Кафедра Технологии нефтехимического синтеза
И искусственного жидкого топлива
АТТЕСТАЦИОННАЯ РАБОТА
На соискание степени бакалавра по направлению
Химическая технология и биотехнология»
Тема: Сравнительный анализ: методы получения синтез-газа
Заведующий кафедрой,
д. х. н., проф. Третьяков В. Ф.
Руководитель,
ст. преп. Антонюк С. Н.
Дипломант, студент группы ХТ-406
Сысоев М. М.
Москва, 2003 г.
Содержание
Введение
Способы получения синтез-газа
Газификация угля
3.1 Тенденции развития и новые инженерные решения в газификации угля
Взгляд на углепереработку сквозь десятилетия
3.3 Инженерные разработки за прошедшее столетие
3.4 Аппаратурно-техническое оформление процесса
Конверсия метана в синтез-газ
4.1 Термодинамика процесса
4.2 Кинетика углекислотной конверсии метана
4.3 Механизм конверсии смеси CH4 + CO2
4.4 Катализаторы углекислотной конверсии метана
4.5 Технология конверсии метана
Синтез Фишера-Тропша
5.1 Выбор катализаторов
Альтернативный способ получения синтез-газа
6.1 Термохимическая конверсия биомассы
6.2 Биотехнологическая конверсия биомассы
Продукты, получаемые на основе синтез-газа
Выводы
9. Используемая литература
Введение
История знает немало примеров, когда в силу острой необходимости рождались новые оригинальные подходы к решению давно существующих жизненно важных проблем. Так, в предвоенной Германии, лишенной доступа к нефтяным источникам, назревал жесткий дефицит топлива, необходимого для функционирования мощной военной техники. Располагая значительными запасами ископаемого угля, Германия была вынуждена искать пути его превращения в жидкое топливо. Эта проблема была успешно решена усилиями превосходных химиков, из которых, прежде всего следует упомянуть Франца Фишера, директора Института кайзера Вильгельма по изучению угля.
В 1926 году была опубликована работа Ф. Фишера и Г. Тропша "О прямом синтезе нефтяных углеводородов при обыкновенном давлении", в которой сообщалось, что при восстановлении водородом монооксида углерода при атмосферном давлении в присутствии различных катализаторов (железо - оксид цинка или кобальт - оксид хрома) при 270 оС получаются жидкие и даже твердые гомологи метана.
Так возник знаменитый синтез углеводородов из монооксида углерода и водорода, называемый с тех пор синтезом Фишера-Тропша. Смесь CO и H2 в различных соотношениях, называемая синтез-газом, легко может быть получена как из угля, так и из любого другого углеродсодержащего сырья.
Следует отметить, что к моменту разработки синтеза Фишера-Тропша существовал другой способ получения жидкого топлива - не из синтез-газа, а непосредственно из угля прямой гидрогенизацией. В этой области значительных успехов добился также немецкий химик Ф. Бергиус, который в 1911 году получил из угля бензин. Справедливости ради подчеркнем, что синтез Фишера-Тропша возник не на пустом месте - к тому времени существовали научные предпосылки, которые базировались на достижениях органической химии и гетерогенного катализа. Еще в 1902 году П. Сабатье и Ж. Сандеран впервые получили метан из СО и H2 . В 1908 году Е. Орлов открыл, что при пропускании монооксида углерода и водорода над катализатором, состоящим из никеля и палладия, нанесенных на уголь, образуется этилен.
Промышленность искусственного жидкого топлива достигла наибольшего подъема в годы второй мировой войны. Достаточно сказать, что синтетическое топливо почти полностью покрывало потребности Германии в авиационном бензине. После 1945 года в связи с бурным развитием нефтедобычи и падением цен на нефть отпала необходимость синтеза жидких топлив из СО и Н2 . Наступил нефтехимический бум. Однако в 1973 году разразился нефтяной кризис - нефтедобывающие страны ОПЕК (Организация стран - экспортеров нефти - Organization of Petroleum Exporting Countries) резко повысили цены на сырую нефть, и мировое сообщество вынуждено было осознать реальную угрозу истощения в обозримые сроки дешевых и доступных нефтяных ресурсов. Энергетический шок 70-х годов возродил интерес ученых и промышленников к использованию альтернативного нефти сырья, и здесь первое место, бесспорно, принадлежит углю. Мировые запасы угля огромны, они, по различным оценкам, более чем в 50 раз превосходят нефтяные ресурсы, и их может хватить на сотни лет. Нет никаких сомнений, что в обозримом будущем использование синтез-газа будет играть ключевую роль не только и не столько для производства "угольных" топлив (здесь трудно пока конкурировать с нефтяным топливом), но, прежде всего для целей органического синтеза. В настоящее время в промышленном масштабе по методу Фишера-Тропша получают бензин, газойль и парафины только в Южной Африке. На установках фирмы "Sasol" производят около 5 млн. т. в год жидких углеводородов.
