Тема 1. ПРОМЫШЛЕННОЕ ПРЕДПРИЯТИЕ – СЛОЖНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА. ОСНОВНЫЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ И ФУНКЦИОНИРОВАНИЯ ПРОИЗВОДСТВА
Понятие и состав имущества предприятия
Имущество предприятия – это совокупность материальных, финансовых и нематериальных активов, принадлежащих предпри-ятию и предназначенных для осуществления его деятельности.
Имущество предприятия первоначально создается за счет имуще-ства, переданного ему учредителями в виде вкладов (взносов, паев). Имущество предприятия увеличивается в процессе производственной и хозяйственной деятельности. Оно может являться объектом сделок, отчуждаться, закладываться и т. п. Обычно имущество предприятия обособлено от имущества его учредителей, участников и работников. Предприятие отвечает по своим долгам, принадлежащим ему имуще-ством, на которое могут быть обращены иски хозяйственных партнеров или кредиторов в случае невыполнения предприятием каких-либо обязательств перед ними.
При признании предприятия несостоятельным (банкротом) его имущество в соответствии с установленными законами процедурами может использоваться для удовлетворения требований кредиторов.
Имущество предприятия включает все виды имущества, которые необходимы для осуществления хозяйственной деятельности.
Обычно в составе имущества предприятия выделяют материальные, финансовые и нематериальные активы.
В состав материальных активов входят: земельные участки, здания, сооружения, машины, оборудование, сырье, материалы, полуфабрикаты, готовая продукция.
К финансовым активам относятся: кассовая наличность, депозиты в банках, вклады, чеки, расчетные документы в пути, страховые полисы, вложения в государственные или частные ценные бумаги, потребительский кредит, паи и долевые вклады в другие предприятия.
Нематериальные активы включают: патенты на изобретения, товарные марки и знаки, фирменные наименования, репутацию предприятия, пакеты документов, ноу-хау и иные виды интеллектуальной собственности, авторские права на пользование ресурсами.
Родовые функции производственной системы
Последовательность осуществляемых действий на предприятии, связанных с производством продукции, характеризует организованность производственной системы во времени. Эти действия имеют определенные целевые установки. Однородные действия, объединенные по их назначению или роли в организации, называются внутренними функциями. Эти функции выполняются специализированными подразделениями предприятия, которые расположены на территории предприятия не хаотично, а упо-рядочено, что свидетельствует о пространственной организации системы. Например, операция сборки узла следует после операций изготовления деталей этого узла. Поэтому сборочный участок располагают после участков механообработки, а, например, литейный участок – перед участками механообработки. Каждый из этих участков имеет свое назначение, играет определенную роль в процессе производства продукции.
Функции, выполняемые внутренними подразделениями предприятия, можно разделить на три взаимосвязанные группы (рис. 1.1).
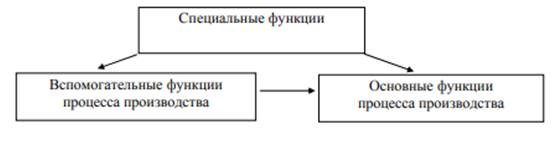
Рис. 1.1 Взаимосвязь функций производственной системы
Основные функции процесса производства на машиностроительном предприятии реализуются основными цехами предприятия в следующей последовательности:

Заготовительная функция выполняется литейным, кузнечным цехами, участками резки металла. Обработочная реализуется в механическом, термическом, гальваническом цехах. Сборочная – в механо-сборочных и сборочных цехах.
Если на предприятии выполняются все три функции, то его относят к предприятиям с полным циклом изготовления изделий. Если завод осуществляет только заготовительные операции, то он имеет технологическую специализацию. Например, центролит – это завод, специализирующийся на литье разного размера, веса и сорта. На механических заводах, например, инструментальном или заводе поршневых колец выполняют заготовительные операции и механообработку. Обработочная и сборочная функция реализуются на механосборочных заводах, например, на заводе подшипников скольжения. Такие заводы специализируются на выпуске отдельных сборочных узлов или комплектующих изделий. Сборочные предприятия имеют предметную специализацию и обычно их относят к массовому или крупносерийному типу производства.
