Составные (монтажные) части валопровода с ВРШ
| ц | Наименование монтажного комплекта | Колво | Детали и механизмы, входящие в монтажную единицу | ||
| Наименование | Количество | ||||
| на единицу | общее | ||||
| 1 1 2 3 4 5 6 7 8 | Дейдвудная труба в сборе Гребной вал с фланцем Упорный подшипник МИШ Упорный вал Опорный подшипник Эластичная муфта Вал проставыш | 1 1 1 1 1 1 1 1 | Труба дейдвудная с подшипниками Гайка дейдвудной трубы Винт специальный Вал Кожух Болт крепежный Гайка Шайба Упорный подшипник Прокладка двухслойная сферическая Болт крепежный Болт специальный Гайка Вал МИШ Болт крепежный Гайка Вал Болт крепежный Гайка Кожух Опорный подшипник Прокладка двухслойная сферическая Болт специальный Гайка Эластичная муфта Болт крепежный Гайка Кожух Вал Болт крепежный Гайка | 1 1 3 1 1 2 2 2 1 6 4 2 6 1 6 6 1 6 6 1 1 6 6 6 1 6 6 1 1 6 6 | 1 1 3 1 1 2 2 2 1 6 4 2 6 1 6 6 1 6 6 1 1 6 6 6 1 6 6 1 1 6 6 |
Монтаж
Ось вала двигателя принять за теоретическую ось валопровода и по ней определить место установки гребного вала.
Рис. 3. Мишени для центровки визирной трубы
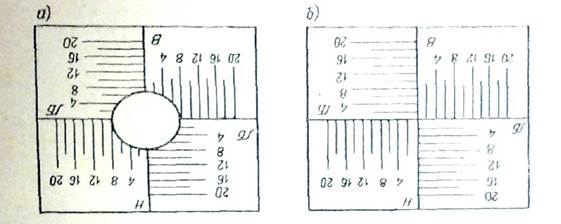
А- ближняя; б- дальняя
Путем гравирования на мишени наносят перекрестие с делениями через 2 мм и обозначения, указывающие положение мишени на шергене или переборке. Для лучшей видимости мишени в визирной трубе ее деления заливают черным лаком, а поверхность делают матовой. Одна из мишеней, ближняя (рис. 3 а), имеет в центре отверстие диаметром ~ 20 мм, что позволяет наблюдать дальнюю мишень без снятия ближней.
Для получения прямого изображения мишеней в визирной трубе их устанавливают перевернутыми, как показано на рис. 3.
Мишени крепят подвижно двумя планками. Между наблюдателем, находящимся у визирной трубы, и рабочим, центрирующим дальнюю мишень, устанавливают телефонную связь. Для освещения мишеней применяют электролампу мощностью около 40 вт с абажуром, которая помещается перед мишенью. При наблюдении мишени в окуляре визирной трубы не обходимо обращать внимание на правильную фокусировку трубы на мишень. Изображение мишени на сетке должно быть четким и резким, без параллакса (кажущееся изменение положения предмета, вызванное перемещением глаза наблюдателя). Отсутствие параллакса определяют передвижением глаза наблюдателя перед окуляром, при этом изображение мишени не должно смещаться относительно перекрестия сетки.
Перед центровкой визирной трубы проверить возможность наблюдения дальней мишени, так как часто бывает, что ось погруженного на фундамент механизма намного отклоняется по направлению.
При центровке визирной трубы по двум мишеням труба фокусируется сначала на ближнюю, а затем на дальнюю мишени, при этом каждая мишень подводится до совмещения ее перекрестия с перекрестием сетки трубы.
Совместив мишени с сеткой, вал механизма вместе с визирной трубой повернуть на 180°, при этом штрихи сетки должны расположиться параллельно рискам мишеней. При наблюдении в окуляр трубы по делениям на каждой из мишеней определить величины смещений сетки трубы относительно перекрестий обеих мишеней в горизонтальной и вертикальной плоскостях. Результаты этих смещений записать в табличную форму (табл. 1).