Отражением интенсификации исследований по синтезам на основе СО и Н2 является резкое возрастание публикаций, посвященных химии одноуглеродных молекул (так называемая С1-химия). С 1984 года начал издаваться международный журнал "C1-Molecule Chemistry". Таким образом, мы являемся свидетелями наступающего ренессанса в истории углехимии. Рассмотрим некоторые пути превращения синтез-газа, приводящие к получению как углеводородов, так и некоторых ценных кислородсодержащих соединений. Важнейшая роль в превращениях СО принадлежит гетерогенному и гомогенному катализу [1-3].
Газификация угля
Газификация — высокотемпературный процесс взаимодействия углерода топлива с окислителями, проводимый с целью получения горючих газов (Н2, СО, СН4). В качестве окислителей, которые иногда называют газифицирующими агентами, используют кислород (или обогащенный им воздух), водяной пар, диоксид углерода либо смеси указанных веществ. В зависимости от соотношения исходных реагентов, температуры, продолжительности реакции и других факторов можно получать газовые смеси самого разного состава.
Термодинамика процесса
Равновесие в системе 2CO + 2H2 ↔ CH4 + CO2
Большие трудности в практическом осуществлении всех методов конверсии метана связаны со значительным тепловым эффектом: как эндотермичность реакций (1) и (3), так и экзотермичность реакции (2) создают проблему подвода или отвода тепла. В углекислотной конверсии метана (3) при 700 - 800 °С на многих никелевых и платиновых катализаторах достигается равновесная конверсия в синтез-газ СО + Н2. В этих условиях одновременно с реакцией (3) осуществляется взаимодействие монооксида углерода с водяным паром (6). Протекание реакции (6) приводит к тому, что в равновесии (3) отношение СО:Н2 оказывается меньше 1, а конверсия СО2 больше конверсии СН4. Лишь при 900 °С и атмосферном давлении выход Н2 и СО приближается к 100%, а отношение Н2О/СО к нулю.
На рис. 11 показана зависимость равновесного выхода Н2 и СО в исходной системе CH4 + CO2 от температуры и давления.
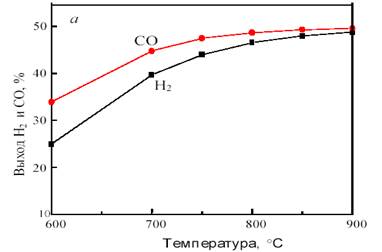
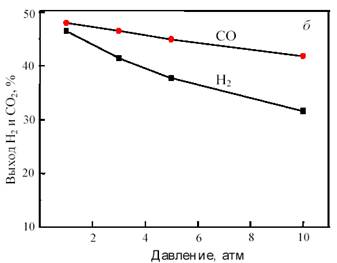
Рис. 11. Зависимость равновесного выхода Н2 и СО от температуры при 0,1 МПа (а) и от давления при 800 °С (б) в исходной смеси 1СН4:1СО2
Как видно из рис. 11, с повышением температуры выход водорода и CO возрастает, достигая предела вблизи 900 °С. С ростом давления равновесная конверсия уменьшается.
Основным препятствием к использованию Ni-катализаторов отравляемость коксом. Возможны два пути образования кокса при разложении метана:
· диссоциация метана
СН4 = С + 2Н2
ΔН = +74,8 кДж/моль•С (8)
· реакция Будуара
2CO ↔ C + CO2
ΔН = -172,5 кДж/моль•С (9)
Первая из них ─ эндотермическая, вторая ─ экзотермическая. Обе реакции могут быть представлены как стадии суммарной реакции (3). Однако в реальности они протекают при разных температурах: реакция (8) ─ преимущественно при высоких температурах, реакция (9) ─ при низких температурах, и в реальных условиях кокс почти всегда образуется. Согласно термодинамическим соображениям суммарное углеотложение должно снижаться с повышением температуры. Действительно, эксперимент подтверждает, что основное количество углерода образуется по реакции (8), а не (9). Часто углерод, диффундируя в металл, образуется на выходе из катализатора в виде нитей.
