Специалисты Токийской электроэнергетической компании*) и корпорации Тосиба**) разработали концепцию модульного комплекса, включающего завод по переработке топлива LWR и FBR и предприятие по изготовлению топлива для реакторов на быстрых нейтронах.
С целью удовлетворения мировых энергетических потребностей в будущем уже сейчас разрабатываются различные концепции ядерного топливного цикла, предполагающие неоднократное рециклирование делящихся материалов. При разработке новых вариантов ЯТЦ часто учитывается, что:
в будущем определяющую роль в ядерной энергетике будут играть реакторы на быстрых нейтронах;
будущие технологии должны быть более экономичными, но главное, что будущие технологии должны быть лучше защищены от попыток нарушения режима нераспространения ядерных материалов;
будущие технологии должны оказывать меньшую нагрузку на окружающую среду;
будущие технологии ЯТЦ должны обеспечивать легкий переход от реакторов LWR к FBR.
Наиболее полно сформулированным условиям удовлетворяет пироэлектрохимическая технология, разработанная в НИИАР, что и обусловило ее выбор для модульного комплекса. Сама внутренняя природа этой технологии делает выделяемый плутоний сильно радиоактивным, что допускает лишь дистанционное обращение с ним и использование в реакторах на быстрых нейтронах. Другой особенностью технологии является простота выделения долгоживущих малых актиноидов из BAО.
Используемая в настоящей концепции модульная система имеет ряд положительных сторон:
возможно совмещение научно-технических разработок предприятия по рециклированию топлива с разработкой самих реакторов FBR, что будет способствовать переходу от реакторов LWR к FBR;
возможно внедрять новые перспективные разработки в технологическую схему;
можно сравнительно легко регулировать количества излишков плутония подбирая число модулей в технологической схеме.
Кроме того, такая модульная система может быть согласована с современной скоростью перехода от реакторов LWR к FBR.
Мощность разрабатываемого завода установлена с учетом будущих энергетических потребностей Японии и в предположении, что выделяемый на заводе плутоний рециклируется на четырех АЭС с реакторами на быстрых нейтронах (1300 Мвтэл.), расположенных на той же площадке. Поэтому годовая производительность перерабатывающей части завода установлена на уровне 200 тонн тяжелых металлов в год для МОХ-топлива реакторов LWR и 75 тонн тяжелых металлов в год для МОХ-топлива реакторов FBR.
Технологическая схема завода приведена на рис. 3.8.12. С облученного топлива реакторов LWR снимаются оболочки и топливные стержни рубятся на куски. Оболочки должны быть отделены от топлива перед его растворением, чтобы избежать растворения оболочек под действием газообразного хлора в солевом расплаве. Отделенное от оболочек топливо будет измельчаться и гомогенизироваться для операции учета ядерных материалов.