Вспомогательные функции выполняют цехи и службы предприятия, которые обеспечивают основ-ные цехи техническими услугами (ремонт оборудования, транспортировка и складирование материалов
и продукции), а также энергией (например, электроподстанция), горячей водой (котельная) и инстру-ментом (инструментальный цех). Предприятие не обязательно располагает полным перечнем всех вспомогательных цехов и служб; с экономической точки зрения, это не всегда целесообразно. Однако, любое машиностроительное предприятие имеет свою ремонтную службу (ремонтно-механический цех
– РМЦ) и складское хозяйство.
Специальные функции управления производством осуществляет заводоуправление, а также линейные руководители в цехах основного производства (начальник цеха, мастер участка). Заводоуправление, как правило, выполняет следующие специальные функции управления производством:
техническая подготовка производства к выпуску новых изделий;
планирование объемов работ и календарных сроков их выполнения по подразделениям предприятия;
учет затрат по видам продукции и подразделениям предприятия;
диспетчирование, т.е. устранение отклонений от разработанных планов и графиков и другие специальные функции.
Специальные функции являются следствием специализации работников подразделений предприятия на том или ином виде работы, виде деятельности. Закрытый перечень специальных функций невозможно составить. Это связано с тем, что в деловой среде организации происходят определенные пе-ремены, изменения и предприятие реагирует на них возникновением специальных функций. Например, в связи с бурным развитием глобальных компьютерных сетей, предприятия работающие в таких сетях, вынуждены пресекать несанкционированные проникновения внешних пользователей в собственную базу данных. Функция защиты своей базы данных – это относительно новый и важный вид деятельности работников предприятия, специализирующихся в этой области знаний. Однако, для одних организаций эта функция чрезвычайно актуальна, а для других – нет. Или, например, для государственного вуза маркетинговая деятельность имеет второстепенное значение, а для частного вуза она очень важна, поскольку его существование зависит от набора абитуриентов.
Таким образом, без тех или иных специальных функций организация может существовать, однако, имеются родовые функции системы, без которых она уже не является таковой. Существование промышленного предприятия обеспечивают три родовые функции (рис. 1.2).
Очевидно, что если будет отсутствовать, например, вторая родовая функция – преобразование ресурсов, то это будет не промышленное предприятие, а например, оптовая база, где товары складируются, но не подвергаются переработке или преобразованию. Эти три родовые функции реализуются каждым рабочим местом, производственным участком, цехом предприятия, предприятием, как целостной системой. Родовые функции присущи любому технологическому процессу. Однако, они не всегда выполняются в той последовательности, в какой они изображены на рис. 1.2. Например, на непрерывно движущемся рабочем конвейере сборка изделия осуществляется в процессе перемещения последнего в пределах рабочей зоны операции. На роторно-конвейерной линии преобразование материалов также происходит в процессе их транспортировки с операции на операцию. В этих случаях функции ввода-вывода реализуются параллельно, т.е. одновременно с функцией преобразования предметов труда. Родовые функции – это удобная абстракция, позволяющая формально описать любой производственный процесс. Однако, эти функции выполняют вполне определенные транспортные средства, станки и рабочие.
Скорость ввода ресурсов, например, материалов и скорость вывода продукции из производственной системы должны в среднем совпадать со скоростью преобразования ресурсов внутри этой системы.
ЕГО ОРГАНИЗАЦИИ
На предприятии
Производственно-хозяйственная деятельность любого предпри-ятия направлена на выпуск определенных видов продукции. Основой производственной деятельности предприятия является производст-венный процесс.
Производственный процесс – совокупность всех действий лю-дей и орудий труда, необходимых на данном предприятии для изго-товления продукции.
Основой производственного процесса является технологический процесс.
Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по изменению и (или) опре-делению состояния предмета труда.
Законченная часть технологического процесса, выполняемая на одном рабочем месте одним или несколькими рабочими, называется технологической операцией.
Основные или технологические операции – направлены непосредственно на изменение предмета труда (изменение формы, молекулярного состава, состояния, внешнего вида, размера). К ним, например, относятся: дробление, окисление, экстракция, полимеризация и др.
Кроме технологических основных операций процесс производства основной продукции включает ряд вспомогательных операций (транспортировка, контроль, сортировка продукции и т. д.), назначение которых – способствовать выполнению основных операций.
Производственный процесс состоит из трудовых и автоматических процессов, а также естественных процессов, не требующих, как правило, затрат труда (например, время на охлаждение отливок, осушка после покрытия поверхности лаком).