Таблица 1. Форма для записи центровки визирной трубы
| Смещение сетки трубы, мм | |||||||
|
Плоскость замера | пo ближней мишени | По дальней мишени | |||||
|
| до поворота вала | после поворота вала н | Половина величины смещения сетки | до поворота вала | после поворота вала на 1180150° | половина величины смешения сетки | |
| Вертикальная | Вверх | ||||||
| Вниз | |||||||
| Горизонтальная | Левый борт | ||||||
| Правый борт | |||||||
Замеренные по обеим мишеням величины смещений разделить пополам и произвести подцентровку визирной трубы регулировочными винтами на кронштейне: смещение, наблюдаемое по дальней мишени,- винтами, устраняющими наклон оси трубы, а наблюдаемое по ближней мишени, - винтами, устраняющими ее смещение. При подцентровке трубы следить за перемещениями сетки на половину величин замеренных смещений.
После подцентровки трубы обе мишени устанавливают до полного совмещения их перекрестий с перекрестием сетки трубы и центровку трубы проверяют вторично поворотом вала на 180°.
При таком способе центровки оси визирной трубы и вала механизма совмещаются с точностью, достаточной для выполнения других центровочных работ, т. е. для пробивки осевой линии от главного двигателя при разметке рабочих поверхностей под расточку и установки подшипников валов.
Пробивку осевой линии осуществлять следующим способом. Во все размечаемые мортиры и наклепыши с их торцов установить приспособления со съемными мишенями. Плоскость каждой мишени совместить с плоскостью торца размечаемого узла. Визирную трубу, сцентрованную на валу главного двигателя, фокусировать на кормовую мишень мортиры гребного вала при снятых с приспособлений остальных мишенях. Между наблюдателем, работающим с визирной трубой, и рабочим, центрирующим мишень, установить телефонную связь. По команде наблюдающего мишень подводят так, чтобы ее перекрестие совместилось с перекрестием сетки визирной трубы. После такой установки мишени ее центр будет лежать на оптической оси трубы, совмещенной с осью вала двигателя.
Правильно сцентрованную мишень закрепить в приспособлении и на торце размечаемой конструкции нанести циркулем контрольные окружности. При центровке мишени следует особое внимание обращать на правильную фокусировку визирной трубы, от чего более всего зависит точность установки мишени.
Оценку точности совмещения перекрестия мишени с перекрестием сетки визирной трубы рекомендуется производить относительно первых делений на мишенях. Глаз наблюдателя способен очень точно делить малые расстояния пополам, поэтому наблюдая величину первых равных делений мишени относительно перекрестия сетки, легко заметить смещения мишени по неравным расстояниям между делениями и устранить неточность центровки.
Центровку мишеней по визирной трубе производить последовательно от мортиры гребного вала к наклепышу дейдвудного сальника. После выполнения центровки каждой мишени на торцах мортиры, и наклепыша циркулем вычертить две окружности, одна из которых является контрольной, а вторая равна диаметру расточки отверстия, после чего окружности накернить.
Опыт применения разметки опор гребного вала с помощью визирной трубы показал, что такой метод не только обеспечивает высокую точность совмещения осей концевых валов (т. е. вала двигателя с гребным валом), но и значительно упрощает работу.
Время центровки одной мишени с помощью визирной трубы не превышает 5 мин., а вся операция разметки кронштейнов и мортир под расточку выполняется в течение двух-трех часов.
Разметку торцов мортир и наклепышей под подрезку производить по рейкам растяжки, на которой нанесены длины валов. Измерение длин валов и нанесение их на рейки растяжки рекомендуется выполнять одной рулеткой при одинаковой силе натяжения ее ленты.
Обработка фундаментов
До монтажа главных механизмов должна быть закончена обработка фундаментов, т.е. получены чистые и ровные опорные поверхности под клинья и прокладки. Судовые фундаменты обрабатываются в цехе на станках, до их установки на судне, или в секциях, блоках и корпусе судна - после установки.
Опорные поверхности фундаментов, привариваемых на судне, обрабатываются или переносными фрезерными станками или пневматическими шлифовальными машинками.
