Перечень основных показателей качества линолеума и статистические методы контроля указаны в таблице 2.1
Таблица 2.1
Основные параметры контроля производства линолеума
| Вид изделия | Параметры контроля | Нормированные значение | Статистические методы контроля |
| Линолеум | 1. Общая толщина. 2. Толщина защитного слоя. 3. Общий вес. 4. Изменение линейных размеров. 5. Срок службы. 6. Ширина рулона. 7. Длина рулона. | 2,4 мм 0,6 мм 2,2 кг/м2 ≤ 0,4 % 15 лет 2/2,5/3/3,5/4 м 18-27 м | Контрольные карты Шухарта по количественному признаку: - X-R, X-S применяются в случае контроля таких показателей качества как длина, ширина, масса и т.д. Отличие в том, что карта X-S используется при больших объемах выборки, чем X-R, т.к. мера разброса в виде СКО дает большую погрешность на малых выборках, чем размах. |
| Визуальные параметры: 1. Трещины и царапины; 2. Образование вмятин и пробоин; 3. Потеря цвета; 4. Дефекты рисунка; 5. Жесткость; 6. Остаточная деформация. | Контрольные карты Шухарта по альтернативному признаку: С-карта – график числа дефектов, при использовании этих карт делается предположение, что дефекты контролируемой характеристики продукции встречаются сравнительно редко. Р-карта – дефектной продукции, применяется в случае контроля качества по определению доли дефектных изделий. Np-карта числа дефектных единиц продукции. |
III. КОНТРОЛЬ ТОЛЩИНЫ ЛИНОЛЕУМА ПРИ ПОМОЩИ КОНТРОЛЬНЫХ КАРТ ШУХАРТА
Контроль толщины линолеума при помощи X-R карты и X-S карты (по количественному признаку)
Выберем сначала X-R карту, поскольку данные сгруппированы и объем выборки мал (n=5). Исходные данные указаны в таблице 3.1.1
Таблица 3.1.1
Показатель качества
| № измерения | измерения | № измерения | измерения | № измерения | измерения | № измерения | измерения |
| 1 | 2,37 | 26 | 2,35 | 51 | 2,33 | 76 | 2,51 |
| 2 | 2,27 | 27 | 2,60 | 52 | 2,14 | 77 | 2,28 |
| 3 | 2,42 | 28 | 2,49 | 53 | 2,54 | 78 | 2,24 |
| 4 | 2,53 | 29 | 2,64 | 54 | 2,27 | 79 | 2,47 |
| 5 | 2,52 | 30 | 2,33 | 55 | 2,33 | 80 | 2,46 |
| 6 | 2,57 | 31 | 2,57 | 56 | 2,48 | 81 | 2,62 |
| 7 | 2,18 | 32 | 2,24 | 57 | 2,45 | 82 | 2,54 |
| 8 | 2,38 | 33 | 2,45 | 58 | 2,49 | 83 | 2,53 |
| 9 | 2,51 | 34 | 2,49 | 59 | 2,46 | 84 | 2,41 |
| 10 | 2,29 | 35 | 2,59 | 60 | 2,26 | 85 | 2,40 |
| 11 | 2,33 | 36 | 2,39 | 61 | 2,29 | 86 | 2,45 |
| 12 | 2,23 | 37 | 2,35 | 62 | 2,47 | 87 | 2,40 |
| 13 | 2,22 | 38 | 2,47 | 63 | 2,43 | 88 | 2,29 |
| 14 | 2,30 | 39 | 2,36 | 64 | 2,31 | 89 | 2,22 |
| 15 | 2,32 | 40 | 2,48 | 65 | 2,38 | 90 | 2,48 |
| 16 | 2,19 | 41 | 2,26 | 66 | 2,41 | 91 | 2,44 |
| 17 | 2,34 | 42 | 2,32 | 67 | 2,46 | 92 | 2,46 |
| 18 | 2,36 | 43 | 2,25 | 68 | 2,41 | 93 | 2,42 |
| 19 | 2,41 | 44 | 2,36 | 69 | 2,31 | 94 | 2,30 |
| 20 | 2,36 | 45 | 2,40 | 70 | 2,59 | 95 | 2,52 |
| 21 | 2,37 | 46 | 2,40 | 71 | 2,45 | 96 | 2,37 |
| 22 | 2,36 | 47 | 2,37 | 72 | 2,41 | 97 | 2,32 |
| 23 | 2,53 | 48 | 2,62 | 73 | 2,48 | 98 | 2,32 |
| 24 | 2,39 | 49 | 2,23 | 74 | 2,49 | 99 | 2,36 |
| 25 | 2,38 | 50 | 2,35 | 75 | 2,34 | 100 | 2,35 |
X-R карта
Контрольные карты среднего арифметического и размаха
 Рис. 3.1.1 Контрольная карта средних и размахов
Рис. 3.1.1 Контрольная карта средних и размахов
 Рис. 3.1.2 Контрольные карты Шухарта с контрольными и предупредительными границами.
Рис. 3.1.2 Контрольные карты Шухарта с контрольными и предупредительными границами.
Вывод: В контрольных картах (см. рис. 3.1.1 и 3.1.2) отсутствует выход
результатов за контрольные границы (нет выбросов), периодичность, приближение к центральной линии и линейный тренд, не нарушается случайность распределения точек, т.е. технологический процесс находится в статистически управляемом режиме.
Оперативные характеристики
 Рис. 3.1.3 Оперативная характеристика карты среднего арифметического.
Рис. 3.1.3 Оперативная характеристика карты среднего арифметического.
Вывод: из графика видно, что чем больше уровень выборки (N), тем меньший разброс имеют значения.
 Рис. 3.1.4 Оперативная характеристика карты размаха.
Рис. 3.1.4 Оперативная характеристика карты размаха.
Вывод: из графика видно, что чем больше уровень выборки (N), тем меньше вероятность.
Проверка на выбросы
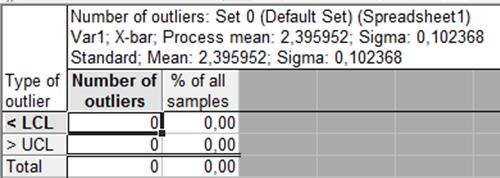
Рис. 3.1.5 Проверка на выбросы карты среднего арифметического.
Вывод: в нашем случае число выбросов среднего арифметического за нижнюю (LCL) и верхнюю (UCL) границы равно нулю.
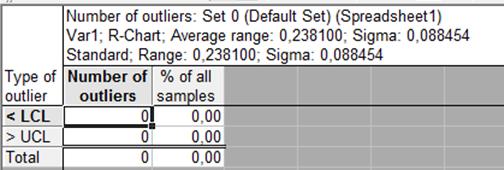
Рис. 3.1.6 Проверка на выбросы карты размаха.
Вывод: в нашем случае число значений размаха, находящихся ниже LCL и выше UCL равно нулю.
Дата: 2019-03-05, просмотров: 417.