробництва, а також холодні зливки із складів мартенівського і цеху слябінг. Склади, що поступили, знімаються з візків мостовими кранами колодцевого типу і саджають в камери колодязів для підігрівання. Три групи колодязів (№12) спеціалізовано для нагріву легованих і нержавіючих марок сталей. Продуктивність однієї групи колодязів 55 - 60 т/години Тривалість нагріву залежить від марки стали і від температури посаду.
Управління процесом нагріву здійснюється індивідуально для кожної камери. У камери автоматично поступає необхідна кількість тепла по заздалегідь заданому графіку до повної готовності зливків до плющення. Це досягається застосуванням автоматично діючих приладів. Зливки, підігріті до температури 1360 - 13800С, виймаються з колодязів і встановлюються на зливковоз кліщовими кранами, який транспортує їх до приймального рольгангу. Пройшовши приймальний рольганг, зливок подається на допоміжний рольганг і поступає у валяння робочої кліті стану для обтискання до необхідних розмірів. Число пропусків зливка між горизонтальними і вертикальними валяннями робочої кліті залежить від їх ваги і сортаменту прокатуваних слябів. В процесі плющення напрям зливків у валяння здійснюється лінійками маніпулятора, встановленими над робочими рольгангами перед станом і за станом. Зазвичай плющення слябів робиться навзнаки, і вертикальні валяння служать тільки для зняття розширення і великих обтискань ними не роблять. При плющенні зливків на сляби із спеціальних марок сталей, для рівномірного розподілу обтискань по перерізу зливка і скидання окалини з верхньої поверхні зливків, робиться кантівка зливків на 1800 кантувальником. Збита окалина провалюється під стан в жолоб, по якому водою змивається у відстійник. З відстійника окалина краном грейфера вантажиться у вагони і вивозиться з цеху. Число пропусків коливається від 11 до 21. Обтискання в горизонтальних валяннях: 100 - 8мм; у вертикальних: 30 - 5мм за пропуск. Після плющення сляби транспортуються рольгангом, що підводить, до ножиць, на яких відрізується спочатку передній кінець, а потім сляб ріжеться на мірні довжини. Різ смуги робиться при температурі 900 - 11500С. Ззаду ножиць встановлений рухливий упор, який регулює при різанні розкрий смуги на певні довжини. При подачі смуги під ніж упор опускається і тримає передній кінець смуги на заданій відстані від ножа. При короткій смузі включається штовхальник і проштовхує важелем смугу під ніж, а останній відрізок стикається на транспортер рольганга, що коливається, потім на конвеєр обрізків, який подає їх скрапу проліт в короби. З коробів обрізання вивантажуються на платформи електромостовим краном.
Порізані на мірні довжини сляби подаються по похилому транспортеру до печей безперервного тонколистового стану або забираються на склад слябів. Сляби при прибиранні на склад стикаються з рольганга, що відводить, одним із зіштовхувачів на штабелюючий стіл, прийому кожного сляба, що опускається потім, на його товщину. Набрана на столі стопа слябів піднімається і стикається на стелаж, з якого забирається на склад за допомогою крану із спеціальною підвісною крюк траверсою. Усі сляби легованих марок сталей піддаються уповільненому охолодженню або відпалу в печах з висувним піддоном. Сляби вуглецевих марок сталей на складі сортуються, після огляду робиться видалення вад за допомогою вогневої зачистки і наждачної зачистки. Сляби нержавіючих марок сталей струганню в строгальному відділенні цеху. Прийняті ОТК сляби передаються ТЛЦ або відвантажуються споживачам.
Зливковоз
Для подачі нагрітих зливків на приймальний рольганг стану в горизонтальному положенні служить двовісна візок-перекидач (зливковоз див. малюнок 1.4). Живлення двигуна пересування здійснюється від тролів. Перекидання люльки із зливком робиться напівавтомат. Швидкість пересування зливковоза до 6 м/с. У разі подачі зливків від першої і другої груп колодязів, зливки встановлюються безпосередньо краном в стаціонарний перекидач, який укладає зливок на рольганг. При підході до рольгангу швидкість зливковоза автоматично понижається; до моменту зіткнення з упором включається кінцевий виключатель і зливковоз зупиняється. У цей же період автоматично включається двигун повороту люльки. Зливок плавно укладається на ролики і потім приймальним рольгангом транспортується до стану.
