Маршрут обработки поверхности – это перечень методов обработки, расположенных в технологической последовательности.
Таблица 2.1 Маршрут обработки
| Номер операции | Название операции | То, мин | Тшт-к, мин |
| 00 | Заготовительная | ||
| 05 | Токарная (черновая), установ А | 0,37 | 0,67 |
| Токарная (черновая), установ Б | 0,37 | 1,5 | |
| 10
| Фрезерная, установ А | 0,17 | 0,33 |
| Фрезерная, установ Б | 0,5 | 2,8 | |
| 15 | Сверлильная | 0,17 | 0,33 |
| 20 | Центрошлифовальная | 0,17 | 0,05 |
| 25 | Круглошлифовальная | 0,42 | 0,17 |
| 30 | Круглошлифовальная | 0,42 | 0,5 |
| 35 | Плоскошлифовальная | 0,5 | 0,67 |
| Итого | 7,02 |
Расчет действительного фонда времени работы оборудования
 час.
час.
где: Дк – количество календарных дней в году;
Дв – количество выходных дней в году;
Дп – количество праздничных дней в году;
tсм = 8 час. – продолжительность;
n – количество смен;
Кисп. об. = 0,95 – коэффициент использования оборудования;
 , час.
, час.
Рассчитываем количество оборудования по операциям
где:
tшт – норма времени на единицу продукции;
Nг – годовой объем выпуска продукции;
Кв.н. = 1,2 – коэффициент выполнения нормы;
Таблица 4.1
| Sp05 = 2,17.5000/(3800.1,2.60)=0,039 | Sпр = 1 |
| Sp10 = 3,13.5000/(3800.1,2.60)=0,057 | Sпр = 1 |
| Sp15 = 0,33.5000/(3800.1,2.60)=0,006 | Sпр = 1 |
| Sp20 = 0,05.5000/(3800.1,2.60)=0,0009 | Sпр = 1 |
| Sp25 = 0,17.5000/(3800.1,2.60)=0,003 | Sпр = 1 |
| Sp30 = 0,5.5000/(3800.1,2.60)=0,009 | Sпр = 1 |
| Sp35 = 0,67.5000/(3800.1,2.60)=0,012 | Sпр = 1 |
| Итого | Sпр = 7 |
Расчет годовой нормы догрузки оборудования
где Ку = 1.05 – коэффициент ужесточения норм
Nд05 = (1.0,95 – 0,039).3800.60/2,17.1,05 =91159 шт;
Nд10 = (1.0,95 – 0,057).3800.60/3,13.1,05 =65681 шт;
Nд15 = (1.0,95 – 0,006).3800.60/0,33.1,05 =621160 шт;
Nд20 = (1.0,95 – 0,0009).3800.60/0,05.1,05 =4121805 шт;
Nд25 = (1.0,95 – 0,003).3800.60/0,17.1,05 =1209613 шт;
Nд30 = (1.0,95 – 0,009).3800.60/0,5.1,05 =408663 шт;
Nд35 = (1.0,95 – 0,012).3800.60/0,67.1,05 =304000 шт;
Пересчет количества оборудования по догруженным операциям
Таблица 4.2
| Sp05 = 2,17.(5000+91159)/(3800.1,2.60)=0,763 | Sпр = 1 |
| Sp10 = 3,13.(5000+65681)/(3800.1,2.60)=0,808 | Sпр = 1 |
| Sp15 = 0,33.(5000+621160)/(3800.1,2.60)=0,755 | Sпр = 1 |
| Sp20 = 0,05.(5000+4121805)/(3800.1,2.60)=0,754 | Sпр = 1 |
| Sp25 = 0,17.(5000+1209613)/(3800.1,2.60)=0,755 | Sпр = 1 |
| Sp30 = 0,5.(5000+408663)/(3800.1,2.60)=0,756 | Sпр = 1 |
| Sp35 = 0,67.(5000+304000)/(3800.1,2.60)=0,757 | Sпр = 1 |
| Итого | Sпр = 7 |
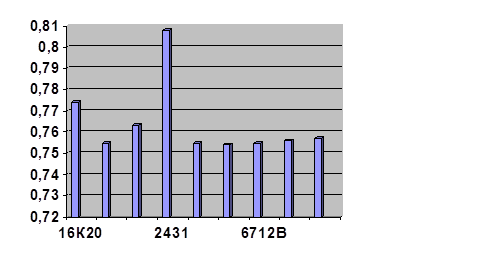
Определение коэффициента загрузки оборудования
Кз.об.05 = 0,763.100 = 76,3 %
Кз.об.10 = 0,808.100 = 80,8 %
Кз.об.15 = 0,755.100 = 75,5 %
Кз.об20 = 0,754.100 = 75,4 %
Кз.об.25 = 0,755.100 = 75,5 %
Кз.об.30 = 0,756.100 = 75,6 %
Кз.об.35 = 0,757.100 = 75,7 %
Определяем средний коэффициент загрузки оборудования

Полученные данные заносим в таблицу
Таблица 5.1
| Номер операции | Наименование операции | Норма догрузки Nд | Количество оборудования | Кз.об. % | |
| Sp | Snp | ||||
| 05 | Токарная | 91159 | 0,763 | Sпр = 1 | 76,3 |
| 10 | Фрезерная | 65681 | 0,808 | Sпр = 1 | 80,8 |
| 15 | Сверлильная | 621160 | 0,755 | Sпр = 1 | 75,5 |
| 20 | Центрошлифовальная | 4121805 | 0,754 | Sпр = 1 | 75,4 |
| 25 | Круглошлифовальная | 1209613 | 0,755 | Sпр = 1 | 75,5 |
| 30 | Круглошлифовальная | 408663 | 0,756 | Sпр = 1 | 75,6 |
| 35 | Плоскошлифовальная | 304000 | 0,757 | Sпр = 1 | 75,7 |
Определение количества рабочих
Расчет действительного фонда времени одного рабочего

где: Кпнр. = 0,9 – коэффициент плановых невыходов на работу.

Расчет численности основных рабочих
Таблица 6.1
| Росн.p05 = 2,17.(5000+91159)/(1800.1,2.60)=1,61 | Рпр = 2 |
| Росн.p 10 =3,13.(5000+65681)/(1800.1,2.60)=1,707 | Рпр = 2 |
| Росн.p 15 = 0,33.(5000+621160)/(1800.1,2.60)=1,594 | Рпр = 2 |
| Росн.p 20 = 0,05.(5000+4121805)/(1800.1,2.60)=1,592 | Рпр = 2 |
| Росн.p 25 = 0,17.(5000+1209613)/(1800.1,2.60)=1,593 | Рпр = 2 |
| Росн.p 25 = 0,5.(5000+408663)/(1800.1,2.60)=1,596 | Рпр = 2 |
| Росн.p 25 = 0,67.(5000+304000)/(1800.1,2.60)=1,597 | Рпр = 2 |
| Итого | Рпр = 14 |
Определение количества вспомогательных рабочих
Рвсп = 0,15 . Росн. = 0,15 . 14= 2.
Определение числа контролеров
Ркон = 0,25 . Росн. = 0,25 . 14 = 3.
Определение численности ИТР
ИТР = 0,13 . (Росн + Рвсп ) = 0,13 . (14+2) = 2.
Определение численности младшего обслуживающего персонала
МОП = 0,025 . (Росн + Рвсп ) =0,025 . (14+2) = 0,4  численность младшего обслуживающего персонала 1 человек.
численность младшего обслуживающего персонала 1 человек.
Определение площади цеха
Дата: 2019-05-28, просмотров: 286.