Одним из путей решения проблемы, связанной с подводом и отводом тепла при получении синтез-газа, является разработка процесса комбинированной конверсии смеси СН4 + СО2 + Н2О + О2, в котором бы без дополнительного подогрева сочетались реакции (1), (2), (3) и (6). Такую термонейтральную (автотермическую) конверсию можно осуществить, комбинируя углекислотную (3) и кислородную (2) конверсию метана в системе СН4 + СО2 + О2. Термодинамический расчет процесса комбинированной конверсии, включающей реакции (2), (3) и паровой конверсии СО (6), показывает, что в смеси 50% СН4 + (50 - х)% СО2 + х% О2 при 800 °С термонейтральность достигается при х = 23% (рис. 12). В реакции смеси 50% СН4 + 27% СО2 + 23% О2 при 800 °С и 1 атм. равновесные выходы составляют: 49,3% Н2 и 36,5% СО, т.е. соотношение CO:H2 сильно отличается от единицы.
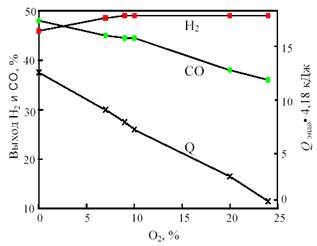 |
Рис. 12. Зависимость равновесного выхода Н2 и СО и теплового эффекта реакции (теплопоглощения) Qэндо при 800 °С и 0,1 МПа от содержания кислорода (x) в смеси 50% СН4 + (50-х)% СО2 + х% О2
Изменение соотношения исходных компонентов позволяет получить газ состава 1СО:1Н2 с одновременным сохранением термонейтральности. Например, исходная смесь, содержащая 38% СН4, 43% СО2 и 19% СО2, при 800 °С и 1 атм. дает продукт состава 36,0% Н2 и 36,4% СО при нулевом тепловом эффекте. При повышении температуры получается избыток СО: при 900 °С ─ 34,6% Н2 и 38,0% СО, а при снижении температуры ─ избыток Н2: при 700 °С ─ 36,4% Н2 и 33,6% СО. В качестве примера на рис. 13 показана зависимость равновесного выхода СО и Н2 от температуры и давления для исходной смеси 38 % CH4 + 43% CO2 + 19% O2.
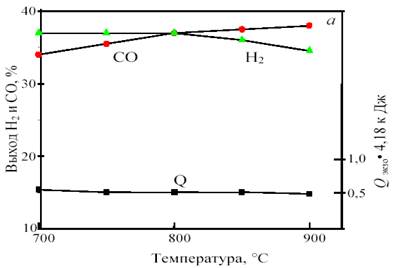
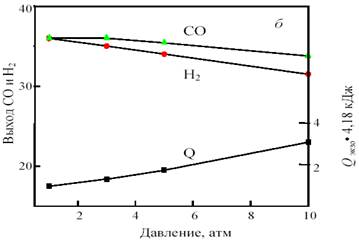
Рис. 13. Зависимость равновесного выхода Н2 и СО и теплового эффекта реакции (тепловыделения) Qэндо при 0,1 МПа от температуры (а) и при 800 °С от давления (б) в смеси 38%СН4 +43%CO2 + 19%O2
Важно отметить, что для этой смеси, в отличие от смеси 1СО:1Н2, с ростом давления от 1 до 10 атм. равновесный выход продуктов уменьшается не намного, всего на 2─3%. Это позволяет интенсифицировать процесс путем увеличения давления без изменения соотношения продуктов и термонейтральности.
Технология конверсии метана
Способ паровой конверсии в трубчатых печах применяется для получения синтез-газа, используемого для производства водорода, аммиака и метанола. Для синтеза метанола паровая конверсия обладает существенным недостатком ─ получают газ с избыточным содержанием водорода, а переработка таких газов приводит к увеличению затрат на сжатие. Кроме того, избыточный водород ─ балласт в процессе синтеза, и его приходится отводить с продувочными газами. Но, несмотря на это, процесс паровой конверсии все еще считается наиболее экономически эффективным вариантом для крупнотоннажных (750 тыс. т/год) установок производства метанола, имеющих одну технологическую линию и рассчитанных на использование в качестве сырья газа по низкой или умеренной цене.
В России наиболее широко распространен процесс паровой конверсии метана. Процесс идет в несколько стадий: подготовка сырья, конверсии, утилизации тепла, очистки газов от CO2. Сырье очищают по необходимости.