Відомо, зливковоз застосовується для подачі зливків з прольоту нагрівальних колодязів до приймального рольгангу обтискового стану. З точки зору охорони праці людини зливковоз управляється з пульта управління. Для нормальної роботи зливковоза необхідно, щоб виконувалися технологічні вимоги: зупинка зливковоза в потрібний момент перед рольгангом, не допускається зіткнення зливковоза з приймальним рольгангом.
Для транспортування зливків у світовій практиці використовують різні типи зливковозов. На металургійному комбінаті "Запоріжсталь" подача зливків здійснюється за допомогою одного зливковоза, який рухається уздовж фронту нагрівальних колодязів. Для точності зупинки зливковоза перед приймальним рольгангом використовують упор зливковоза.
Подача зливків виконується за схемою: вантаження зливків в люльку і візок за допомогою колодцевого кліщового крану, транспортування зливків до приймального рольгангу на зливковозі, розвантаження зливків з люльки виконує сам зливковоз за допомогою механізму перекидання люльки, подачу зливка з візка зливковоза на рольганг виконується за допомогою колодцевого кліщового крану.
Для подачі зливків використовують різні типи зливковозов. На металургійних комбінатах з високою продуктивністю обтискового стану використовується кільцева слиткоподача, де по кільцю в однаковому напрямі рухається декілька зливковозов із зливками, які стикається на приймальням рольганг за допомогою зіштовхувача. Також застосовуються зливковози з різною конструкцією: двох осьові, трьох осьові (для транспортування зливків великої маси). Також використовують різні типи упорів зливковоза : гідравлічний упор, пружинний упор та ін. Зливковози і упори зливковозов мають ряд конструктивних недоліків, які негативно позначаються на ефективності роботи зливковоза. по-перше, при вантаженні зливка відбувається удар зливка об зливковоз, пружини, які встановлені на ходових колесах, слабо гасять удар. По-друге, при підході зливковоза до рольгангу упор не завжди забезпечує зупинку зливковоза на заданій ділянці. Із-за високої температури зливків на гідравлічному упорі відбувається нагрів робочої рідини, що призводить до швидкого виходу з ладу упору. Ці недоліки торкаються зливковоза і упору, які застосовуються в обтисковому цеху металургійного комбінату "Запоріжсталь". Тому украй важливо розв'язати цю проблему, що і є темою спеціальної частини проекту.
Становий проліт
Становий проліт завдовжки - 78м, шириною - 27м з кроком колон - 12м обладнаний двома електробруківками кранами Q=30/5 т і Q=75/15 т, службовцями для виробництва ремонтних робіт і перевалок робіт і перевалок валків, прибирання скрапу і інших робіт.
Рольганги
Усі рольганги встановлені по одній осі - осі плющення, утворюючи безперервну лінію транспортування прокатуваного металу. Кожен рольганг складається із станини, роликів, трансмісії і приводу. Усі рольганги мають направляючі лінійки. Ролики рольгангов ковані і литі порожнисті. Встановлюються ролики упоперек станини між рамами рольгангов, розташовуючись роликопідшипниками, насадженими на обидві шийки ролика, в гніздах рам. На одній шийці з приводного боку насаджена конічна шестерня, що входить в зачеплення з відповідною конічною шестернею на приводному трансмісійному валу. Вал із закріпленими конічними шестернями встановлюють в масляній ванні з приводного боку рольгангів, і закривається кришкою. Привід складається з мотора і редуктора. У усіх рольгангів верхня площина роликів знаходиться вище за рівень підлоги цеху на 800мм. Мастило усіх підшипників - густе від центральної мастильної станції. Мастило конічних шестерень - картер. Привід роликів робочих рольгангів перед станом і за станом робляться від індивідуальних електродвигунів потужністю N = 80 кВт, n = 470 про/мін типу МП-82.