Обработка опорных поверхностей полок фундаментов под механизмы, устанавливаемых на металлических клиньях или сферических прокладках, производится с уклоном в наружную сторону.
Величина уклона должна быть не более 1:50 и не менее 1:150. Уклон опорных поверхностей судовых фундаментов предназначается для удобства пригонки и заводки клиньев или прокладок между лапой механизма и фундаментом. Подгонка всей опорной поверхности фундамента под механизм не производится в одну плоскость, так как разность высот отдельных мест компенсируется разной толщиной клиньев или прокладок.
Опорные поверхности фундаментов обрабатываются по классу чистоты V3-V5, согласно ГОСТ 2789— 51. Правильность обработки опорных поверхностей судового фундамента проверяется линейкой и щупом. Зазоры между накладываемой линейкой и опорной поверхностью фундамента, в промежутках между пунктами соприкосновения на длине не более 30 мм, не должны превышать 0,1 —0,2 мм. Допускаются неровности на опорной поверхности судового фундамента и местные лысины, расположенные в разных местах, где проходит пластинка щупа 0,20 мм. Величина уклона полок фундамента определяется линейкой, уложенной на две противоположные полки фундамента.
Таблица 2. Допускаемые зазоры во втулках опор гребного вала
| Наружный диаметр гребного вала, мм | Допускаемые зазоры в нижней части втулки, мм | |
| в опоре у гребного винта | в остальных опорах вала | |
| Менее 120 121—150 151—180 181—220 221—260 261—310 311—360 361—400 Более 400 | 0,32 0,36 0,40 0,44 0,48 0,62 0,56 0,62 0,68 | 0,22 0,24 0,26 0,29 0,32 0,36 0,40 0,44 0,48 |
Таблица 3. Допускаемые смещения подшипников и опор гребного вала
| Наименование опор валопровода | Допускаемые смещения, мм | |
| на стапеле | на плаву | |
| Опорные подшипники Опоры гребного вала | 0,5 b b | b - |
Монтаж упорного вала
Монтаж упорного вала производить после укладки в подшипники вала проставыша вала, который был сцентрован с помощью визирной трубы по оси вала главного двигателя, и после спаривания носового конца в цехе с ведомой частью эластичной муфты(допуск по смещению 0,05 мм , по излому 0,05 мм/м.).
Кормовой конец упорного вала может быть соединен с гребным валом (валом МИШ) без всякой центровки, а носовой конец прицентровать к фланцу вала проставыша с помощью щупа и линейки или стрел. Допуски на центровку на плаву коленчатого вала двигателя с валопроводом при жестком соединении рекомендуются следующие: по смещению 0,10 мм, по излому 0,15 мм/м.
Маршрутная карта монтажа
| № | Содержание операции | Оборудование И инструмент | Состав бригады | Норма време ни | Затраченное время Чел.ч |
| 1 2 3 4 5 а 6 7 8 9 10 11 а 12 а 13 а б 14 15 | Отцентрировать ось валопровода Разметить опорные поверхности под расточку Расточить опорные поверхности Отшлифовать фундамент под подшипники Запрессовать дейдвудную трубу Затянуть гайку крепления трубы Смонтировать систему смазки и охлаждения Завести гребной вал в дейдвудные подшип-ки Отцентрировать опор-е и упор-е подшипники Установить опорный и упорный подшипники Установить наварыш дейдвудного сальника Установить вал МИШ Соединить кормовой фланец МИШ с полумуфтой гребного вала Установить упорный вал Соединить кормовой фланец упорного вала с носовым фланцем вала МИШ Установить вал проставыш Соединить кормовой фланец проставыша с эластичной муфтой Соединить носовой фланец проставыша с валом двигателя Установить переборочные сальники | Визирная труба, мишень Расточной станок Шлифовый Приспособление Ключи Приспособление Ключи Таль Ключи Таль Ключи Ключи | 4 8 4 2 4 6 4 4 2 4 6 4 6 4 | 2 4 2 1 4 2 1 2 1 2 3 4 2 2 | 8 32 8 2 16 12 4 8 2 8 18 16 12 8 |
При продолжительности рабочей смены 8 часов, монтаж займет 20 рабочих дней, т. е. 1 Календарный месяц.