Исходный метан сжимают турбокомпрессором 1 до 2 ─ 3 МПа (см. рис. 15) и смешивают с необходимым количеством водяного пара и CO2. Смесь подогревают в теплообменнике 2 до 400 оС частично охлажденным конвертированным газом и подают в смеситель конвертора 6, куда поступает предварительно приготовленная смесь O2 с равным объемом водяного пара. Конвертор охлаждается кипящим в рубашке конденсатом; при этом генерируется пар с давлением 2 ─ 3 МПа, который отделяют в паросборнике 5. Тепло горячего конвертированного газа, выходящего из конвертора при 800 ─ 900 oC, используют в котле-утилизаторе для получения пара высокого давления, направляемого затем в линию пара соответствующего давления или используемого для привода турбокомпрессора. Тепло частично охлажденного газа утилизируют для предварительного подогревания смеси в теплообменнике 2 и в теплообменнике 3 для нагревания водного конденсата, питающего котел-утилизатор. Окончательное охлаждение осуществляют в скруббере 7 водой, циркулирующей через холодильник 8. При этом на выходе газ содержит смесь газов следующего состава:
CO ─ 15 – 45% (об.)
H2 ─ 40-75% (об.)
CO2 ─ 8-15% (об.)
CH4 ─ 0,5% (об.)
N2 и Ar ─ 0,5-1% (об.)
Очищают от CO2 через абсорбцию под давлением, хемосорбцию водным раствором моноэтаноламина или карбоната калия.
Наверх газ поступает в абсорбер 9, где поглощается CO2, а очищенный газ направляется к потребителю. Насыщенный абсорбент подогревается в теплообменнике 10 горячим регенерированным раствором и направляется в десорбер 11, с низа которого абсорбент направляется через т/о 10 вновь на поглощение CO2 в абсорбер 9. CO2 с верха 11 компримируют до соответствующего давления и возвращают на конверсию, смешивая перед т/о 2 с природным газом и водяным паром.
Расход на 1 м3 синтез-газа составляет:
Природный газ ─ 0,35 – 0,40 м3,
Технический O2 ─ 0,2 м3,
и в зависимости от применяемого
давления и добавки CO2 ≈ 0,2 - 0,8 кг водяного пара.
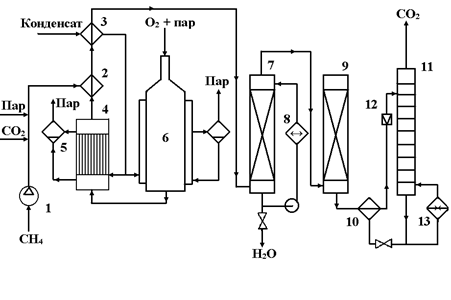
Рис. 15. Технологическая схема окислительной конверсии природного газа при высоком давлении
1 – турбокомпрессор; 2, 3, 10 – теплообменники; 4 – котел-утилизатор; 5 – паросборники; 6 – конвертор; 7 скруббер; 8 – холодильник; 9 – абсорбер; 11 – десорбер; 12 – дроссельный вентиль; 13 – кипятильник.
За рубежом развитие процессов паровой и углекислотной конверсии метана направлено несколько в другую сторону. На рис. 16 показаны принципиальные технологические схемы конверсии метана с паром для получения водорода и комбинированного парового/углекислотного риформинга для производства синтез-газа.
Установка риформинга обычно включает от 40 до 400 трубок (длина 6 ─ 12 м, диаметр 70 ─ 160 мм, толщина стенок 10 ─ 20 м), которые установлены вертикально в прямоугольной печи. Трубки заполняются катализатором, обычно формованным в виде небольших цилиндров или колец Рашига. Реактор обогревается горелками, которые могут размещаться внизу, сбоку или сверху печи. Топливо сжигается в радиационной секции печи. Отходящие дымовые газы (после обогрева реактора). Проходят через конвекционную секцию, где охлаждаются за счет отдачи тепла жидкостным и паровым потокам, включая пар, необходимый для реакции, исходный водяной поток и потоки для производства пара.
Дальнейший технологический маршрут синтез-газа зависит от выбранного процесса его вторичной переработки (получение H2, CO, оксосинтез, синтез аммиака и т.д.). Для получения водорода газ направляют в реактор конверсии водяного газа и поглотительный реактор переменного давления (см. рис.16а). Если требуется получить CO, то используется технологическая схема, включающая секцию удаления CO2 и установку низкотемпературного разделения (т.н. «холодный ящик»). Выделяемый диоксид углерода повторно используется в процесс риформинга. Если в этом случае желательно также получить H2 в качестве продукта, то установку снабжают блоком PSA (Pressure-Swing-Adsorption) (см. рис. 16).
В таблице 6 представлены некоторые характеристик процессов конверсии метана.