Маніпулятор
Маніпулятор призначений для точної установки зливка по осі плющення і вирівнювання гуркоту. Є два маніпулятори по відношенню до осі стану - перед станом і за станом. Пересування лінійок перед станом і за станом здійснюється двома електродвигунами N = 150л.с., n = 460 про/мін через циліндричні редуктори і річкові зачеплення. Максимальний розчин лінійок 1800 мм. Швидкість руху лінійок - 0,511 м/с. Довжина лінійок 8 м Висота лінійок перед станом - 1225мм, за - 875мм.
Кантувальник
Кантувальник служить для повернення зливка на 900 або в два прийоми на 1800; при цьому відбувається збивши окалини. Кантувальник розташований між станинами маніпулятора перед станом. На верхній частині корпусу правої лінійки встановлений вал для приведення в рух кантівальних крюків. На валу посаджені і закріплені на шпонках чотири важелі, на кінцях яких підвішені на осях кантівальні крюки. Відстань між крюками 1500мм. Висота підйому крюків 900мм. Швидкість підйому крюків 0,55 м/с. Кут повороту важелів кантівальних крюків 48012/. Кут повороту зливка за один підйом 900. Пересування кантувальника робиться через редуктор двома електродвигунами типу КПО1250/418 N = 135 кВт, n = 450 про/хв. На малюнку 1.6 показаний пристрій маніпулятора і кантувальника.
Ножиці
Ножиці закритого типу з верхнім резом і кривошип- но-шатунним механізмом, що працює від електроприводу, до складу якого входять три редуктори і чотири електродвигуни. Потужність ножиць 2000т. Ножиці призначені для обрізання кінців і різання смуги перерізом в межах від 65-200 мм по товщині і 650-1520 мм по ширині за умови, що поперечний переріз смуги не перевищує 300000 мм2 для сталей з межею міцності не більше 50 кг/мм2 при 8000С. Довжина сляба залежить від фабрикації зливка в межах 1400-4800 мм. Кількість ножів - 2, сталь марки 5ХВ2С. Розчин між ножами 320мм. Хід верхнього ножа - 340мм найбільше число зрізів 4,9-8,6 в хв. Ширина транспортера для прибирання обрізків 600мм, обмежує довжину обрізків і вагу.
Таврування сляб на бічній грані робиться за допомогою клеймової машини, пневмоцилиндр, що є, з штоком, на якому кріпляться обойми з клеймами.
Проліт складу слябів
Довжина прольоту - 204м. Ширина двох прольотів складу 80м. Склад слябів фактично вміщує 26000-28000т слябів і обладнаний шістьма електромостовими кранами (у кожному прольоті по 3 крани) вантажопідйомністю 20/5 т.
Вирізані на ножицях сляби можуть поступати в печі ТЛЦ по похилому транспортеру і пічному рольгангу або складуватися на стелажах складу слябів. Гарячі сляби, що йдуть на склад слябів, затримуються упорами, розташованими в лінії рольганга, що відводить, біля складальних столів і зіштовхувачами зрушуються на складальний стіл.
Для зрушення слябів з рольганга, що відводить, є два зіштовхувачі, обладнаних 8 пальцями кожен. Кожен робочий хід зіштовхувача 4400мм забезпечує зіштовхування слябів на складальний стіл, а потім на стелажі. Швидкість зіштовхування 0,362 м/с.
Максимальне штовхаюче зусилля - 20 т. Привід кожного зіштовхувача від моторів типу МП-72 потужністю 75 кВт через черв'ячний редуктор і зубчасті рейки.
