Оконные блоки со спаренными переплетами изготовляют в основном из спецификационных пиломатериалов, выпиливаемых по заданным размерам в лесопильном цехе или поставляемых со стороны.
Раскрой пиломатериалов. После сушки пиломатериалы раскраивают по длине, а при надобности и по ширине на полуавтоматической линии по раскрою пиломатериалов. В случае отсутствия линии пиломатериалы раскраивают на круглопильных станках.
Короткомерные пиломатериалы, получаемые при раскрое, используют для изготовления деталей оконных блоков, сращивая их по длине. Для этого их предварительно раскраивают на нужный размер и сушат в сушильных камерах до 10%-ной влажности. Покоробленные отрезки фрезеруют в угол на фуговальном станке, а затем зарезают шипы и проушины на одностороннем шипорезном станке. Бруски с зарезанными шипами склеивают по длине и выдерживают на подстопном месте для схватывания клея. Бруски по длине соединяют на зубчатый шип.
При раскрое пиломатериалов для соблюдения комплектности в первую очередь следует выкраивать вертикальные бруски, так как горизонтальные, имеющие незначительную длину, получают попутно или выкраивают из отбракованных вертикальных брусков.
Обработка заготовок. Полученные после раскроя заготовки обрабатывают с четырех сторон с созданием профиля на полуавтоматической линяй по обработке брусковых деталей. Кроме того, в брусках должны быть зарезаны шипы и проушины.
На тех предприятиях, где отсутствуют линии по обработке брусковых деталей, детали обрабатывают следующим образом: бруски, имеющие покороб-ленность и неровности, фрезеруют в угол, т е. пласть и кромку на фуговальном станке, после чего их обрабатывают с четырех сторон на четырехстороннем продольно-фрезерном станке
Обработку заготовок для брусков окон можно вести на пинии ДЛ-ЗА, где выполняются работы по фугованию, обработке с четырех сторон с созданием профиля, торцовка и зарезка шипов. На пинии можно обрабатывать бруски длиной до 1800 мм, шириной до 70 мм. Скорость подачи на линии до 24 м/мин.
Бруски коробок выкраивают из пиломатериалов толщиной 60 мм. После сушки их раскраивают на полуавтоматической линии, а затем обрабатывают на линии по обработке брусковых деталей. Если на предприятии нет линий, то обработку ведут следующим образом: раскраивают пиломатериалы на круглопильных станках, а затем бруски, имеющие покоробленность и неровности, фрезеруют в угол на фуговальном станке, после чего с четырех сторон с отборкой профиля обрабатывают на четырехстороннем продольно-фрезерном станке. Затем на шипорезном станке в вертикальных брусках зарезают шипы, а в горизонтальных — проушины В горизонтальных брусках коробки на цепно-долбежном или на сверлильно-пазовальном станке выбирают гнезда для шипов вертикального импоста, на этом же станке в импосте выбирают пазы для постановки планки завертки замка.
В вертикальных брусках коробки гнезда для петель прорезают на специальном станке, после чего на рабочем месте ставят полупетли. В брусках, имеющих дефекты, их заделывают на станке по высверливанию и заделке сучков В нижнем горизонтальном бруске коробки для отвода конденсата прорезают пазы.
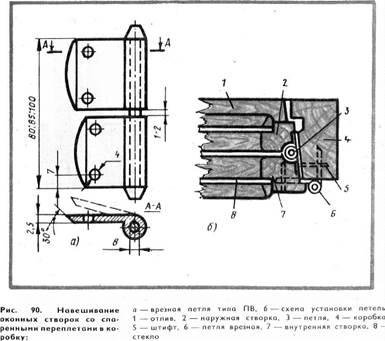
Сборку переплетов, коробок производят в сборочных станках. Собранную створку, укладывают на подстопное место для выдержки. После выдержки створки обрабатывают на линии ДЛ-5 или ДЛ-5А или на станках общего назначения. На трехцилиндровом шлифовальном станке или широком рейсмусовом станке зачищают и шлифуют наружные плоскости створок, после чего их укладывают в шаблон и на фрезерном станке обрабатывают по периметру. Затем в них выбирают гнезда под петли, причем во внутренних створках—под врезные петли, а во внутренней и наружной—под петли ПНО (рис. 90). Помимо этого во внутренней створке выбирают гнезда под замок завертки и отверстия под ручку завертки.
В брусках коробки (импосте) выбирают паз под запорную планку, а в створках и форточке — гнезда под винтовую стяжку на специальных станках или сверлильно-пазовальном станке. Оконные коробки собирают в сборочном станке ВГК-2 (на клею и нагелях). Шиповые соединения крепят нагелями, установленными на клею.
|
| Нагели необходимо ставить во всех углах коробки, а также в местах соединений импоста с горизонтальными брусками заподлицо с плоскостью брусков коробки. При сборке переплетов и коробок необходимо следить за тем, чтобы не было перекосов с угла на угол; правильность сборки проверяют линейкой или шаблоном. Шиповые соединения коробки должны быть плотными, без зазоров. При сборке оконного блока навешивают створки и форточки в коробку, подгоняют створки к коробке, устраняя все дефекты и неточности, а затем устанавливают отлив и раскладки по стеклу. | ||
| Примерный порядок установки приборов в оконных и балконных блоках со спаренными полотнами приведен на рис. 91. Для спаренных переплетов и балконных дверей применяют врезные оконные завертки натяжного действия с запорными планками, имеющим отверстия со скосом для натяга засова (язычка) и уплотнения притвора типа 3В (ГОСТ 5090—73). |
| ||
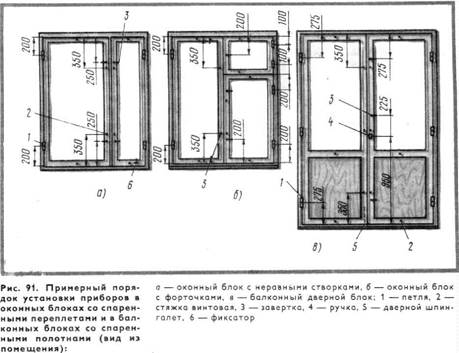
Стяжки винтовые (ГОСТ 5090—73) в спаренных переплетах и дверных полотнах надо ставить с учетом надежного фиксированного взаимного положения наружных и внутренних створок и полотен. Винты должны отвертываться и завертываться без особых усилий. Оконные и дверные балконные блоки окрашивают масляными красками (белилами) или эмалями.
ПРОГРАММА ВЫПУСКА ПРОДУКЦИИ
Основными видами продукция малого частного предприятия оконный блок со спаренным переплетом, с годовым выпуском 7000 шт.
Таблица 1
| № |
Наименование детали
Дата: 2019-05-28, просмотров: 316.