Оглавление
Введение
1 Общая часть.
1.1 Назначение и принцип действия изделия, сборочной единицы, в которую входит деталь.
1.2 Определение типа производства.
1.3 Материал детали и его свойства.
1.4 Анализ технологичности детали.
2 Технологическая часть.
2.1 Выбор и обоснование метода получения заготовки. Проектирование контура заготовки.
2.2 Расчет общих припусков, определение размеров заготовки. Технико-экономический расчет изготовления заготовки.
2.3 Анализ заводского технологического процесса.
2.4 Выбор окончательных методов обработки элементарных поверхностей.
2.5 Разработка маршрута обработки детали, выбор оборудования и обоснование способов базирования заготовки.
Введение
«Технология машиностроения» предусматривает изучение учащимися методов обработки заготовок деталей машин на металлообрабатывающих станках, основ проектирования технологических процессов их обработки, приспособлений и участков механосборочных цехов, а также технологии сборки машин.
Машиностроение является одной из ведущих отраслей промышленности нашей страны. Непрерывное совершенствование машин характеризуется возрастанием их мощности, снижением массы, а также повышением точности и надежности.
На современном этапе развития технологии трудно сосредоточить всю совокупность расширяющихся знаний во всех областях технологии производства машин в рамках одной специальности. Поэтому в машиностроении имеют самостоятельное значение такие специальности, как технология литейного производства, технология ковки и штамповки, технология сварки и т.п.
В условиях массового и крупносерийного производства должны применяться заготовки экономических форм с приближением их к формам готовых деталей и прокат специальных профилей, что значительно снизит трудоемкость обработки на металлорежущих станках.
Общая часть
Назначение и работа узла
Вал отбора мощности служит опорой блока 19 и передает крутящий момент на гидронасосы и вспомогательные механизмы в рабочем режиме. Передний конец вала опирается на шариковый подшипник, имеет цапфу для его установки и шлицы для установки подвижной зубчатой полумуфты 3 включения отбора мощности. Средняя цилиндрическая часть вала служит для установки подшипников блока шестерен с распорной втулкой, имеет участок с резьбой, на которую наворачивается гайка, крепящая подшипники.
Задний конец вала опирается на роликовый подшипник и имеет шлицевой конец, на котором установлен шкив 9 привода компрессора. Шкив имеет посадочное место и отверстие для крепления карданного вала привода гидронасосов. Внутреннее кольцо подшипника фиксируется на валу дистанционной втулки и ступицей шкива.
Муфта 20 может двигаться по шлицам и входить в зацепление с зубчатым венцом блока шестерен, соединяя его с валом.
Материал заготовки
Сталь 12ХН3А
Углерода – 0,12%
Хрома – до 1%
Никеля- 3%
А- высококачественная
Механические свойства:
Термообработка- закалка(860/780  )/отпуск(150
)/отпуск(150  )
)
Среда термообработки 2-вода или 3- масло.
Предел прочности при растяжении 
Предел текучести 
Удлинение 
НВ=217 
Сужение ψ=55%
Ударная вязкость 
Технологическая часть
Поверхностей
Наружные цилиндрические поверхности
| № | эскиз элементарной поверхности | маршрут обработки поверхности | квалитет | Ra, мкм | припуск на мм | операционный размер, мм |
| 1 |
| 0 загот. | 16 | 2,5 | 6,2 | 
|
| 1черн точ | 14 | 12,5 | 2,5 | 
| ||
| 2получист точ. | 12 | 6,3 | 1,7 | 
| ||
| 3чистов. точ. | 10 | 3,2 | 1,2 | 
| ||
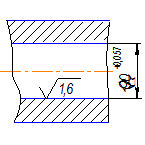
| 4шлиф. | 8 | 1,6 | 0,8 | 
|

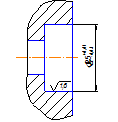
Внутренние цилиндрические поверхности
| 1 |
| 0 загот. | 16 | 12,5 | 6 |
| |
| 1черн точ | 12 | 6,3 | 3,2 | 
| |||
| 2чистов. точ. | 10 | 3,2 | 2 | 
| |||
| 3шлиф. | 8 | 1,6 | 0,8 | 
| |||
| 2 |
| 0 загот. | 16 | 25 | 9,2 | 
| |
| 1черн точ | 14 | 12,5 | 3 | 
| |||
| 2получерн точ. | 12 | 6,3 | 2,8 | 
| |||
| 3чистов. точ. | 10 | 3,2 | 2,8 | 
| |||
| 4шлиф. | 8 | 1,6 | 0,6 | 
|

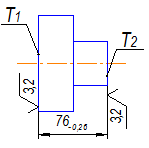
Торцевые плоские поверхности и пазы.
|
|
| 0 загот. | 16 | 12,5 | 6,2 |
|
| Т1 |
|
|
|
| ||
| 1черн точ | 12 | 6,3 | 2,4 |
| ||
| 2чистов. точ. | 9 | 3,2 | 1,5 |
| ||
| Т2 |
|
|
|
| ||
| 1черн точ | 12 | 6,3 | 2 |
| ||
| 2чистов. точ. | 9 | 3,2 | 0,3 |
|





