Рассмотрим особенности легирования кристаллов в процессе их выращивания из жидкой фазы. Широко применяемым методом получения легированных монокристаллов полупроводников является выращивание их из расплава, к которому добавлена нужная примесь.
Общие принципы такого легирования заключаются в следующем. Навеска примеси pi, подлежащая введению в расплав или жидкую зону для получения в твердом кристалле концентрации Ni, рассчитывается по формуле, определяющей коэффициент разделения примеси.
K0 = CS/CL = NiMiVL/NApi,
pi = NiMiVL/K0NA, (1)
где Mi — атомный вес примесного элемента, NA — число Авогадро, VL — объем расплава.
При выборе примесей для легирования необходимо учитывать величину коэффициента разделения и ее изменение при изменении условий выращивания. Эти факторы являются чрезвычайно важными для получения монокристаллов с равномерным распределением примесей из-за принципиальной однократности процесса легирования и невозможности исправления ошибок в дозировании примеси.
Пусть, для определенности, K0 < 1. Тогда если скорость роста кристалла V больше, чем скорость выравнивания состава в жидкой фазе, то из-за оттеснения примеси из твердой фазы в жидкую и замедленности диффузионных процессов установления равновесия в жидкой фазе концентрация примеси в расплаве у границы раздела будет возрастать.
Накопление избытка примеси приведет к образованию перед движущимся фронтом кристаллизации диффузионного слоя δ, из которого примесь путем диффузии переходит в объем расплава. Если K0 > 1, то вблизи поверхности роста ощущается недостаток примеси. Таким образом, от равновесного коэффициента разделения K0 мы переходим к эффективному K и учитываем влияние условий выращивания на процессы легирования:
K(f,D, δ) = K0/[K0 + (1 − K0) exp(−Vδ/D)], (2)
где D — коэффициент диффузии примеси в расплаве
В некоторых случаях, если характер перемешивания расплава задан, определение значения δ возможно аналитически. Так, если при получении легированных кристаллов методом Чохральского перемешивание расплава осуществляется вращением кристалла и тигля вокруг своих осей во встречных направлениях с угловыми скоростями ωк и ωт, то значение δ при невысоких скоростях роста V может быть определено по формуле
δ = AD1/3ν1/6(ωк + ωт)−1/2, (3)
где A — постоянная, принимающая значение от 1.3 до 1.6, а ν — кинематическая вязкость расплава.
Зависимость K от V показана на рис.1 для двух скоростей вращения и трех значений равновесного коэффициента разделения K0. Видно, что только при скоростях V < 4 · 10−3 см/с можно говорить о совпадении K и K0. Из рисунка также видно, сколь важно вращение расплава и (или) кристалла для выравнивания концентрации примеси в расплаве.
Особенно это важно в условиях зонной плавки: без перемешивания расплава δ может достигать размеров зоны. При δ = 1 см K и K0 становятся сопоставимы по величине только при V < 10−4 см/с. Именно поэтому скорости выращивания кристаллов в методе зонной плавки значительно меньше, чем при вытягивании кристалла из расплава.
При выборе примеси чрезвычайно важным является учет ее чистоты, так как попадание в растущий кристалл вместе с легирующей примесью неконтролируемых сопутствующих примесей даже в очень малых количествах может приводить к существенному ухудшению параметров выращиваемых кристаллов (например, существенно снижать время жизни неосновных носителей заряда). Поэтому перед легированием оценивают требуемую чистоту легирующего элемента с учетом особенностей используемого метода легирования и допустимого содержания в легируемом кристалле посторонних примесей.
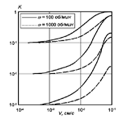
Рис. 1. Зависимость K от скорости кристаллизации V при разных скоростях вращения расплава и кристалла.
Дата: 2019-05-28, просмотров: 327.