
 Данные RZ и h для заготовительной операции берем по табл.1 [с.180, 1], а для остальных операций – по табл.27 [с.190, 1]. Далее рассчитываем суммарные пространственные отклонения:
Данные RZ и h для заготовительной операции берем по табл.1 [с.180, 1], а для остальных операций – по табл.27 [с.190, 1]. Далее рассчитываем суммарные пространственные отклонения:
где DSк–общее отклонение оси от прямолинейности, при консольном закреплении
DЦ-смещение оси заготовки в результате погрешности центрирования;
При консольном закреплении общее отклонение
где DК–отклонение оси детали от прямолинейности, мкм на 1 мм (кривизна) [с.180, 1].
Для нахождения суммарных пространственных отклонений на последующих операциях значение DS, полученное на предшествующем переходе, умножают на соответствующий коэффициент уточнения КУ [с.190, 1].
DSток.черн.=60×0,06 = 3,6 мкм;
DSток.ЧПУ.=3,6×0,05 = 0,18 мкм;
DSфрез.=0,18×0,04 = 0,007 мкм.
Погрешность установки eУскладывается из погрешности базирования (т.к. технологические базы совпадают с измерительными, то eб =0), погрешности закрепления (в нашем случае можно считать что eз =0) и погрешности приспособления (eпр»0), следовательно для всех операций eуст »0. Далее считаем минимальный припуск. При обработке наружных и внутренних поверхностей (двусторонний припуск) минимальный припуск считается по формуле

Рассчитанные значения заносим в таблицу.
Определяем для каждого перехода допуски на изготовление по табл.32 [с.192 1] и последовательно определяем расчетные размеры для каждого предшествующего перехода вычитанием из расчетного размера следующего за ним смежного перехода расчетного припуска Zmin.
Далее записываем в таблицу наибольшие предельные размеры по всем технологическим переходам, округляя их уменьшением расчетных размеров.
Округление производится до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
Затем определяем значения припусков:
Таблица 1
|
|
Технолог.
Переходы
квалитет
шерохов.
Расч.прип
2Zmin
Расче разм.
d P
Доп.
δ
Предельный размер
Предельная значимость припусков
Исполнит.
р - ры
Ø 15 m 6(  )
)
 Ø 16,5-0.27
Ø 15,34-0.07
Ø 15,094-0.027
Ø
Ø 16,5-0.27
Ø 15,34-0.07
Ø 15,094-0.027
Ø 