Таблица 6
Сравнительные технико-экономические показатели процессов получения синтез-газа.
| Показатели | Паровая конверсия углеводородного газа | Двухступенчатая конверсия в системе конвертеров "Тандем" | Паро-углекислотная конверсия природного газа |
| Сырье, требования к сырью | Природный газ, легкая часть попутного нефтяного газа | Природный газ, легкая часть попутного нефтяного газа Кислород - 138 н.м3/1000 н. м3 | Природный газ, легкая часть попутного нефтяного газа CO2 из отделений синтеза |
| Получаемые продукты | Синтез-газ, % (об.) CO2 - 7,59 CO - 14,28 H2 - 73,02 CH4 - 4,67 N2 - 0,51 Калорийность 2688 ккал/н.м3 Пар высокого давления - 1,31 т/1000 н.м3 синтез-газа | Синтез-газ, % (об.) CO2 - 7,49 CO - 22,03 H2 - 67,42 CH4 - 2,17 N2 - 0,89 Калорийность 2578 ккал/н.м3 Пар высокого давления - 0,5 т/1000 н.м3 синтез-газа | Синтез-газ, % (об.) CO2 - 0,04 CO - 31,27 H2 - 36 CH4 - 2,28 |
| Расходные показатели (на 1000 н.м3 синтез-газа) | Природный газ: на технологию - 261 н.м3 на топливо - 47 н.м3 всего - 308 н.м3 Катализаторы - 0,209 кг | Природный газ: на технологию - 312 н.м3 на топливо - 54 н.м3 всего - 366 н.м3 Катализаторы - 0,195 кг | Природный газ: на технологию - 261 н.м3 на топливо - 82 н.м3 всего - 343 н.м3 Катализаторы - 0,2 кг |
| Влияние на окружающую среду (на 1000 н.м3 синтез-газа) | Дымовые газы огневого подогревателя - 113 н.м3 NOx + SO2 = 0,006 кг Дымовые газа после трубчатой печи - 2580 н.м3 NOx + SO2 = 0,085 кг Отработанные катализаторы | Дымовые газы вспомогательного котла – 36 н.м3 Отработанные катализаторы | Дымовые газы - 2290 н.м3 Отработанные катализаторы |
Таблица 6 (окончание)
Технико-экономические показатели.
| Показатели | Паровая конверсия углеводородного газа | Двухступенчатая конверсия в системе конвертеров "Тандем" | Паро-углекислотная конверсия природного газа |
| Выход CO на исходный углерод, % | 53 - 55 | 69 - 70 | 93 |
| Соотношение H2:CO,моль/моль | 5:1 | (3,0 - 3,2):1 | (2,1 - 2,3):1 |
| Удельные кап. вложения, долл. /1000 н.м3 газа в год | 73,4 | 78,2 | 99,9 |
| Расход природного газа на 1000 н.м3 синтез-газа | 308 | 366 | 343 |
| Давление получаемого синтез-газа, МПа | 1,2 - 1,6 | 2,8 - 3,0 | 1,2 - 1,5 |
Синтез Фишера-Тропша
Метод Фишера – Тропша по превращению метана в более тяжелые углеводороды был разработан в 1923 г. и реализован в промышленности Германии в 1940-х годах.
Почти все авиационное топливо в этой стране во время второй мировой войны производилось с помощью синтеза Фишера – Тропша из каменного угля. Впоследствии от этого способа изготовления моторных топлив отказались, так как топливо, получаемое при переработке нефти, до последнего времени было экономически более выгодным.
При получении жидкого топлива на основе синтеза Фишера - Тропша разнообразные соединения углерода (природный газ, каменный и бурый уголь, тяжелые фракции нефти, отходы деревообработки) конвертируют в синтез-газ (смесь СО и Н2), а затем он превращается в синтетическую «сырую нефть» - синтнефть. Это – смесь углеводородов, которая при последующей переработке разделяется на различные виды практически экологически чистого топлива, свободного от примесей соединений серы и азота. Достаточно добавить 10% искусственного топлива в обычное дизельное, чтобы продукты сгорания дизтоплива стали соответствовать экологическим нормам. [28]
Еще более эффективной представляется конверсия газа в дорогостоящие продукты тонкого органического синтеза.
Конверсию газа в моторное топливо можно в целом представить как превращение метана в более тяжелые углеводороды:
2nСН4 + 1/2nО2 = СnН2n + nН2О
Из материального баланса брутто-реакции следует, что массовый выход конечного продукта не может превышать 89%.
Реакция напрямую неосуществима. Конверсия газа в жидкое топливо (КГЖ) проходит через ряд технологических стадий (рис.17). При этом в зависимости от того, какой конечный продукт необходимо получить, выбирается тот или иной вариант процесса.