Штабелюючі столи
Штабелюючі столи розташовані біля зіштовхувачів і служать для укладання слябів в столи і прибирання стоп електрокранами. Максимальний хід стопа 1200мм. Швидкість підйому стопа - 0,023 м/с. Підйомна сила стопа - 25т. Укладання слябів в два ряди може робитися тільки при слябах шириною до 800мм і завдовжки до 2250мм. Привід кожного стопа здійснюється від мотора МП-72 потужністю 75 кВт через черв'ячний редуктор і два підйомних гвинта діаметром 250мм (малюнок 1.8). Зібрані в стопи сляби стикаються на стелажі і забираються електрокранами. Сляби вуглецевих марок забираються на стелажі; легованих марок сталей що вимагають за технологією уповільненого охолодженням або відпалом - вирушають до термічних печей з висувним черенем; стали нержавіючих марок - складуються для наступної передачі в проліт строгальних верстатів цеху. Цех має 28 продольно-строгальних верстатів для обдирання нержавіючих слябів, що підлягають перекату на гарячекатаний лист на безперервному тонколистовому стані. Продуктивність строгального відділення 200-250 т/добу.
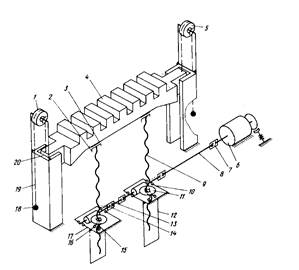
Схема штабельного стола
1,5-блоки; 2,3-кульові опори; 4-стол; 6-электродвигатель; 7,14-зубчасті муфти; 8,13-вали; 9-винт; 10,17-черв'ячні редуктора; 11-черв'ячне колесо; 12-корпус редуктора; 15-гайка; 16-наполегливі підшипники; 18-контр вантажі; 19-цепь; стійка 20-напрямної
7 "Вузькі місця" в цеху
Подальше зростання виробництва слябінгу нині обмежується:
1)недостатньою потужністю нагрівальних засобів, що викликає окрім обмеження обсягу виробництва, затримку зливків перед посадкою в колодязі, а отже - перевитрату палива, затримку охолодження виливниць, збільшення кількості виливниць і розливних складів, що знаходяться в обороті;
2)наявністю чотирьох колодцевих кранів з малою вантажопідйомністю Q=20т не дозволяє збільшувати розважування зливка. Один з чотирьох кранів велику частину часу зайнятий на обслуговуванні ремонтів нагрівальних колодязів. Кран №62 із-за великого фізичного зносу систематично знаходиться на ремонтах;
3)недостатньою продуктивністю засобів для подачі зливків від нагрівальних колодязів до стану. Зливковоз тільки один. Він рухається уздовж фронту усіх нагрівальних колодязів зі швидкістю до 5,6 м/с, не забезпечує максимальну годинну продуктивність стану. Зливковоз із-за ряду конструктивних недоліків не забезпечує нормальну роботу і викликає часті простої стану;
4)конструкція клітей стану не дозволяє забезпечити плющення зливків "на ребро" для збільшення обсягу виробництва і забезпечення ТЛС 95% гарячого всада;
5)двигунів головного приводу стану не дозволяють інтенсифікувати режим обтискань в горизонтальній кліті стану;
6)кантувальник має ряд конструктивних недоліків і не забезпечує нормальну роботу;
7)високою мірою зношеності і недостатньої потужності ножиць для різання гуркоту високоміцних сталей;
8)низькою продуктивністю засобів для прибирання обрези від ножиць в скраппний проліт;
9)недостатньою продуктивністю існуючого устаткування складу слябів (штабелюючих пристроїв і кранів);
10) недостатня міцність і жорсткість корпусу редуктора вертивальних валків;
11) швидке зношування бронзових гайок нажимних гвинтів.
Висновок
На практиці я познайомився з обладнанням обтискного цеху. Побачив в дії ножиці, слитковіз, вал, кліть, редуктор, кривошипно-шатунний механізм. Побачив у дії доменні та мартенівські печі. Ознайомився з будовою цеху та його управлінням. Переконався в складності промислового циклу.
Список літератури
1. Плахтин В. Д. Надійність, ремонт і монтаж металургійних машин. 1983. 413 с.
2. Седуш В. Я. Надійність, ремонт і монтаж металургійних машин. Київ, Донецьк. 1981. 264с.
