Выделяют следующие основные принципы рациональной организации производственного процесса:
1. Специализация – форма разделения труда (в отрасли, на заводе
в цехе) – состоит в расчленении производственного процесса на составные части и закреплении за каждым подразделением предприятия (цехом, участком, рабочим местом) строго ограниченной номенклату-ры работ.
2. Пропорциональность – относительно равная пропускная способность всех производственных подразделений, выполняющих основные, вспомогательные и обслуживающие процессы. Нарушение этого прин-ципа приводит к возникновению «узких» мест в производстве, или, на-оборот, к неполной загрузке рабочих мест, участков, цехов, к снижению эффективности функционирования всего предприятия.
3. Параллельность – одновременное выполнение отдельных час-тей производственного процесса позволяет существенно сократить период времени производства продукции.
4. Прямоточность – требование прямолинейного движения предметов труда по ходу технологического процесса. Цехи, службы, участки должны быть расположены в пространстве таким образом, чтобы был обеспечен кратчайший путь прохождения изделием всех фаз производственного процесса, устранены возвраты в маршруте его движения.
5. Непрерывность – сведение к минимуму всех перерывов в процессе производства изделия.
6. Ритмичность – выпуск равных или равномерно нарастающих
в соответствии с планом объемов продукции предприятием или отдельным рабочим местом, участком, цехом. Ритмичность позволяет наиболее полно использовать производственную мощность предприятия и каждого его подразделения.
7. Автоматичность – максимально возможное выполнение операций производственного процесса автоматически, то есть без непосредственного участия в нем рабочего либо под его наблюдением и контролем.
Автоматизация процессов приводит к увеличению объемов выпуска деталей, изделий, к повышению качества работ, сокращению затрат живого труда, замене непривлекательного ручного труда более интеллектуальным трудом высококвалифицированных рабочих
наладчиков, операторов, к исключению ручного труда на работах с вредными условиями, замене рабочих роботами.
8. Профилактика – организация обслуживания техники, направленная на предотвращение отклонений от нормального хода производственного процесса (своевременный планово-профилактический ремонт, снабжение инструментом и заготовками, профилактический контроль качества продукции).
9. Гибкость – обеспечивает сокращение времени и затрат на переналадку оборудования при расширении перечня наименований изделий и быстром изменении потребности в каждом из них. Наибольшее развитие этот принцип получает в условиях высокоорганизованного производства с использованием станков с числовым программным управлением (ЧПУ), обрабатывающих центров, переналаживаемых автоматических средств контроля, складирования, перемещения объектов производства.
При проектировании производственного процесса или производственной системы следует исходить из рационального использования изложенных принципов. Решения должны быть обоснованы расчетом сравнительной эффективности возможных вариантов.
2.3. Технико ‐ экономическая характеристика типов производства
Организация производственных процессов, выбор методов под-готовки, планирования и контроля производства во многом опреде-ляются типом производства на предприятии.
Тип производства – это классификационная категория произ-водства, выделяемая по признакам широты номенклатуры, регуляр-ности, стабильности и объема выпуска продукции.
Различают три основных типа производства: единичное, серийное и массовое.
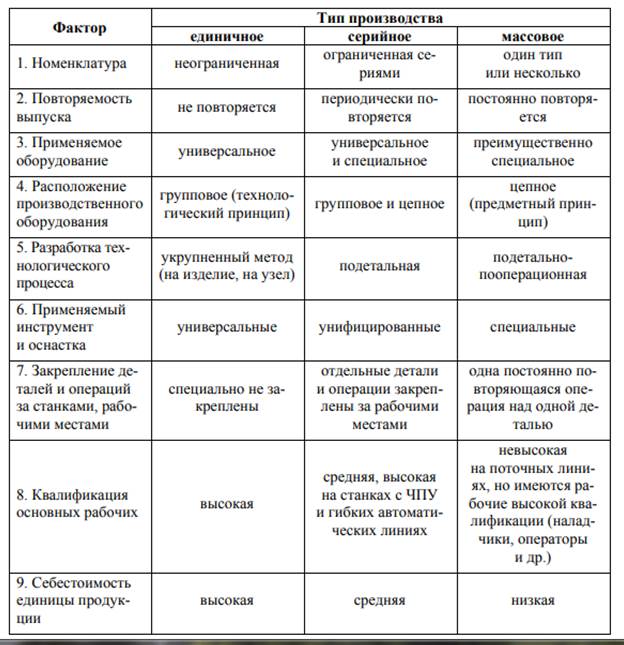
Для единичного типа производства характерны изготовление сложной, иногда уникальной продукции, неустойчивость и разнообразность номенклатуры, индивидуальность технологии, применение универсального оборудования (выполняющего все виды операций данного вида – токарные, строгальные, шлифовальные и т. д.), высокая квалификация рабочих, частая переналадка оборудования, значительный удельный вес ручных работ, значительная трудоемкость и длительность цикла (производство турбин, самолетов, судов, уникальных станков и пр.). Для единичного типа производства коэффи-циент закрепления операций (Кз.о.) = 40 и более.
Серийные типы производства характеризуются ограниченной номенклатурой изделий, изготавливаемых периодически повторяе-мыми партиями и сравнительно большими объемами выпуска. Этот тип нередко называют партионным. Его отличают устойчивая но-менклатура и ее повторяемость, специализация рабочих мест на не-скольких операциях, широкое применение специализированного (вы-полняющего ограниченное число операций) и специального (выпол-няющего, как правило, одну операцию) оборудования, значительное использование труда рабочих средней квалификации, меньшая доля ручных работ и более высокий уровень механизации и автоматизации производства, меньшая трудоемкость и длительность цикла (станко-строение, приборостроение и др.).
В зависимости от количества изделий в партии или серии и зна-чения коэффициента закрепления операций различают мелкосерий-ное, среднесерийное (серийное) и крупносерийное производство.
Коэффициент закрепления операций (коэффициент серийности):

где i – число всех технологических операций, подлежащих выполне-нию в производственном подразделении в течение месяца;
С – число рабочих мест.
Коэффициент закрепления операций зависит от трудоемкости операций, фонда времени работы оборудования:
Кз.о. = 21 … 40 – для мелкосерийного производства; Кз.о. = 11 … 20 – для среднесерийного производства; Кз.о. = 1 … 10 – для крупносерийного производства.
Массовое производство характеризуется постоянной номенкла-турой обрабатываемых изделий, специализацией рабочих мест на од-ной операции, применением специального и специализированного оборудования, широким использованием труда меньшей квалифика-ции, малым удельным весом ручных работ и высоким уровнем авто-матизации производства, значительно меньшей трудоемкостью и дли-тельностью цикла (автотракторная, текстильная, швейная, обувная и др.). Для массового типа производства Кз.о. = 1.
Ксамостоятельному типу следует относить опытное производство. Его цель – производство образцов, партии или серий изделий
для проведения исследовательских работ, испытаний, доводки конст-рукции и на этой основе разработки конструкторской и технологиче-ской документации для промышленного производства. Изделия опытного производства не являются товарной продукцией и обычно не поступают в эксплуатацию.
В таблице 2.1 представлена сравнительная технико-экономическая характеристика типов производства.
Дата: 2019-02-19, просмотров: 350.