Синтез Фишера-Тропша может рассматриваться как реакция восстановительной олигомеризации монооксида углерода, при которой образуются углерод-углеродные связи, и в общем виде она представляет собой сложную комбинацию ряда гетерогенных реакций, которую можно представить суммарными уравнениями:
nCO + 2nH2 → (CH2)n + nH2O,
2nCO + nH2 → (CH2)n + nCO2 .
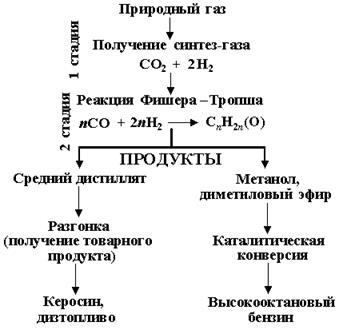
Рис. 17. Принципиальная схема конверсии синтез-газа в жидкие продукты (топливо).
Продуктами реакции являются алканы, алкены и кислородсодержащие соединения, то есть образуется сложная смесь продуктов, характерная для реакции полимеризации. Первичными продуктами синтеза Фишера-Тропша являются a- и b-олефины, которые превращаются в алканы в результате последующего гидрирования. Природа применяемого катализатора, температура, соотношение СО и Н2 существенно сказываются на распределении продуктов. Так, при использовании железных катализаторов велика доля олефинов, тогда как в случае кобальтовых катализаторов, обладающих гидрирующей активностью, преимущественно образуются насыщенные углеводороды. [2]
В настоящее время в качестве катализаторов синтеза Фишера-Тропша в зависимости от поставленных задач (повышение выхода бензиновой фракции, увеличение выхода низших олефинов и др.) используются как высокодисперсные железные катализаторы, нанесенные на оксиды алюминия, кремния и магния, так и биметаллические катализаторы: железо-марганцевые, железо-молибденовые и др. [34]
За 70 лет с момента открытия синтеза не утихают споры по поводу механизма реакции. В настоящее время рассматриваются три различных механизма. Первый механизм, называемый карбидным, впервые предложенный Фишером и Тропшем и в дальнейшем нашедший поддержку у других исследователей, предполагает образование С-С-связей в результате олигомеризации метиленовых фрагментов на поверхности катализатора. На первой стадии происходит адсорбция СО и образуется поверхностный карбид, а кислород превращается в воду или СО2:

На второй стадии поверхностный карбид гидрируется с образованием фрагментов СНx (х = 1-3):

Удлинение цепи происходит в результате реакции поверхностных метила и метилена и далее путем внедрения метиленовых групп идет рост цепи:

Стадия обрыва цепи происходит в результате десорбции алкена с поверхности катализатора:

Второй механизм, названный гидроксикарбеновым, предполагает также гидрирование координированного на металле СО с образованием поверхностных гидроксикарбеновых фрагментов, в результате конденсации которых и происходит образование С-С-связей:

Третий механизм, который можно назвать механизмом внедрения, предполагает образование С-С-связей в результате внедрения СО по связи металл-углерод (о способности СО к внедрению по связи металл-алкил говорилось выше):

Накоплен достаточно богатый экспериментальный материал, свидетельствующий в пользу того или иного варианта механизма, однако приходится констатировать, что к настоящему моменту невозможно сделать однозначный выбор между ними. Можно предположить, что в связи с большой важностью синтеза Фишера-Тропша исследования в этом направлении будут интенсивно продолжаться и мы станем свидетелями новых воззрений на механизмы протекающих реакций [3].
Выбор катализаторов
Состав конечных продуктов зависит от катализатора, температуры и соотношения СО и Н2.
На металлоокисном катализаторе получают метанол с примесью этанола и диметилового эфира. Это основной процесс получения метанола в мире, обычная мощность метанольных заводов составляет около 0,5 млн. т в год (Новомосковское ПО «АЗОТ»; кобальтовый катализатор).
Для производства моторных топлив метанол перерабатывается в диметиловый эфир и далее в смесь разветвленных предельных углеводородов (процесс Mobil GTG в Мауи, Новая Зеландия; кобальтовый катализатор)[19].
На кобальтово-цинковых катализаторах, обладающих гидрирующей активностью, получают смесь линейных алканов (процесс AGC-211 в Бинтулу, Малайзия) [20].
На железном катализаторе получают смесь линейных и разветвленных алканов и алкенов (перспективный процесс Рентех).
На кобальтовых или родиевых катализаторах при давлении выше 10 МПа и температуре в диапазоне 140 - 180 °С алкены взаимодействуют с синтез-газом и превращаются в альдегиды - важнейшие полупродукты в производстве спиртов, карбоновых кислот, аминов, многоатомных спиртов и др. Мировое производство альдегидов по такой технологии (оксосинтез) достигает 7 млн т в год [14].