3. Притикин Д.П. Надійність, ремонт і монтаж металургійного устаткування, 1985. 369с.
4. Колов К.С., Ягунов А.В. Вискребенець А.С. Надійність ремонт і монтаж технологічного устаткування заводів кольорової металургії 1984. 224с.
5. Басів А.И., Єльців Ф.П. Довідник механіка заводів кольорової металургії 1981. 424с.
6. Целіків А.И., Напівхін П. І. Машини і агрегати металургійних заводів. Т. Машини і агрегати доменних цехів. М. металургія, 1979.-415 с.
КОРОТКА ХАРАКТЕРИСТИКА ПІДПРИЄМСТВА
До складу металургійного виробництва входить агломераційний (6 агломашин), доменний (5 доменних печей), мартенівський (9 печей) цехи і цех підготовки сталерозливних складів. Прокатне виробництво має у своєму складі 4 прокатні цехи, призначених для виробництва гарячекатаної і холоднокатаної листової сталі, сталевої стрічки, білої жерсті і холодногнутих профілів. Загальна виробнича потужність по виробництву листової сталі - 3,5 млн т в рік. У агломераційному цеху комбінату робиться основний залізорудний агломерат. Практично усі процеси виробництва агломерату автоматизовані.
На п'яти доменних печах комбінат щорічно виплавляє 3,25 млн. чавуну високої якості для виробництва сталі, великогабаритного чавунного литва і товарного чавуну в чушках. Відмітною особливістю чавуну виробництва ВАТ "Запоріжсталь" є низький вміст в нім сірки і фосфору, завдяки чому він має широкий попит на світовому ринку.
У мартенівському цеху комбінату працює 9 печей місткістю 250-500 т із загальною виробничою потужністю 4,35 млн т стали в рік. Сталь робиться скрап-рудним процесом на рідкому чавуні. Мартенівські печі опалюються природним газом. Для інтенсифікації виплавки стали на усіх печах використовується кисень. Сталь продувається аргоном. Сталь, що виплавляється, - маловуглецева і середньовуглецева конструкційна і звичайної якості, низьколегована - розливається в зливки масою до 20 т, використовувані для виробництва листового прокату.
На обтисковому стані слябінг "1150" прокатуються зливки на сляби завтовшки 100-200 мм, шириною 850-1500 мм, завдовжки 1800-4800 мм. Сляби призначені для перекату на лист, в гарячому стані передаються на широкосмуговий стан гарячого плющення.
Цех гарячого плющення тонкого листа оснащений агрегатами для забезпечення постачання прокату - шириною від 850 до 1500 мм. Безперервний тонколистовий стан гарячого плющення "1680" виробничою потужністю 3,5 млн т в рік робить смуги завтовшки 2,0-8,0 мм, шириною 1000-1500 мм, масою рулону до 16 т. На трьох агрегатах робиться більше 500 сортових (куточки, швелери) і спеціальних фасонних профілерозмірів гнутих профілів з вуглецевої, низьколегованої і нержавіючої сталі з товщиною стінки від 1,0 до 8,0 мм і з шириною розгортки профілю до 1450 мм.
У цеху холодного плющення № 1 на безперервному стані "1680", двох реверсивних станах "1680" і "1200", двадцятивалковому стані "1700" і двох безперервних вузько смугових четирьохклітьєвих станах "450" і "650" робиться холоднокатаний лист, смуги і стрічки з вуглецевої, низьколегованої, легованої і нержавіючої сталі. Цех оснащений засобами для дресирування, поперечного і подовжнього різання, що забезпечують постачання холоднокатаного прокату завтовшки від 0,2 до 2,0 мм, шириною від 10 до 1500 мм і завдовжки листа до 4000 мм, а також рулонів масою до 14 т.
Цех холодного плющення № 3 має в розпорядженні унікальний стан "2800" для виробництва великогабаритного холоднокатаного листа завтовшки 1,5-5,5 мм, шириною 1000-2300 мм і завдовжки до 4500 мм з вуглецевих, легованих і нержавіючих сталей. У складі цеху діє спеціалізоване відділення по виробництву шліфованих і полірованих листів і смуг в рулонах з нержавіючої сталі.
