Для прокатки квадратных заготовок сечением свыше 60X60 мм, а так-же соответствующих круглых, прямоугольных и плоских заготовок применяют непрерывные заготовочные станы двух типов:
1) 14-клетьевой стан 900/700/500, устанавливаемый непосредственно за блюмингом 1300. Производительность этого стана соответствует производительности блюминга 1300 и составляет около 5,0 млн. т/год (по заготовке);
2) 12-клетьевой стан 850/700/500, устанавливаемый непосредственно за блюмингом 1150; производительность этого стана соответствует производительности блюминга 1150 и составляет около 3,5 млн. т/год (по заготовке).
Первый стан предназначен для прокатки заготовок из углеродистой и легированной сталей сечением 80x80—200X200 мм, полученных из блюмов сечением 370X370 мм длиной 10 м и массой около 9 т. Второй служит для прокатки заготовок сечением 60X60—170X170 мм из блюмов сечением 300X300 мм, длиной 10 м и массой 7,2 т.
На этих станах из указанных блюмов можно также прокатывать круглые трубные заготовки, а из прямоугольных блюмов - прямоугольные и плоские заготовки.
Непрерывный заготовочный стан 900/700/500 конструкции ВНИИмет-маша и ЮУЗМ состоит из 14 двухвалковых клетей, расположенных в трех группах: обжимной - из двух клетей и двух непрерывных - из шести клетей каждая.
Основная отличительная особенность этого стана - чередование клетей с вертикальными и горизонтальными валками в непрерывных группах (рис. 2.1).
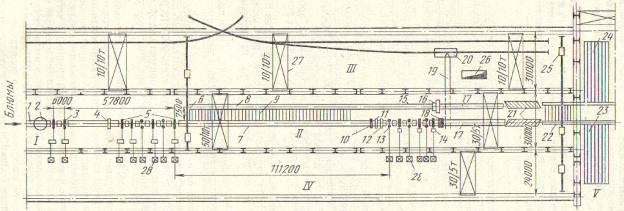
Рисунок 2.1 План расположения оборудования непрерывного заготовочного стана 900/700/500:
I – пролёт блюминга 1300; II – пролёт непрерывного заготовочного стана; III – скрапной пролёт; IV – электромашинный зал; V – склад заготовок;
1 – подводящий рольганг от блюминга 1300; 2 – поворотный круг; 3 – горизонтальные клети 900  1300 мм; 4 – кантователь; 5 – первая шестиклетьевая непрерывная группа; 6 – стационарный упор; 7 – промежуточный рольганг; 8 – рольганг обводной линии для крупных заготовок; 9 – передаточный транспортёр-шлеппер; 10 – поднимающейся упор; 11 – маятниковые летучие ножницы для обрезки переднего конца; 12 – кантователь; 13, 14 – вторая шестиклетьевая непрерывная группа клетей; 15 – рольганг перед ножницами; 16 – ножницы с нижним резом усилием 10 МН; 17 – рольганг за ножницами; 18 – летучие ножницы усилием 1,5 МН; 19 – транспортёр обрезков; 20 – железнодорожный вагон для обрезков; 21 – пакетирующий рольганг; 22 – шлепперный транспортёр; 23 – рольганги холодильников; 24 – холодильники; 25 – тельферы; 26 – яма для окалины; 27 – мостовые краны; 28 – главные электродвигатели.
1300 мм; 4 – кантователь; 5 – первая шестиклетьевая непрерывная группа; 6 – стационарный упор; 7 – промежуточный рольганг; 8 – рольганг обводной линии для крупных заготовок; 9 – передаточный транспортёр-шлеппер; 10 – поднимающейся упор; 11 – маятниковые летучие ножницы для обрезки переднего конца; 12 – кантователь; 13, 14 – вторая шестиклетьевая непрерывная группа клетей; 15 – рольганг перед ножницами; 16 – ножницы с нижним резом усилием 10 МН; 17 – рольганг за ножницами; 18 – летучие ножницы усилием 1,5 МН; 19 – транспортёр обрезков; 20 – железнодорожный вагон для обрезков; 21 – пакетирующий рольганг; 22 – шлепперный транспортёр; 23 – рольганги холодильников; 24 – холодильники; 25 – тельферы; 26 – яма для окалины; 27 – мостовые краны; 28 – главные электродвигатели.