240 

Tr 16x2-7e
 Ø17-0.27
Ø 16-0.12
Ø17-0.27
Ø 16-0.12
РАЗРАБОТКА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ОБРАБОТКИ
Заготовительная
Оборудование: Ленточнопильный станок EasyCut 275.230 DG
Режущий инструмент: Ленточное полотно 4200x34x 1,1
Измерительный инструмент: калибр-скоба специальная 245-1,15 ГОСТ 18360-93
01 Отрезать заготовку в р-р 245-1,15
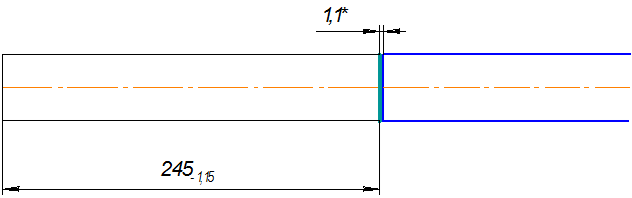
Рис.1
ТОКАРНАЯ
Применяемое оборудование: Токарный станок 16К20.
Приспособление: Патрон 7100-0032-П ГОСТ 2675-80
Режущий инструмент: Резец (отрезной) 2112-0006 ГОСТ 18880-73, материал ВК6 и резец 2112-0006 ГОСТ 18880-73 материал ВК3; резец (проходной отогнутый) 2102-1116 материал ВК6 ГОСТ 18877-73; сверло 2317-0030 ГОСТ 14952-75
Измерительный инструмент: калибр-скоба ГОСТ 18360-93; образцы шероховатости ГОСТ 9378 – 93.
Установ А
01 Подрезать торец 1 в р-р 243-1,15
02 Подрезать торец 1 в р-р 242.5-1,15
03 Центровать торец 1
04 Точить поверхность 2 в р-р 17-0,43
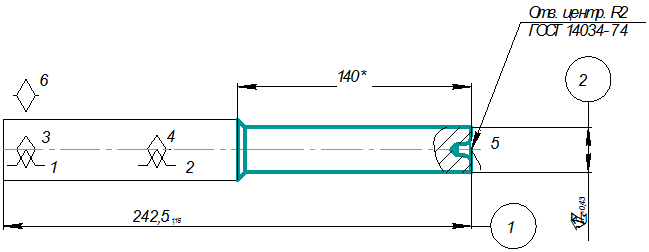 Рис.2
Рис.2
Установ Б
01 Подрезать торец 1 в р-р 241-1,15
02 Подрезать торец 1 в р-р 240±0,5
03 Центровать торец 1
04 Точить поверхность 2 в р-р 17-0.43
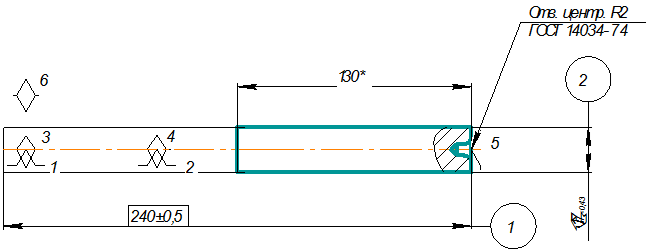 Рис.3
Рис.3
Токарная с ЧПУ
Применяемое оборудование: Токарный станок с ЧПУ SE 320 NUMERIC.
Приспособление: ????
Режущий инструмент: Резец (проходной прямой) 2100-2113 ГОСТ 18878-73;
Измерительный инструмент: калибр-скобы специальные ГОСТ 18360-93; глубиномеры ГОСТ 7470-78; образцы шероховатости ГОСТ 9378 – 93.; калибр-кольцо резьбовое Tr 16x2 ГОСТ 24997-81; угломер ГОСТ 5378-88; радиусомер ГОСТ 4126-48; ШГ ГОСТ 164-90
Установ А
01 Точить поверхность 1 в р-р 16,5-0,27
02 Точить поверхность 2 в р-р 15,34-0,07
03 Точить поверхность 3 в р-р 10 -0,36, подрезать торец 3 в р-р 19±0,36
04 Точить поверхность 4 в р-р 14,1-0.43
05 Точить канавку 5 в р-р 13,5-0,43 и 1,2+0,25
06 Точить фаски 0,5х45º
07 Точить поверхность 6 р-р 16-0,12
08 Точить конус на пов.7 выдерживая размер 10, ˂ 22º
09 Точить поверхность 6 в р-р 16-0,43
010 Точить R1
011 Нарезать резьбу Tr 16 x 2-7e на поверхности 6
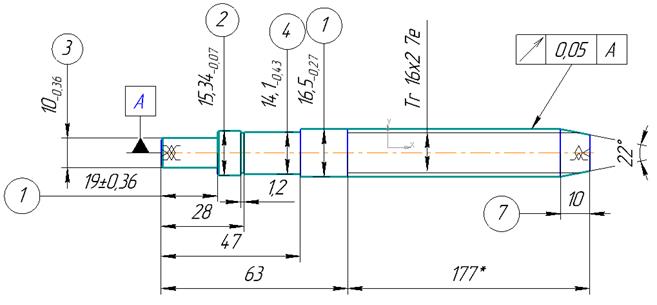
Рис.4
Фрезерная
Применяемое оборудование: Фрезерный станок 676.
Приспособление: тиски с пневмозажимом
Режущий инструмент: Фреза 2223-0085 ГОСТ 17026-71
Измерительный инструмент: калибр-скоба 9h14 ГОСТ16775-93 образцы шероховатости ГОСТ 9378 – 93.
Установ А
01 Фрезеровать лыску в р-р 9-0,36
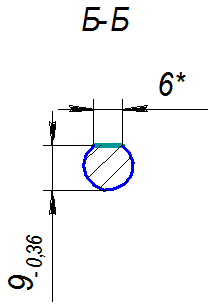
Рис.5
025 Термическая
Выполнить заколку в вакуумной печи до твердости HRC 28…24
РАСЧЁТ РЕЖИМОВ РЕЗАНИЯ.
Токарная
Установ А
01 Подрезать торец 1 в размер 243-1,15
1. Глубина резания: t = 1 мм
2. Поперечная подача Sо = 0,4 – 0,5 мм/об [6, табл. 11, стр.266]
Принимаем Sо = 0,5 мм/об
3. Скорость резания определяем по формуле:
Выписываем значения коэффициентов и показатели степеней
Сv =350
x = 0,15 [6т.17 стр.270]
y = 0,35
m = 0,20
Определяем поправочные коэффициенты
Кv = Км • Кu • Кn •Кφ• Кφ1
Где Км – поправочный коэффициент, учитывающий влияние физико-математических свойств стали
Км = Кr (750 / σв)  [5т. 3 стр. 261] Кr = 0,95; n = 1; σв=730 Мпа
[5т. 3 стр. 261] Кr = 0,95; n = 1; σв=730 Мпа
Км =1(750 /730)1=1,03
Кn – коэффициент, учитывающий состояние поверхности на скорость резца
Кn = 0,8 [6т.5 стр.263]
Кu - коэффициент, учитывающий влияние инструментального материала
Кu = 0,65 [6т.6 стр.263]
Кφ – коэффициент, учитывающий влияние параметров резца
Kφ = 0,7 [6 т.18 стр.271]
Kφ1=0,97
Кv = 1,03•0,65•0,8•0,7•0,97= 0,37.
Т = 60 мин (период стойкости инструмента)
Определить скорость резания
V =  71 м/мин.
71 м/мин.
4. Расчётное число оборотов шпинделя:

Бесступенчатое регулирование
Данные заносим в табл.2
02 Подрезать торец 1 в размер 242,5-1,15
4. Глубина резания: t = 1 мм
5. Поперечная подача Sо = 0,4 – 0,5 мм/об [6, табл. 11, стр.266]
Принимаем Sо = 0,3 мм/об
6. Скорость резания определяем по формуле:
Выписываем значения коэффициентов и показатели степеней
Сv =420
x = 0,15 [6т.17 стр.270]
y = 0,2
m = 0,2
Определяем поправочные коэффициенты
Кv = Км • Кu • Кn •Кφ• Кφ1
Где Км – поправочный коэффициент, учитывающий влияние физико-математических свойств стали
Км = Кr (750 / σв) [5т. 3 стр. 261] Кr = 0,95; n = 1; σв=730 Мпа
Км =1(750 /730)1=1,03
Кn – коэффициент, учитывающий состояние поверхности на скорость резца
Кn = 1 [6т.5 стр.263]
Кu - коэффициент, учитывающий влияние инструментального материала
Кu = 1
Kφ = 0,7 [6 т.18 стр.271]
Kφ1=0,97
Кv = 1,03•1•1•0,7•0,97= 0,70.
Т = 60 мин (период стойкости инструмента)
Определить скорость резания
V =  136 м/мин.
136 м/мин.
4. Расчётное число оборотов шпинделя:

Данные заносим в табл.2
Центровать торец 1
1. Определяем глубину резания
t = D/2, мм
t = 2/2 = 1мм
2. Sо = 0,08 – 0,10 мм/об [6, табл. 25, стр.277]
Принимаем Sо = 0,10 мм/об
3. Скорость резания определяем по формуле:
Выписываем значения коэффициентов и показатели степеней
Сv =3.5
q = 0,50 [6т.17 стр.270]
y = 0,45
m = 0,12
Определяем поправочные коэффициенты
Кv = Км • Кu • Кl
Определяем поправочные коэффициенты
Км – поправочный коэффициент, учитывающий влияние физико-математических свойств стали
Км = Кr (750 / σв) [5т. 3 стр. 261] Кr = 0,95; n = 0,9; Kм =1 σв=730 Мпа
Км =0,95(750 /730)0,9=0,95
Кu – коэффициент, учитывающий влияние инструментального материала
Кu = 0,3 [6т.5 стр.263]
Кl - коэффициент, учитывающий глубину сверления
Кl = 1 [6т.31 стр.280]
Кv =0,95•0,3•1= 0,29.
Т = 60 мин (период стойкости инструмента)
4. Определить скорость резания
V =.  897 м/мин.
897 м/мин.
Расчётное число оборотов шпинделя:

Данные заносим в табл.2
04 точить поверхность 2 в размер 17-0,43
1. Глубина резания: t = 1,5 мм
2. Поперечная подача Sо = 0,5 мм/об [6, табл. 14, стр.268]
Принимаем по паспорту Sо = 0,5 мм/об
3. Скорость резания определяем по формуле:
Выписываем значения коэффициентов и показатели степеней
Сv =350
x = 0,15 [6т.17 стр.270]
y = 0,35
m = 0,20
Определяем поправочные коэффициенты
Км – поправочный коэффициент, учитывающий влияние физико-математических свойств стали
Км = Кr (750 / σв) [5т. 3 стр. 261] Кr = 0,95; n = 1; σв=730 Мпа
Км =1(750 /730)1=1
Кn – коэффициент, учитывающий состояние поверхности на скорость резца
Кn = 0,9 [6т.5 стр.263]
Кu - коэффициент, учитывающий влияние инструментального материала
Кu = 1 [6т.6 стр.263]
Кφ = 1,0
Кφ1 = 1,0
[6 т.18 стр.271]
Кv = Км • Кu • Кn • Кφ •Кφ1
Кv = 1•0,9•1•1•1= 0,9
Т = 30 мин (период стойкости инструмента)
Определить скорость резания
V =  173 м/мин.
173 м/мин.
4. Расчётное число оборотов шпинделя:
п=1000*V/π•Д=1000•173/3,14*20= 2754об/мин.
Данные заносим в табл.2
Таблица 2
| Операция | t , мм | S , мм/об | V , м / мин | n, об / мин |
| 01 Подрезать торец 1 в размер 243-1,15 | 1 | 0,5 | 71 | 1130 |
| Подрезать торец 1 в размер 242,5-1,15 | 1 | 0,3 | 136 | 2165 |
| 03 Центровать торец 1 | 1 | 0,1 | 897 | 7800 |
| 04 точить поверхность 2 в размер 17-0,43 | 1,5 | 0,5 | 173 | 2754 |
Дата: 2019-03-05, просмотров: 339.