Деталь – корпус (рис 1.) и предназначена (деталь) для базирования в нём основных узлов и агрегатов для воспроизводства угловой передачи. Деталь по сути дела воспринимает на себе все колебания узлов и механизмов находящихся в ней. Она работает в условиях циклических знакопеременных нагрузках. Исполнительные поверхности, корпуса работают в условиях постоянного трения.
Материал детали - алюминиевый сплав АЛ9-1 ГОСТ 2685-75. Химический состав и механические свойства представлены в табл. 1.1 и 1.2. соответственно.
Таблица 1.1.
Химический состав сплава АЛ9-1 ГОСТ 2685-75,%
| Si | Mg | Ti | Be | Mn | Cu | Zn |
| 6-8 | 0.2-0.4 | до 0,15 | до 0,1 | 0.5 | 0.2 | 0.1 |
Таблица 1.2.
Механические свойства сплава АЛ9-1 ГОСТ 2685-75
| Временное сопротивление разрыву, sВ, Н/мм2. | Относительное удлинение, d5, %. | Твердость, НВ |
| 230 | 2 - 5 | 75 |
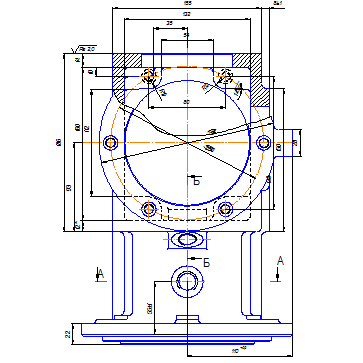
Рис 1. Деталь - корпус
В таблице1.3 представлена классификация поверхностей детали. Номера поверхностей указаны на технологическом чертеже представленном на рис. 2.
Таблица 1.3
| Вид поверхности | Номер поверхности |
| Основные конструкторские базы | 47, 48. |
| Вспомогательные конструкторские базы | 1, 2, 6, 7, 9, 13, 17, 18, 20, 22, 25, 31, 34, 36, 37, 40, 43, 44, 56 |
| Исполнительные поверхности | 8, 17, 25, 19, 23, 26, 28, 32, 57, 59 |
| Свободные поверхности | Все остальные |
Анализ технологичности конструкции детали
Рабочий чертеж корпуса угловой передачи содержит необходимую графическую информацию для полного представления о его конструкции. Указаны размеры с их отклонениями, проставлены необходимая шероховатость и допуски формы и расположения поверхностей.
В то же время можно отметить и ряд недостатков:
- на чертеже не указаны отклонения на некоторые свободные поверхности корпуса;
- шероховатость проставлена по старому госту;
- симметричность стенок паза проставлена относительно двух баз;
- отсутствуют технические требования;
- невидимые поверхности показаны штриховыми линиями;
На технологическом чертеже корпуса угловой передачи сделаны необходимые доработки.
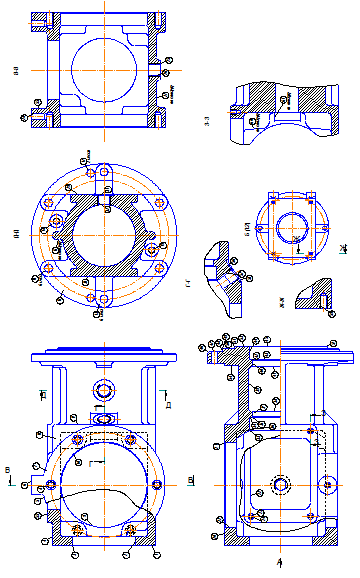
Рис 2. Эскиз с нумерацией поверхностей
В отношении других поверхностей деталь технологична и позволяет применить высокопроизводительные методы обработки.
Общую технологичность детали можно определить с помощью коэффициентов:
-коэффициент точности
 ; (1.1)
; (1.1)
 ; (1.2)
; (1.2)
где, ТCP - среднее значение точности;
Ti - квалитет i-ой поверхности;
n  - число поверхностей с текущим квалитетом;
- число поверхностей с текущим квалитетом;
ТCP = 13;
Кточ = 0,92;
- коэффициент шероховатости
 ; (1.3.)
; (1.3.)
 ; (1.4.)
; (1.4.)
где, ШСР – средняя шероховатость, Ra;
Шi - текущая шероховатость поверхности;
ni - число поверхностей с данной шероховатостью;
ШСР = 6,8;
Кш = 0,85.
Дата: 2019-05-28, просмотров: 333.