Исходные данные по детали:
Материал:
Сталь 12ХН3А
0,12% углерода,
3% никеля
До 1% хрома
А- высококачественная
Масса детали 15,5 кг.
Заготовка- штамповка
1 класс точности Т3
2 группа стали М1
3 масса заготовки
3 степень сложности заготовки



ρ=0,0000000266

Степень сложности 1
4 исходный индекс 6
5 припуски:
2,4-Ø180 и чистота поверхности 3,6
2,4-176 и чистота поверхности 6,3
2,1- Ø125 и чистота поверхности 3,6
1,9-70 и чистота поверхности 6,3
1,9- Ø90 и чистота поверхности 6,3
2,1- Ø110 и чистота поверхности 6,3
2.2- Ø125 и чистота поверхности 1,6
| размер детали | вид поверхности | Rz | z0 | припуск | размер заготовки |
| Ø180 | Н | 3,6 | 1,3 | 2,4 | 184,8 |
| 176 | Н | 6,3 | 1,3 | 2,4 | 180,8 |
| Ø125 | Н | 3,6 | 1,1 | 2,1 | 129,2 |
| 70 | Н | 6,3 | 1 | 1,9 | 73,8 |
| Ø90 | В | 6,3 | 1 | 1,9 | 86,2 |
| Ø110 | В | 6,3 | 1,1 | 2,1 | 105,8 |
| Ø125 | В | 1,6 | 1,1 | 2,1 | 120,8 |
Размер заготовки
180+2,4*2=184,8
176+2,4*2=180,8
125+2,1*2=129,2
70+1,9*2=73,8
90-1,9*2=86,2
110-2,1*2=105,8
125-2,1*2=120,8
Анализ заводского технологического процесса
000 заготовительная (штамповка)
005 токарно-револьверная 1к36
010 токарно-револьверная 1к36
015 токарно-револьверная 1к36
020 токарно-винторезная 1к62
025 токарно-винторезная 1к62
030 зубофрезерная 5к32А
035 зубочасочная 5525
040 термическая
045 внутришлифовальная 3А288
050 кругло-шлифовальная 35161
055 зубошлифовальная найльс 500с
060 контрольная (контрольный стоп)
Выбор окончательных методов обработки элементарных
Поверхностей
Наружные цилиндрические поверхности
| № | эскиз элементарной поверхности | маршрут обработки поверхности | квалитет | Ra, мкм | припуск на мм | операционный размер, мм |
| 1 |
| 0 загот. | 16 | 2,5 | 6,2 | 
|
| 1черн точ | 14 | 12,5 | 2,5 | 
| ||
| 2получист точ. | 12 | 6,3 | 1,7 | 
| ||
| 3чистов. точ. | 10 | 3,2 | 1,2 | 
| ||
| 4шлиф. | 8 | 1,6 | 0,8 | 
|

Внутренние цилиндрические поверхности
| 1 |
| 0 загот. | 16 | 12,5 | 6 |
| |
| 1черн точ | 12 | 6,3 | 3,2 | 
| |||
| 2чистов. точ. | 10 | 3,2 | 2 | 
| |||
| 3шлиф. | 8 | 1,6 | 0,8 | 
| |||
| 2 |
| 0 загот. | 16 | 25 | 9,2 | 
| |
| 1черн точ | 14 | 12,5 | 3 | 
| |||
| 2получерн точ. | 12 | 6,3 | 2,8 | 
| |||
| 3чистов. точ. | 10 | 3,2 | 2,8 | 
| |||
| 4шлиф. | 8 | 1,6 | 0,6 | 
|

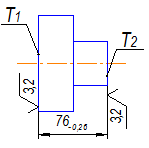
Торцевые плоские поверхности и пазы.
|
|
| 0 загот. | 16 | 12,5 | 6,2 |
|
| Т1 |
|
|
|
| ||
| 1черн точ | 12 | 6,3 | 2,4 |
| ||
| 2чистов. точ. | 9 | 3,2 | 1,5 |
| ||
| Т2 |
|
|
|
| ||
| 1черн точ | 12 | 6,3 | 2 |
| ||
| 2чистов. точ. | 9 | 3,2 | 0,3 |
|





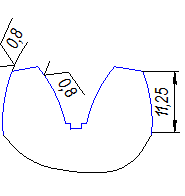
Зубчатые цилиндрические и фасонные поверхности.
| эскиз зубчатой поверхности | маршрут обработки | операционный размер |
|
| зубофрезерная |
|
| зубошлифовальная |
|
Поверхности, требующие однократной обработки.
Наружные цилиндрические поверхности:
 - однократное точение.
- однократное точение.
Такой однократной токарной обработке не подлежат: протачивание наружной и внутренней канавок, снятие фасок.
Разработка маршрута обработки детали, выбор оборудования и
Дата: 2019-05-28, просмотров: 308.