После этого измельченное топливо загружается в аппарат для электролитических операций, где оксид урана служит анодом и растворяется в солевом растворе, переходя в уранил-ион, UO  , и одновременно осаждается на катоде в виде оксида. Оксид плутония также будет растворяться в солевом расплаве, но будет находиться в виде ионов Pu4+ и Pu3+. Экспериментально установлено, что такое одновременное растворение позволяет увеличить производительность более чем в два раза по сравнению с обычной системой, когда растворение и электролиз осуществляются раздельно. Для осаждения плутония в виде оксидов через солевой расплав пропускается газовая смесь кислорода и хлора. На этой ступени вместе с оксидом плутония осаждаются около 20 % америция и 3 % редкоземельных ПД. Полученные оксиды урана и плутония перемалываются, а солевой расплав подвергается очистке. После перемалывания и кондиционирования оксиды урана и плутония виброупаковываются в топливные стержни для реакторов FBR. Остающиеся в солевом расплаве малые актиноиды выделяются вместе с оксидом урана при более отрицательном потенциале на катоде. Редкоземельные элементы удаляются в виде фосфатов при введении в солевой расплав фосфата натрия. После этого бόльшая часть солевого расплава возвращается в цикл. Рассчитан также ежедневный массовый баланс ядерных материалов на заводе. Основные предположения, сделанные при расчете массового баланса:
, и одновременно осаждается на катоде в виде оксида. Оксид плутония также будет растворяться в солевом расплаве, но будет находиться в виде ионов Pu4+ и Pu3+. Экспериментально установлено, что такое одновременное растворение позволяет увеличить производительность более чем в два раза по сравнению с обычной системой, когда растворение и электролиз осуществляются раздельно. Для осаждения плутония в виде оксидов через солевой расплав пропускается газовая смесь кислорода и хлора. На этой ступени вместе с оксидом плутония осаждаются около 20 % америция и 3 % редкоземельных ПД. Полученные оксиды урана и плутония перемалываются, а солевой расплав подвергается очистке. После перемалывания и кондиционирования оксиды урана и плутония виброупаковываются в топливные стержни для реакторов FBR. Остающиеся в солевом расплаве малые актиноиды выделяются вместе с оксидом урана при более отрицательном потенциале на катоде. Редкоземельные элементы удаляются в виде фосфатов при введении в солевой расплав фосфата натрия. После этого бόльшая часть солевого расплава возвращается в цикл. Рассчитан также ежедневный массовый баланс ядерных материалов на заводе. Основные предположения, сделанные при расчете массового баланса:
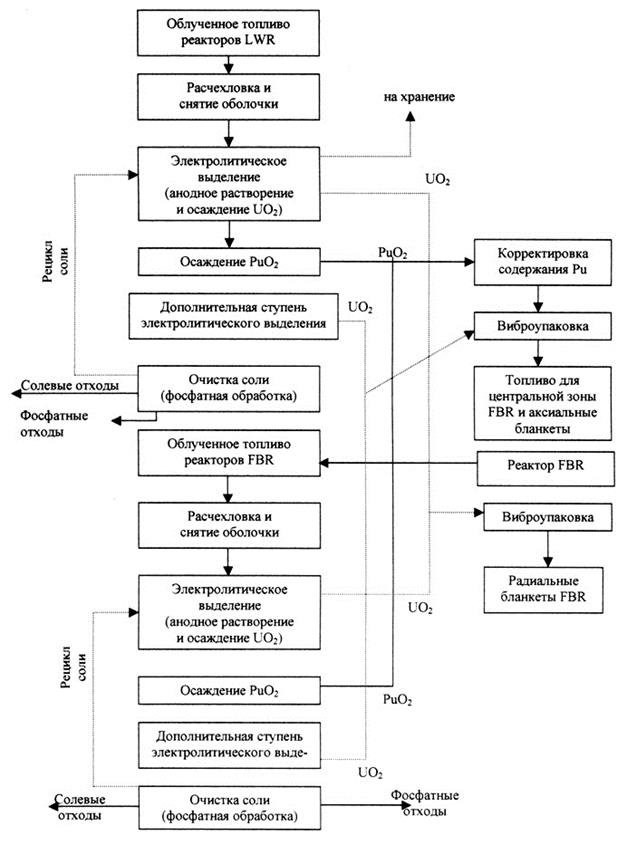
Рис. 3.8.12 Технологическая схема пирохимической переработки оксидного топлива
на ступени одновременного растворения и электровыделения извлекается более 80 % оксида урана, около 80 % нептуния и 9 0% благородных металлов;
на ступени осаждения плутония вместе с оксидом плутония осаждается около 29 % америция и 3 % РЗЭ ПД осаждаются;
около 90 % малых актиноидов выделяются при электролизе использованной соли.
Степень выделения урана и плутония в предлагаемой технологической схеме должна быть около 99,8 %, а степень выделения малых актиноидов – около 55,6 %.
Дата: 2019-03-05, просмотров: 355.