Расчет числа единиц оборудования на каждой i-ой операции производится по формуле (2.1):
 (2.1)
(2.1)
Действительный фонд времени работы производственного оборудования рассчитывается по формуле 2.2:
 (2.2)
(2.2)
где Д К = 365 дней; Д ПР = 11 дней; Д ВЫХ ВЫХ = 104 дня; n СМ = 2, t СМ = 8 часов; К ППР = 8.
ФD = (365-104-11)х8х2х0,92=3680
Qp1 = 185000х3,8/3680х60 = 703000/220800 = 3,18; Qпр1 = 4
Qp2 = 185000х5,8/3680х60 = 1073000/220800 = 4,86; Qпр2 = 5
Qp3 = 185000х3,6/3680х60 = 666000/220800 = 3,02; Qпр3 = 4
Qp4 = 185000х4,2/3680х60 = 777000/220800 = 3,52; Qпр4 = 4
Qp5 = 185000х4,5/3680х60 = 832500/220800 = 3,77; Qпр5 = 4
Qp6 = 185000х4,8/3680х60 = 888000/220800 = 4,02; Qпр6 = 5
Принятое количество станков Q ПР i равно ближайшему целому числу при округлении QР i в большую сторону так, чтобы загрузка рабочих мест была как можно полнее.
Степень загрузки рабочих мест характеризуется коэффициентом загрузки оборудования, который рассчитывается по формуле 2.3:
 (2.3)
(2.3)
Результаты расчетов сводятся в таблицу 2.5.
Списочное количество производственных рабочих
 (2.5)
(2.5)
где Ч СПИС – списочное количество рабочих;
Ч ЯВ – явочное количество рабочих;
К ПР – коэффициент, учитывающий пропуски рабочих дней (К ПР = 1,1).
Ч спис = 52 х 1,1 = 58
Таблица 2.5 - Расчет оборудования и коэффициента загрузки
| Операция | Количество рабочих мест: | Коэффициент загрузки станков, К Зi | Число производственных рабочих в 2 смены | |
| Расчетное значение, QPi. | Принятое значение, QПР i | |||
| 1 | 3,18 | 4 | 0,8 | 8 |
| 2 | 4,86 | 5 | 0,97 | 10 |
| 3 | 3,02 | 4 | 0,75 | 8 |
| 4 | 3,52 | 4 | 0,88 | 8 |
| 5 | 3,77 | 4 | 0,94 | 8 |
| 6 | 4,02 | 5 | 0,8 | 10 |
| Итого: | 26 |  0,86 0,86
| Ч ЯВ = 52 | |
Значения коэффициентов загрузки оборудования следует представить в виде диаграммы (рис. 2.1).
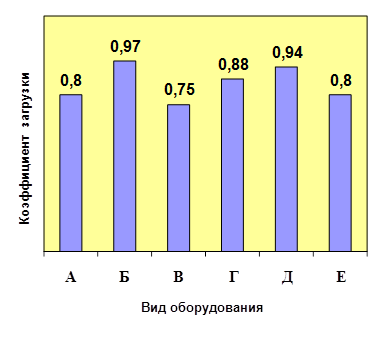
Рис. 2.1 - Коэффициенты загрузки оборудования
Расчет переменных издержек цеха по выпуску изделий
Стоимость материалов
Стоимость материалов вычисляется по формуле 2.6:
 (2.6)
(2.6)
где Ц М – цена за 1 кг материала, руб.; М ИЗД – масса изделия, кг; К ИСП..МАТ – коэффициент использования материала; Н ТЗР – норма транспортно-заготовительных расходов = 9 %.
С мат = 6,1 х 7,4 х 0,81 х 1,09 = 39,85руб.
Затраты на оплату труда производственных рабочих
 (2.7)
(2.7)
где t Pi – время обработки изделия на этой операции, мин.; 3 ЧАС – часовая тарифная ставка рабочего, выполняющего данную операцию, руб./час.
Часовые тарифные ставки всех рабочих определяются следующим образом:
 (2.8)
(2.8)
Р1=169х3,8/60=10,70 руб/час.
Р2=169х5,8/60=16,34 руб/час.
Р3=191х3,6/60=11,46 руб/час.
Р4=130х4,2/60=9,10 руб/час.
Р5=216х4,5/60=16,20 руб/час.
Р6=169х4,8/60=13,52 руб/час.
Далее определяются расценки на каждую операцию, а затем определяется расценка в целом га изделие:
 (2.9)
(2.9)
Ризд = 77,32 руб.
 = 77,32 руб.(2.10).
= 77,32 руб.(2.10).
Премия производственным рабочим (норма премии, Н ПР = 50 %) рассчитывается:
 = 38,66 руб. (2.11)
= 38,66 руб. (2.11)  = 127,58 руб. (2.13)
= 127,58 руб. (2.13)
 = 243,56 руб.(2.12)
= 243,56 руб.(2.12)
Норма единого социального налога Н ЕСН = 26,2 %:
 = 63,81 (2.14)
= 63,81 (2.14)
Расчеты сводятся в таблицу 2.4.
Таблица 2.4 - Переменные издержки на единицу изделия
| Статьи затрат | Условное обозначение | Сумма, руб. |
| 1 . Материальные затраты | С МАТ | 39,85 |
| 2. Затраты на оплату труда произв. Рабочих | ЗОТ ПР.Р | 243,56 |
| 3. Отчисления на соц. нужды произв. рабочих | ЕСН ПР.Р | 63,81 |
| Итого переменные издержки на 1 изделие | ПИ ИЗД | 347,23 |
Общий фонд заработной платы производственных рабочих
 = 243,56х185000 = 45058600 руб. (2.15)
= 243,56х185000 = 45058600 руб. (2.15)
Расходы по содержанию и эксплуатации оборудования
Дата: 2019-05-28, просмотров: 320.