Назначение, конструкция и расположение валопровода с ВРШ на судне
Судовой валопровод предназначен для передачи мощности от главного двигателя непосредственно к гребному винту и передачи корпусу судна упорного давления винта.
Валопровод состоит из отдельных валов, жестко соединенных между собой с достаточной точностью, образуя как бы единый гибкий вал, подшипники которого установлены на упругом основании – днище судна. На современных судах устанавливают от одного до пяти валопроводов, длина которых определяется в зависимости от расположения главных двигателей в средней части судна или в кормовой оконечности. Главные двигатели могут быть соединены с валопроводами непосредственно или через редукторы, с помощью которых снижаются числа оборотов и мощность нескольких двигателей (двух дизелей или турбин высокого, среднего и низкого давления) может быть передана на один винт.
В состав валопровода обычно входят:
1) гребной (иногда отдельный дейдвудный) и промежуточные валы;
2) опорные и упорные подшипники;
3) дейдвудное устройство.
При расположении главных механизмов в средней части судна валопроводы достигают большой длины. В соответствии с этим значительно возрастает количество опорных подшипников, причем каждый из промежуточных валов может быть установлен на одном или двух подшипниках.
Иногда между двигателями и валопроводами устанавливают разобщительные и реверсивные муфты, позволяющие отключать линию вала при работе других линий валов или менять направление вращения винта без изменения направления вращения двигателей. Чтобы избежать установки более дорогих и сложных в управлении реверсивных двигателей, применяют винты с поворотными лопастями, находящими все большее распространение, так как они надежны в работе, повышают коэффициент полезного действия винтов и маневренность судов.
Промежуточные и гребные валы изготовляют из стали Ст. 5, Ст. 35. Гребной вал имеет бронзовую облицовку или из нержавеющей стали, нанесенную методом электрометаллизации. Для соединения валов применяют фланцевое соединение или с помощью полумуфт.
Опорные и упорные подшипники могут быть как подшипники скользящего трения, залитые баббитом, так и подшипники качения. Упорные подшипники воспринимают упорное давление благодаря образованию клинового масляного слоя, создаваемого при вращении вала между поворотными упорными подушками и упорным гребнем упорного вала.
Дейдвудные трубы одновинтовых судов прикрепляют кормовым концом к яблоку ахтерштевня, а носовым – к поперечной водонепроницаемой переборке ахтерпика. В дейдвудную трубу устанавливают две дейдвудные втулки, которые служат подшипниками гребного вала. Внутренняя облицовка втулок может быть изготовлена из различных материалов: бакаута, лигнофоля (древесно-слоистого пластика), резины.
Переборочные сальники для удобства монтажных работ делают разъемными. Корпус сальника, изготовленный из двух половин, крепится на переборке к наварышу. Его грундбукса, также состоящая из двух половин, обжимает набивочное уплотнительное кольцо. Масло подается через масленку, установленную в верхней части корпуса сальника. Уплотнение сальника в разъеме достигается прокладкой из картона 0,3-0,5 мм.
В настоящее время разработаны новые конструкции валопроводов, обеспечивающие сокращение стоимости их изготовления и монтажа и повышение эксплуатационной надежности. Это достигается благодаря следующим усовершенствованиям: промежуточные валы изготовляют не из поковок, а из толстостенных катаных труб с приварными фланцами; с целью повышения работоспособности валопроводов при искривлении оси вращения изменяется схема расположения подшипников; вместо подшипников скользящего трения в новых конструкциях применяют опорные подшипники качения; для скрепления валов между собой и установки винта на гребном валу используют гидропрессовые бесшпоночные соединения; гребные винты изготовляют из пластмассы; антикоррозионная защита соприкасающейся с морской водой поверхности гребного вала осуществляется с помощью стеклопластика взамен слоя резины, вулканизованной непосредственно на валу и пр.
Внедрение указанных усовершенствований обеспечивает упрощение изготовления и монтажа и увеличивает работоспособность судовых валопроводов.
Дата: 2019-05-28, просмотров: 443.