Введение
В сварочном производстве компьютеризированные системы применяются в следующих областях:


1.1. Жизненный цикл и технологическая подготовка производства изделий машностроения
Изделием в машиностроении называют предмет производства, подлежащий изготовлению на предприятии.
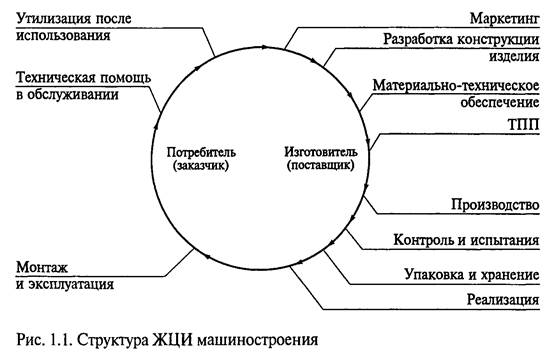
ЖЦИ — совокупность взаимосвязанных процессов создания и последовательного изменения состояния изделия от формирова-ния исходных требований к нему до окончания его эксплуатации или потребления. Каждый из указанных процессов связывают с определенным этапом ЖЦИ (рис. 1.1).

Основными функциями ТПП на уровне предприятия являются (рис. 1.3):
• обеспечение технологичности конструкций изделий;
• выбор и подготовка заготовок;
• разработка ТП;
• проектирование средств технологического оснащения;
• контроль и управление ТП.
Входную информацию для системы ТПП образуют: рабочая конструкторская документация на изделие и директивную заго-товку (заготовку детали, поступившую к изготовителю изделия с другого предприятия, например, специализирующегося только на выпуске заготовок), объем выпуска изделия, информационное обеспечение. На рис. 1.3 и далее при рассмотрении структуры ТПП входная информация помечена символом «I», выходная — симво-лом «О».
Рабочая конструкторская документация на изделие включает в себя сборочные чертежи изделия и его сборочных единиц, специ-фикации, ведомость спецификаций, ведомость покупных изделий, чертежи деталей изделия, программы и методики испытаний, тех-ническое описание и инструкции по эксплуатации изделия.
Сборочный чертеж — графическое изображение изделия, отвеча-ющего техническому заданию, позволяющее оценить соответствие конструкции следующим требованиям и показателям: работоспо-собности, технического уровня, безопасности работы, удобства обслуживания, возможности и простоты ремонта, монтажа и де-монтажа изделия.
Чертеж детали — основной конструкторский документ, содержа-щий изображение детали и другие данные, необходимые для ее изготовления и контроля (требования к точности размеров, форме, взаимному расположению поверхностей, шероховатости, сведения о материале и др.). Информация, содержащаяся на чертеже детали, при наличии данных о конкретных условиях производства должна быть достаточной для принятия технологических решений, напри-мер, оценки возможности изготовления детали на универсальном или специальном оборудовании, выборе режущего инструмента и т.д.
При использовании систем автоматизированного проектирова-ния конструкций изделий (САПР К) информация об изделии и его элементах может импортироваться системой ТПП в наиболее удобных для применения формах. В частности, вместо сборочных чертежей и чертежей детали используют геометрическо-техноло-гические модели изделия и его элементов, полученные в САПР К различными способами. Необходимые для формирования техно-логических решений данные в этом случае являются атрибутами (дополнительными характеристиками) моделей.
Важнейшей функцией ТПП изделий машинострое-ния является проектирование ТП их изготовления, включающее:
• проектирование ТП изготовления деталей;
• проектирование ТП узловой и общей сборки машин;
• подготовку управляющих программ для оборудо-вания.
Неавтоматизированное проектирование ТП весьма трудоемко, принимаемые при этом проектные реше-ния субъективны и зачастую далеки от оптимальных. Лишь незначительная часть (не более 10...15%) вре-мени затрачивается технологами на принятие решений, а остальное — на поиск нужной информации и офор-мление (документирование) результатов. В результате увеличивается длительность ТПП, возникают предпо-сылки потери качества изделий.
Сокращению длительности ТПП и производствен-но-технологического цикла создания машин в целом при повышении качества принимаемых и реализую-щихся проектных решений способствует автоматиза-ция ТПП и ее отдельных функций.
К САПР ТП относят автоматизированные системы, предназначенные для проектирования ТП и подготов-ки управляющих программ для оборудования с число-вым программным управлением (ЧПУ), реализующих эти процессы
Технологические процессы изготовления деталей и сборки пред-ставляют:
• технологическая документация на разработанные ТП изго-товления деталей;
• управляющие программы для оборудования с ЧПУ и сопро-водительная технологическая документация;
• технологическая документация на разработанные ТП сборки узлов и изделий.