Надалі на комбінаті намічено без зупинки виробництва побудувати і ввести в роботу сучасний конверторний цех з безперервним розливанням.
ВИРОБНИЦТВО ПРОКАТУ
Основою високої продуктивності в роботі ланцюжка мартен - слябінг - ТЛЦ являється чітке дотримання графіку "ширина - марка стали - час". Безумовне виконання цієї вимоги усіма цехами безперервного ланцюжка забезпечує максимально можливу температуру вступу металу на колодязі цеху слябінг і методичні печі безперервного тонколистового стану, відповідно високу продуктивність нагрівальних пристроїв і прокатних станів, зниження витрати палива, суворе дотримання технології "плющення по ширині" на безперервному тонколистовому стані, кількість листового прокату, що забезпечує. У існуючих умовах діапазон ширини листа прокатуваного на безперервному тонколистовому стані "1680" від 710 до 1500мм. Портфель замовлень, виданих Главметаллосбитом, містить 70 - 80 ширини. Необхідно відмітити, що Главметаллосбитом не укрупнюються близькі по ширині замовлення (906 і 908мм; 1025 і 1020мм), через що на перебудови ТЛЦ щодоби втрачається 300 - 500 т. листового прокату. Такий діапазон ширини вимагає відповідного діапазону розмірів зливків. Нині в роботі знаходяться наступні типи зливків, які приведені в таблиці 3.1.
Будується щодекадне планування роботи безперервного ланцюжка мартен - слябінг - ТЛЦ і робота кожного цеху, окремо починаючи від підготовки складів з виливницями відповідних типів (ширини) і кінчаючи посадкою в печі тонколистового стану слябів відповідної ширини не лише в розрізі доби, але і головне в розрізі зміни.
Таблиця 3.1-Типи злитків
| Тип изл. | Переріз зливка (більше), мм | Виливниця | Зливки КП і ПС | Зливки СП | Прокатувана ширина, мм | |||
| Висота, мм | Вага, т | Висота, мм | Вага,т | Висота, мм | Вага,т | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13 | 640*1480 | 2200 | 15,0 | 2000 | 12,5 | 2900 | 16,6 | 1420 – 1300 |
| 14 | 640*1600 | 2200 | 16,1 | 2000 | 14,3 | 2900 | 17,8 | 1520 – 1430 |
| 15 | 780*1000 | 2400 | 15,1 | 2200 | 11,2 | 3100 | 14,8 | 940 – 730 |
| 16 | 780*1170 | 2400 | 18,1 | 2200 | 13,2 | 3100 | 17,6 | 1110 – 950 |
| 17 | 780*1330 | 2400 | 20,5 | 2200 | 15,1 | 3100 | 19,9 | 1270 – 1120 |
| 18 | 780*1500 | 2400 | 21,2 | 2200 | 16,9 | - | - | 1520 – 1430 |
Примітка: висота зливків спокійних марок сталей загальна (кюммель + тіло зливка + прибуток), мм.
Місячний портфель замовлень листового прокату розбивається по ширині і маркам сталей на декади. Виробничий відділ заводу контролює завантаження замовлень по ширині і маркам сталей, і, знаючи об'єм загрузки в тій або іншій ширині листа, плануємо щодобову роботу цехів мартенівського, слябінгу, тонколистового на необхідній ширині виливниць (зливків). У існуючих умовах при нормальній організації роботи планується по добі впродовж декади наступна виплавка стали по типах виливниць і відповідно прокат слябів і листа по ширині таблиця 3.2.
Таблиця 3.2- виплавка стали по типах виливниць і прокату слябів
| Дні декади | Типи виливниць, № | Прокатив. ширина, мм |
| 3 дні декади | 19 (14); 18 (13) | 1500 – 1300 |
| 3 дні декади | 17 (12) | 1280 – 1120 |
| 4 дні декади | 16 (10); 15 (9); 8 | 1070 – 710 |
Після 10 діб (перевалки опорних валків ТЛЦ) цикл повторюється.