На предприятиях, выпускающих сложную продукцию, производственные процессы очень разнообразны. Чтобы их рационально организовать, необходимо классифицировать производственные процессы по наиболее важным признакам.
Параллельный вид движения характеризуется тем, что предметы производства с операции на операцию передаются транспортными (передаточными) партиями, причем на всех операциях каждая транспортная партия деталей обрабатывается без перерывов.
При различных операционных циклах только на операции с самым продолжительным операционным циклом (главной операции) вся партия запуска обрабатывается без перерывов. На остальных оборудование простаивает. Поэтому параллельный вид движения нецелесообразно применять в процессах, имеющих операционные циклы различной продолжительности. В процессах с одинаковой продолжительностью по всем операциям технологического процесса достигается полная непрерывность работы оборудования и рабочих, что позволяет организовать непрерывно-поточное производство с параллельным видом движения предметов труда по операциям.
Если в процессе имеют место операционные циклы различной продолжительности, то, как правило, применяется параллельно-последовательный вид движения.
Параллельно-последовательный вид движения характеризуется тем, что детали передаются с предыдущей операции на последующую передаточными партиями, а вся партия запуска обрабатывается на всех операциях без перерывов.
Параллельно-последовательный вид движения целесообразно применять при больших партиях и большой трудоемкости изделий, когда отсутствует равенство операционных циклов.
Тема 6. ПОДГОТОВКА ПРОИЗВОДСТВА НОВОЙ ПРОДУКЦИИ
Процесс освоения новой продукции требует непрерывной информационной поддержки на всех эта-пах жизненного цикла продукта. Современные информационные технологии позволяют заменить кило-граммы технической документации дисками и дискетами, а также объединить единым информацион-ным пространством различных участников инновационного процесса: заказчика, поставщиков, подряд-чиков, проектировщиков, а также каналы сбыта новой продукции. Создаются многопрофильные кол-лективы, работающие по единому плану разработки проектно- конструкторской документации, произ-водства новой продукции и ее поддержки на фазе эксплуатации.
Предприятие не применяющее профессионально ориентированные программные продукты в облас-ти подготовки производства новых изделий не может считаться конкурентоспособным, поскольку при ручном способе вычерчивания чертежей и разработке другой технической документации, срок освоения новой продукции становится неприемлемо большим, а затраты на доработку и внесение изменений в проект слишком значительными.
Применение новых информационных технологий в области подготовки производства позволило фирме Olivetti сократить сроки разработки новой продукции с 3 лет до 9 месяцев.
Подготовка производства – это наиболее сложный и дорогостоящий этап инновационного процесса. Под подготовкой производства понимают совокупность научно-исследовательских, конструкторских, технологических, производственных , организационно-плановых работ и расчетов, необходимых для ос-воения новой и совершенствования выпускаемой предприятием продукции. Выпуск новой продукции требует изготовления большого количества инструментов, приспособлений, штампов и другой технологической оснастки, приобретения или изготовления недостающего оборудования, создания опытного образца, его испытание и многих других работ, предшествующих запуску продукции в серийное производство.
Объем работ по подготовке производства увеличивается с увеличением серийности продукции. Сложная продукция имеет тысячи, иногда десятки тысяч деталей. Это требует длительного времени, большого объема подготовительных работ, даже для изделий, выпускаемых в единичных экземплярах.
В серийном производстве затраты существенно возрастают, так, например, подготовка производства одной детали средней сложности в крупносерийном производстве требует более 500 нормо-часов.
В подготовке производства выделяют три этапа – прикладные научно-исследовательские работы (НИР), конструкторская и технологическая подготовка производства. Технологическая подготовка производства следует непосредственно за конструкторской и, где это возможно, должна проводиться параллельно с ней. В крупносерийном производстве технологическая подготовка по объему, продолжи-тельности и стоимости занимает наибольший удельный вес в общем объеме подготовки производства.