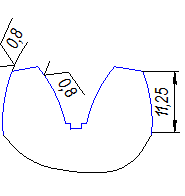
Зубчатые цилиндрические и фасонные поверхности.
| эскиз зубчатой поверхности | маршрут обработки | операционный размер |
|
| зубофрезерная |
|
| зубошлифовальная |
|
Поверхности, требующие однократной обработки.
Наружные цилиндрические поверхности:
 - однократное точение.
- однократное точение.
Такой однократной токарной обработке не подлежат: протачивание наружной и внутренней канавок, снятие фасок.
Оглавление
Введение
1 Общая часть.
1.1 Назначение и принцип действия изделия, сборочной единицы, в которую входит деталь.
1.2 Определение типа производства.
1.3 Материал детали и его свойства.
1.4 Анализ технологичности детали.
2 Технологическая часть.
2.1 Выбор и обоснование метода получения заготовки. Проектирование контура заготовки.
2.2 Расчет общих припусков, определение размеров заготовки. Технико-экономический расчет изготовления заготовки.
2.3 Анализ заводского технологического процесса.
2.4 Выбор окончательных методов обработки элементарных поверхностей.
2.5 Разработка маршрута обработки детали, выбор оборудования и обоснование способов базирования заготовки.
Введение
«Технология машиностроения» предусматривает изучение учащимися методов обработки заготовок деталей машин на металлообрабатывающих станках, основ проектирования технологических процессов их обработки, приспособлений и участков механосборочных цехов, а также технологии сборки машин.
Машиностроение является одной из ведущих отраслей промышленности нашей страны. Непрерывное совершенствование машин характеризуется возрастанием их мощности, снижением массы, а также повышением точности и надежности.
На современном этапе развития технологии трудно сосредоточить всю совокупность расширяющихся знаний во всех областях технологии производства машин в рамках одной специальности. Поэтому в машиностроении имеют самостоятельное значение такие специальности, как технология литейного производства, технология ковки и штамповки, технология сварки и т.п.
В условиях массового и крупносерийного производства должны применяться заготовки экономических форм с приближением их к формам готовых деталей и прокат специальных профилей, что значительно снизит трудоемкость обработки на металлорежущих станках.
Общая часть
Назначение и работа узла
Вал отбора мощности служит опорой блока 19 и передает крутящий момент на гидронасосы и вспомогательные механизмы в рабочем режиме. Передний конец вала опирается на шариковый подшипник, имеет цапфу для его установки и шлицы для установки подвижной зубчатой полумуфты 3 включения отбора мощности. Средняя цилиндрическая часть вала служит для установки подшипников блока шестерен с распорной втулкой, имеет участок с резьбой, на которую наворачивается гайка, крепящая подшипники.
Задний конец вала опирается на роликовый подшипник и имеет шлицевой конец, на котором установлен шкив 9 привода компрессора. Шкив имеет посадочное место и отверстие для крепления карданного вала привода гидронасосов. Внутреннее кольцо подшипника фиксируется на валу дистанционной втулки и ступицей шкива.
Муфта 20 может двигаться по шлицам и входить в зацепление с зубчатым венцом блока шестерен, соединяя его с валом.
Определение типа производства
Тип производства определяется по коэффициенту закрепления операций (  )
)

р – число рабочих выполняющих разные операции,
о – количество операций в технологическом процессе за исключением термических, гальванических, контрольных, заготовительных, моечных, окрасочных.

N – годовая программа выпуска деталей,
 - время на изготовление первой детали,
- время на изготовление первой детали,
 - коэффициент ужесточения норм
- коэффициент ужесточения норм 
 - эффективный фонд рабочего времени завода или цены за год.
- эффективный фонд рабочего времени завода или цены за год.
 - коэффициент выполнения плана.
- коэффициент выполнения плана.
 (час)
(час)
 - количество дней в году,
- количество дней в году,
 - количество выходных дней в году,
- количество выходных дней в году,
 - количество праздничных дней,
- количество праздничных дней,
 - продолжительность смен,
- продолжительность смен,
S – количество смен,
к – коэффициент потерь рабочего времени на наладку и ремонт оборудования:
при двух сменной работе  , при одной смене
, при одной смене


 - крупносерийное производство.
- крупносерийное производство.
Крупносерийное производство характеризуется узкой номенклатурой выпуска изделий и их больших объемов, непрерывно изготавливаемых в течении продолжительного периода времени. При этом типе производства технологический процесс разрабатывается подробно и хорошо оснащается, что позволяет обеспечить высокую точность и взаимозаменяемость деталей, малую трудоемкость, а следовательно, более низкую, чем при серийном типе производства себестоимость изделий.
Оборудование и оснастка при крупносерийном типе производства специализированные и специальные; квалификация рабочей силы низкая; расстановка оборудования строго по технологическому процессу в линию, при этом транспортировка конвейерная; время обработки на каждом станке должно соответствовать такту выпуска изделий. При этом типе производства возможно более широко применять механизацию и автоматизацию производственных процессов.
Материал заготовки
Сталь 12ХН3А
Углерода – 0,12%
Хрома – до 1%
Никеля- 3%
А- высококачественная
Механические свойства:
Термообработка- закалка(860/780 )/отпуск(150 )
Среда термообработки 2-вода или 3- масло.
Предел прочности при растяжении
Предел текучести
Удлинение
НВ=217
Сужение ψ=55%
Ударная вязкость
Дата: 2019-05-28, просмотров: 343.