Щодня в мартенівському цеху за участю начальника виробничого відділу, начальника мартенівського цеху, завідуючими бюро тонколистового цеху і цеху слябінг складається графік виплавки стали мартенівським цехом, в якому вказується кількість плавок, що випускаються, марок стали, типи зливків, час випуску і призначення кожної плавки (комплексний графік) на наступну добу. Виробничим відділом розподіляються об'єми металу по цехах (на товарні сляби - цеху слябінг; на гарячекатаний лист - ТЛЦ № підкат для холоднокатаного листа і підкат для жерсті - ЦХП). Комплексний графік затверджується начальником виробничого відділу заводу. Відповідно до комплексного графіку складаються графіки прокату по ширині, часу і маркам сталей в цеху слябінг і тонколистовому цеху, причому в тонколистовому цеху складається позмінний з обов'язковим зменшенням ширини прокатуваного листа (згідно технології) від початку до кінця зміни (перевалка вироблених робочих валків чистової групи стану звичайна через 8 годин на початку зміни). Для забезпечення максимальної продуктивності і якісного прокату листа на безперервному тонколистовому стані "1680" необхідно, щоб в печі тонколистового стану потрапили сляби "транзитом" або "гарячим всадом" (з температурою 600 - 9000С) заданої ширини і марки стали за часом. Для цього необхідно: 1) щоб кожна плавка в мартенівському цеху була зроблена в строго заданий по графіку час у відповідний тип виливниці і заданої марки стали; 2) щоб розлита плавка була вчасно роздягнена в стриперному відділенні і по графіку була поставлена під посадку в проліт колодязів слябінгу (впливає на температуру гарячого всада зливків); 3) щоб плавка без затримок була посаджена в нагрівальні колодязі і видана після нагріву в прокат за часом відповідно до графіку видачі; 4) щоб після прокату плавки на слябінгу вона потрапила по ширині відповідно до ширини металу, що подавався в цей час, в печі тонколистового стану і була передана "транзитом" (по похилому конвеєру).
При недотриманні одного з цих численних чинників комплексного графіку марка стали - ширина - час, наприклад: випуск плавки раніше або пізніше графіку, випуск іншої марки стали або в інший тип виливниць, затримка в стриперному відділенні, випуск одночасно декількох плавок ("купчастість випуску"), нагрів металу пізніше за графік і інші, знижується продуктивність цеху слябінг, "гарячий" метал лягає на склад слябів, а із складу слябінг піднімається краном "холодний" метал. При цьому в добу на складі слябів кранами перекладається до 20000 тонн слябів пі посадці в печі ТЛЦ необхідного по ширині металу. Із-за посадки "холодного" металу різко знижується продуктивність тонколистового стану. Крім того, внаслідок порушення технології плющення по ширині, потрібно велику кількість перебудов з однієї ширини на іншу, а з іншого боку призводить до посиленого зносу валків і збільшення 2-х сортів і беззаказного листа. Спостереження за роботою стану показали, що кількість перебудов досягає 105 раз на добу. Тривалість однієї перебудови 1,3 - 2,5 хвилин, а отже за добу на одних перебудовах втрачається 1,3 - 2,5 години або 600 - 100 тонн виробництва. Половина цієї кількості перебудов відноситься до перебудов по ширині.
Для забезпечення високо продуктивної ритмічної роботи цехів безперервного ланцюжка мартен - слябінг - ТЛЦ і обов'язкового дотримання технології плющення "по ширині". Можливе одне тільки рішення, що усуває усі вказані недоліки, - установка нових станин горизонтальної і вертикальної клітей стану "слябінг", що забезпечують максимальний розчин горизонтальних валків - 1600мм і можливість плющення зливків "на ребро" з 2-х - 3-х типів зливків для усього діапазону ширини 1500 - 700мм.
Дата: 2019-05-28, просмотров: 342.