После резки ножницами на мерные длины горячие блюмы сечением 370X370 мм поступают по рольгангу 1 (без дополнительного подогрева) со скоростью около 0,2 м/с в первую обжимную клеть 900X1300. При необходимости можно блюм повернуть на 180° в горизонтальной плоскости для задачи его в клеть 900 концом, в котором нет признаков усадочной рыхлости.
Две обжимные клети 900X1300 мм 3 установлены отдельно; расстояние от второй клети этой группы до первой клети второй группы позволяет осуществлять свободную кантовку блюма при помощи кантователя 4, расположенного на рольганге между этими группами клетей.
Первая непрерывная группа состоит из двух клетей 900x1300 мм (аналогичной конструкции с клетями обжимной группы) и четырех клетей с валками 730X1300 мм; из этих четырех клетей в первой и третьей предусмотрены вертикальные валки. При прокатке в этой группе можно получать заготовки сечением 200X200, 170X170 и 150X150 мм (соответственно из четвертой, шестой и восьмой клети по порядку клетей стана). Крупные заготовки сечением более 150X150 мм с отводящего рольганга 7 при помощи поперечного транспортера 9 направляются на боковой рольганг 8 с концевым стационарным упором 6; далее эти заготовки рольгангом 15 подаются к ножницам 16 с нижним резом усилием 10 МН, разрезаются на мерные длины в пределах 6—8 м, и по рольгангам 17 и 21 направляются на холодильники 24. Заготовки сечением 150X150 мм, входящие со скоростью до 2,3 м/с, по рольгангу 7 направляются ко второй непрерывной группе для дальнейшей прокатки.
Вторая группа состоит из шести чередующихся клетей 530X900 мм с вертикальными 13 и горизонтальными 14 валками. При прокатке в этой группе можно получить заготовки сечением 120X120, 100ХЮО и 80X80 м (соответственно из 10, 12 и 14-й клети). Для того чтобы в девятую клеть задавать заготовку постоянной температуры, на промежуточном рольганге заготовка останавливается поднимающимся упором 10 и выдерживается некоторое время на рольганге. Передний неровный конец заготовки обрезается маятниковыми летучими ножницами 11 усилием 1,5 МН. В случае необходимости (по условиям калибровки валков) заготовка кантуется кантователем 12.
По выходе из последней клети заготовка сечением до 80X80 мм разрезается летучими ножницами 18 на мерные длины в пределах 8—12 м; разрезанные заготовки собираются в пачки на пакетирующем рольганге 21 и по рольгангам 23 направляются на холодильники 24.
Летучие ножницы, усилием 1,5 МН разрезают эти заготовки, движущееся со скоростью 3—7 м/с, при этом их клеймят.
Все технологические операции на стане механизированы и автоматизированы. На стане применяются:
1) механизмы для комплектной смены валков и передвижения горизонтальных и вертикальных клетей (при переходе на прокатку в соседнем калибре);
2) универсальные шпиндели с шарнирами на подшипниках качения;
3) механизированная скиповая уборка обрезков от ножниц;
4) месдозы для измерения давления на валки и натяжения заготовки;
5) водоохлаждаемые ролики рольгангов с приводом от двигателей с полым валом;
6) автоматическое клеймение заготовки;
7) программирующая цифровая вычислительная машина для управления работой стана.
Средняя производительность 760 т/ч; масса оборудования 10500 т.[2]
Дата: 2019-05-28, просмотров: 344.