Прикладные научно-исследовательские работы . Прикладные НИР проводят научно-исследовательские институты (НИИ) и конструкторские бюро (КБ), последние могут быть как самостоятельными организациями, так и являться подразделениями предприятий. Наиболее длительными и капиталоемкими являются инвестиции в прикладные НИР. Эти работы проводят только при освоении принципиально новой продукции, базирующейся на изобретениях и научных открытиях. Финансиро-вать прикладные НИР могут только крупные промышленные предприятия, работающие в наукоемких отраслях производства, Инвестиции в прикладные НИР имеют невысокую результативность – всего лишь 30 – 50 % разработок заканчиваются успешно. Средняя продолжительность прикладных НИР 3 – 4 года. Тем не менее, крупнейшие корпорации вынуждены вкладывать средства в этот вид деятельно-сти, поскольку именно в этой области формируется конкурентное преимущество. НИИ и КБ занимают-ся не только прикладными НИР, основной объем работ приходится на опытно-конструкторские работы (ОКР)
Рынок наукоемкой продукции в конце XX в. оценивался примерно в 2,3 трлн. долл., из них на долю России приходилось всего лишь 0,3 %. По оценке экспертов в начале XXI в. доля России может увели-чится до примерно 10 %. Наша страна относится к тем немногим странам, которые владеют макротех-нологиями – определяющими лицо современного мира. Всего насчитывается 50 макротехнологий, обеспечивающих выпуск наукоемкой продукции: производство самолетов, атомных реакторов, морских судов, ракетоносителей, композитных материалов и т.д. Особенных успехов Россия добилась в области производства вооружений. Россия – единственная страна, которая производит сразу два типа истреби-телей – «МИГ» и «СУ», а также два типа вертолетов – «МИ» и «КА». Европейским же странам при-шлось объединить свои усилия для производства одного типа истребителя – «Мираж». В производстве гражданской продукции наша страна пока не занимает лидирующих позиций в мире.
Конструкторская подготовка производства состоит из ряда стадий. Проектирование новой про-дукции начинается с разработки технического задания.
1) В техническом задании формулируются технические, эксплуатационные и производственные требования к продукции. Задаются исходные данные для проектирования. Особое внимание уделяется проработке патентов, специальной литературы с описанием аналогичной продукции или технологии. Техническое задание согласуется и подписывается заказчиком.
2) Техническое предложение. Рассматриваются и отбираются различные варианты конструкции из-делия. Если имеются сомнения в технической осуществимости замысла, разрабатываются параллельные подходы, проводят исследования там, где наблюдается максимальная неопределенность. Параллельные подходы гарантируют, что хотя бы одно пригодное решение будет получено. Например, при разработке конструкции капсулы первой баллистической ракеты, проводились одновременные эксперименты с различными обтекателями капсулы. Цель – выяснить какая капсула возвращается в атмосферу не сгорая.
3) Эскизная документация. Содержит конструкторские документы, которые дают представление об устройстве и принципе действия изделия. На этой стадии разрабатываются: принципиальная схема из-делия, общая компоновка, эскизы чертежей общего вида, спецификации сборочных единиц. Изготавли-вается лабораторный макет нового изделия.
4) Техническая документация. Это совокупность конструкторских документов, которые содержат окончательные технические решения и исходные данные для разработки рабочей документации. На этой стадии проводятся расчеты на прочность и жесткость, долговечность, коррозийную стойкость и т.д. Создаются компоновочные чертежи, чертежи агрегатов и сборочных единиц. Разрабатывается инст-рукция по эксплуатации изделия.
5) Рабочая документация. Эта документация непосредственно используется в цехах предприятия для изготовления деталей, сборочных единиц, сборки изделия. В состав рабочей документации входят: чертежи всех деталей, сборочных узлов, спецификации покупных изделий. Эта документация разраба-тывается на опытный образец, установочную серию, установившееся производство.
Изготовлению опытного образца предшествует соответствующая технологическая подготовка его изготовления. Проводятся испытания образца на соответствие требованиям технических условий. По результатам испытаний рабочая документация дорабатывается и затем используется для производства установочной серии. По результатам производства вносятся изменения в документацию на установив-шееся серийное производство.
На этапе конструкторской подготовки производства разработчики руководствуются тремя основными принципами – унификации, агрегатирования и технологичности изделия.
Унификация – это устранение излишнего многообразия в конструкции деталей и узлов, в изделиях одинакового назначения, но различных типоразмеров, а также в конструкциях резьб, посадок, валов, отверстий, сортах материалов, в формах технической документации. Унификация приносит большую выгоду на этапе конструкторской подготовки, поскольку при проектировании нового изделия исполь-зуются чертежи деталей и узлов аналогичных изделий, выпускаемых предприятием. Кроме того, уни-фикация позволяет перейти от единичных процессов изготовления деталей к серийным, что снижает их себестоимость.