Одно из важных современных направлений научного поиска в области синтеза Фишера - Тропша состоит в получении кислородсодержащих продуктов. Введение таких соединений в количестве 1 % в дизельное топливо снижает содержание сажи в продуктах сгорания на 4 – 10%.
Таблица 7.
Характеристика производства различных продуктов, получаемых на основе синтез-газа.
| Процесс | Продукт | Состав исходного газа | Расход 1 т конечного продукта | Затраты тв. топлива на 1 т конечного продукта |
| Синтез аммиака | аммиак | 75% (об) H2, 25% (об) N2 | 2050 м3 H2+ 685 м3 N2 | 1,40 |
| Синтез метанола | метанол | 67% (об) Н2, 33% (об) CO | 1650 м3 H2+ 825 м3 CO | 1,50 |
| Оксосинтез | альдегиды, спирты | 50% (об) H2, 50%(об) CO | 600 м3 H2 + 600 м3 CO | 0,88 |
| Синтез у/в по Фишеру-Тропшу | жидкие углеводороды | 33% (об) Н2, 67% (об) или 67% (об) Н2, 33% (об) CO | 2000 м3 H2+ 4000 м3 CO или 4000 м3 H2 + 2000 м3 CO | 3,85 |
| Прямое восстановление железа | железная губка (92%Fe) | 33% (об) Н2, 67% (об) | 225 м3 H2 + 400 м3 CO | 0,45 |
| Гидрокрекинг вакуумного дистиллята нефти | бензин | 100% (об) H2 | 500 м3 H2 | 0,02 |
| Гидрирование каменного угля | жидкие углеводороды | 100% (об) H2 | 2070 м3 H2 | 0,27 |
| Гидрирование бурого угля | жидкие углеводороды | 100% (об) H2 | 1620 м3 H2 | 0,16 |
Заключение
В мире проводятся интенсивные исследования по усовершенствованию и замене традиционных методов получения синтез-газов на более современные, с целью снижения капиталовложений и эксплуатационных затрат на этой стадии.
В настоящее время удельные капитальные затраты производства моторных топлив из природного газа через стадию получения синтез-газа и синтез Фишера-Тропша почти в 2 раза выше, чем у процессов переработки нефти.
Перспективными являются работы по синтезу метанола и водородного топлива через процесс получения синтез-газа.
Из изученных материалов можно сделать следующие заключения:
· наиболее выгодным процессом крупнотоннажного получения синтез-газа остается паровая конверсия метана;
· самым дорогим процессам по капиталовложениям является паро-углекислотная конверсия метана, которая в то же время дает наибольший выход монооксида углерода;
· при сравнении 3-х методов газификации видно, что Koppers-Totzek практически по всем показателям превосходит методы Lurgi и Winkler;
· для экологической безопасности необходимо улучшать системы улавливания вредных примесей, а также подвергать более полной утилизации отработанные катализаторы.
Литература
1. Катализ в С1 – химии. / Под ред. Л. Кайма. Л.: Химия, 1987. 296 с.
2. Караханов Э. А., Что такое нефтехимия // Соросовский Образовательный журнал. 1996. № 2. С. 65─73.
3. Харитонов Ю. Я. Комплексные соединения // Соросовский Образовательный журнал. 1996. № 1. С. 48─56.
4. Химические вещества из угля. Пер. с нем./ Под ред. Э. Фальбе – М: Химия, 1980. ─ 616 с.
5. Бекаев Л. С., Марченко О. В., Пинегин С. П. и др. Мировая энергетика и переход к устойчивому развитию – Новосибирск: Наука, 2000. ─ 300с.
6. Шиллинг Г.-Д., Бонн Б.. Краус У. Газификация угля / Пер. с нем. и ред. С. Р. Исламова – МЖ Недра, 1986 – 175 с.
7. Патент 2052492 РФ. Способ получения синтез-газа и газификатор вертикального типа / С. Р. Исламов, С. Г. Степанов, А. Б. Морозов, О. С. Пивоваров, В. А. Збруев. – Опубл. 20. 01.1996 г. в БИ № 2. – 4 с.
8. Патент 2144844 РФ. Катализатор (его варианты) и процесс получения синтез-газа / Павлова С.Н., Сапутина Н.Ф., Садыков В.А., Бунина Р.В., Исупов В.П. ─ Опубл. 27.01.2000 в БИ № 9. – 13 с. Патентообладатель: Институт катализа им. Г. К. Борескова СО РАН
9. Dybkjaer J., Hansen J.B. Proc. IV Int. Natural Gas Conversion Symp. Kruger National Park, South Africa, 1995. Amsterdam: Elsevier. 1997, p. 99 ─116.