Принцип агрегатирования (блочности) лежит в основе такой компоновки изделия, при которой оно создается из самостоятельных узлов и механизмов, обособленно монтируемых в общем корпусе или раме. Применение такой компоновки позволяет проводить параллельное проектирование отдельных сборочных единиц, что сокращает общий срок разработки изделия. Принцип блочности позволяет так-же производить ремонт и модернизацию изделия с минимальными затратами времени, что обеспечива-ется унификацией присоединительных размеров.
Принцип технологичности – это такие качества конструкции, которые позволяют изготовить ее в конкретных производственных условиях с наименьшими затратами и кроме того обеспечивают задан-ную надежность в процессе эксплуатации. При отработке изделия на технологичность используют ме-тод функционально–стоимостного анализа, который достаточно полно освещен в учебной литературе.
Технологическая подготовка производства . На этом этапе осуществляется выбор заготовок; вы-бор производственных участков и цехов для изготовления деталей и сборки изделия; подбор типовых технологических процессов, проектирование последовательности технологических операций; проекти-рование и изготовление технологической оснастки; проектирование производственных участков; оформление документации на технологические процессы; внедрение технологических процессов.
Основные стадии технологической подготовки производства следующие.
1) Разработка технологических процессов. На этой стадии разрабатывается маршрутная, а затем операционная технология изготовления деталей и сборочных единиц. При этом используются фонды документации на типовые технологические процессы и операции. Выбор различных вариантов техноло-гического процесса должен определяться не только техническими требованиями производства, но и экономической целесообразностью.
2) Конструирование и изготовление нестандартного специального технологического оборудования технологической оснастки. На этой стадии используют нормальное и специальное технологическое оснащение. Нормальное – все виды режущих и измерительных инструментов широкого применения Специальное – для выполнения конкретной технологической операции. Чем выше серийность производства, тем больше применяется специальное оснащение. При изготовлении специального оснащения свою очередь используется нормализованное, ранее спроектированное и изготовленное технологическое оснащение. Нормализованное оснащение – это банк унифицированных деталей и сборочных единиц, из которых по чертежам собирают нужное приспособление. После использования оно разбирается на составные части и из них может быть собрано другое приспособление. Преимущество нормализованной оснастки – быстрота ее использования (обычно сборка приспособления занимает 2 – 3 ч). На из-готовление и проектирование специальной оснастки уходит 60 – 70 % всей технологической подготовки производства. Использование нормализованной оснастки позволяет расширить область применения ос-нащения, сделать его более универсальным.
3) Внедрение технологических процессов. Эта работа осуществляется по мере получения цехами технологической документации и специального оснащения. Наладка и внедрение технологических про-цессов осуществляется технологами, которые разрабатывали эти процессы, при непосредственном уча-стии цехового персонала. Технологический процесс считается внедренным, когда достигнуты изготов-ление и сборка изделия в соответствии с требованиями чертежа.
На этапе технологической подготовки производства принцип типизации технологических процес-сов имеет большое значение. Все детали, проходящие механообработку, делятся на определенные типы. На типы деталей составляются карты-трафареты типового технологического процесса. Это позволяет обрабатывать типовые детали по одному и тому же маршруту, используя то же самое оборудование, ос-настку, обеспечивать одинаковую точность и чистоту поверхности. Типизация позволяет снизить тру-дозатраты на составление документации в среднем на 60 %.
Технологическая себестоимость продукции – это суммарная величина текущих затрат, которая зависит от метода обработки; при сравнении методов обработки во внимание принимаются только те за-траты, которые имеют различное значение для этих двух методов.
Для технологий с высокими переменными затратами характерно следую-щее: высокая материалоемкость, трудоемкость и энергоемкость производства; слабая автоматизация; относительно небольшая стоимость оборудования. Такие технологии конкурентоспособны при неболь-ших объемах производства.
Особенность технологий с высокими постоянными затратами: большая стоимость оборудования; высокий уровень автоматизации; значительная доля заемного капитала. Окупаются эти технологии при относительно больших объемах производства. Применение дорогостоящего оборудования и средств автоматизации позволяет снизить переменные затраты – на материалы и заработную плату производственных рабочих.
Тема 1. ПРОМЫШЛЕННОЕ ПРЕДПРИЯТИЕ – СЛОЖНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА. ОСНОВНЫЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ И ФУНКЦИОНИРОВАНИЯ ПРОИЗВОДСТВА
Дата: 2019-02-19, просмотров: 433.