10. Fleisch T.N., Basu A., Gradassi M.J., Masin J.C. Ibid., p. 117.
11. Бодров И. М., Апельбаум Л. О. Кинетика и катализ, 1967, т. 8, № 4, с. 379─384.
12. Bradford M.C.J., Vannice M.A. Catal. Today, 1999, v. 50, № 1, p. 87─96.
13. Nakamura J., Aikawa K., Sato K., Uchijima T. Catal. Lett., 1994, v. 29, p. 261.
14. Крылов О.В., Мамедов А.Х. Успехи химии, 1995, т. 64, № 9, с. 935─959.
15. Erdohelyi A., Fodor K., Solymosi F.. Proc. IV Int. National Gas Conversion Symp. Kruger National Park, South Africa, 1995. Amsterdam: Elsevier, 1997, p. 525─530.
16. Kroll V.C.H., Tjatjopoulos G.J., Mirodatos C. Proc. V Int. Natura Gas Conversion Symp. Giardini-Naxos, Sicily, 1998. Amsterdam Elsevier, 1998, p. 753─758.
17. Schuurman Y., Marquez-Alvarez C., Kroll V.C.H., Mirodatos C. Catal. Today, 1998, v. 46, № 2.3, p. 185─192.
18. Gronchi P., Centola P., Kaddouri A., Del Rosso R. Proc. V Int. Natural Gas Conversion Symp. Giardini Naxos, Sicily, 1998. Amsterdam: Elsevier, 1998, p. 735─740.
19. Бобров Н.Н., Боброва И.И., Собянин В.А. Кинетика и катализ, 1993, т. 34, № 4, с 257─258.
20. Bobrova I.I., Bobrov N.N., Davydov A.A. Catal. Today, 1995, v. 24, № 3, p. 429─439.
21. Tomishige K., Chen Y., Yamazaki O. e.a. Proc. V Int. Natural Gas Conversion Symp. Giardini-Naxos, Sicily, 1998. Amsterdam: Elsevier, 1998, p. 861─866.
22. Томишиге К., Химено И., Ямазаки О. и др. Кинетика и катализ 1999, т. 40, № 3, с. 432─439.
23. Исаев О.В., Корчак В.Н., Крылов О.В. и др. Кинетика и катализ 2000, т. 45, № 11, с. 178─201.
24. O.Connor A.M., Ross J.R.H. Abstr. 5-th European Workshop on Methane Activation. Linerik, Ireland, 1997.
25. Содесава Т. Кинетика и катализ, 1998, т. 40, № 3, с. 452─453.
26. Krylov O.V., Mamedov A.Kh., Mirzabekova S.R. Catal. Today, 2000 г. v. 32, № 4, p. 173─189.
27. Бодров И.М., Апельбаум Л.О., Темкин М.И. Кинетика и катализ, 1998, т. 5, № 4, с. 696─703.
28. Н. И. Курбатов, А. К. Зайце ─ Конверсия природного газа в жидкое топливо // журнал «Потенциал», 1996. № 11. С. 44─52.
29. Панцхава Е.С., Кошкин Н.Л. Использование энергии биомассы в России: Проблемы и перспективы // Тезисы германо-российской конференции "Возобновляемые источники энергии и их роль в энергетической политике России и Германии". 1994. 24-26 октября, Фрайбург.
30. Кузнецов Б. Н. Новые подходы в химической переработке углей // Соросовский Образовательный Журнал. 1996. № 6. С. 50─58.
31. Шелдон Р. А. Химические продукты на основе синтез-газа: Пер. с англ. М.: Химия, 1987.
32. Березин И.В., Панцхава Е.С. Техническая биоэнергетика // Биотехнология. 1986. Т. 2. № 2. С. 1-12; № 3. С. 8-15. Панцхава Е.С., Давиденко Е.В. Метангенерация твердых органических отходов городов // Биотехнология. 1990. Т. 6. №4. С. 49-53.
33. Ре-циркуляционное анаэробное сбраживание отходов сельского хозяйства с выработкой биогаза / Т.Я. Андрюхин, Н.К. Свириденко, Ю.В. Савельев и др. // Биотехнология. 1989. Т. 5. №2. С. 219-225.
34. Караханов Э. А. Синтез-газ как альтернатива нефти. 1. Процесс Фишера-Тропша и оксо-синтез // Соросовский Образовательный Журнал. 1997. № 6. С.69.
Кафедра Технологии нефтехимического синтеза
Дата: 2019-05-28, просмотров: 387.