Изготовление изделий машиностроения может быть осуществ-лено на основе единичных, типовых или групповых ТП.
Единичный ТП, как правило, разрабатывают индивидуально для конкретной детали. Его структуру и содержание технологиче-ских операций определяют на основании конструктивно-техноло-гических параметров детали и исходной заготовки, технологиче-ских возможностей и ресурсов производства.
Типовой ТП создают для группы изделий, обладающих общно-стью конструктивных признаков. В группе деталей выделяют типо-вую деталь. Под типом подразумевают совокупность объектов (за-готовок, сборочных единиц) одного класса, имеющих в опреде-ллллллллрорленных производственных условиях общий маршрутный ТП изгот-овления (механической обработки и сборки). Общий маршрут-ный ТП — это процесс, осуществляемый одинаковыми методами (однородное оборудование, одинаковое число установов, приспо-соблений и инструментов). В пределах типа допускаются некото-рые отклонения в порядке изготовления (обработки, сборки). Воз-можны исключения или добавления некоторых нехарактерных пе-реходов и даже операций.
В результате анализа множества действующих и возможных ТП изготовления изделия-представителя устанавливают содержание и последовательность большинства технологических операций для данной группы изделий (типовой ТП). Разработку типовых ТП осу-ществляют на отраслевом уровне, а также на уровне предприятия в соответствии с общими правилами разработки ТП и правилами разработки и применения типовых ТП.
Групповой ТП предназначен для совместного изготовления или ремонта группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах.
Главной технологической единицей групповой обработки являет-ся группа, в нее объединяют детали, характеризуемые общностью типов оборудования, необходимого для обработки заготовки в це-лом или отдельных ее поверхностей. Классы заготовок разделяют по видам обработки (токарная, сверлильная, фрезерная и т.п.), по видам заготовок.
Результаты разработки ТП представляют в технологической документации и оформляют в соответствии с требованиями стан-дартов ЕСТПП.
Содержание технологических операций представляют в форме маршрутного или операционного описания. Первое применяют в единичном и опытном производствах, второе — в массовом и се-рийном. Допускается использовать операционное (маршрутно-опе-рационное) описание в единичном и массовом производствах. При записи содержания операции (перехода) допускается полная или сокращенная форма. Полную запись применяют при отсутствии графических изображений (например, при отсутствии карты эс-кизов) и для комплексного отражения всех действий, выполняе-мых исполнителем или исполнителями. Сокращенную запись при-меняют при наличии графических изображений, которые доста-точно полно отражают необходимую информацию по обработке или сборке изделия.
Стандартами предусмотрены следующие виды технологических документов:
• маршрутная карта (МК) — для описания единичных, типо-вых и групповых ТП и операций;
• карта эскизов (КЭ) — для графических изображений к доку-ментам и указания наладок, позиций, установок, таблиц и схем;
• карта технологического процесса (КТП) — для операционно-го описания при разработке единичных и типовых (групповых) ТП;
• карта типового ТП (КТТП) — для операционного описания типовых ТП;
• операционная карта (ОК) — для описания единичных, типо-вых и групповых операций;
• ведомость деталей (сборочных единиц) к типовому (группо-вому) ТП (ВТП) или операции (ВТО) — для указания перемен-ной информации к типовому или групповому ТП (групповой или типовой операции) по каждой детали (сборочной единице), вхо-дящей в соответствующий ТП или операцию;
• ведомость технологических документов (ВТД) — для указа-ния состава деталей (сборочных единиц), обрабатываемых по ти-повому или групповому ТП, и документов, содержащих соответ-ствующую информацию;
• карта наладки инструмента (КН/И) — для указания полного состава вспомогательного и режущего инструмента в технологи-ческой последовательности его применения совместно с докумен-том, содержащим описание операции (МК, КТП, ОК);
• карта кодирования информации (ККИ) — для кодирования информации при разработке управляющих программ (применяет-ся совместно с МК, КЭ, КТП и ОК).
Кроме того, в состав технологической документации могут вхо-дить: комплектовочная карта (КК), ведомость операций (ВОП), ведомость сборки изделия (ВСИ), карта технологической инфор-мации (КТИ).
Классификация САПР
Системы автоматизации, использующиеся на различных этапах ЖЦИ, весьма разнообразны и включают соответствующие про-граммные компоненты:
• САЕ — Computer Aided Engineering (автоматизированные рас-четы и анализ);
• CAD — Computer Aided Design (автоматизированное проек-тирование изделий);
• CAM — Computer Aided Manufacturing (автоматизированная технологическая подготовка производства);
• САРР — Computer Aided Process Planning (автоматизирован-ное проектирование технологических процессов);
• СААР — Computer Aided Assembly Planning (автоматизиро-ванное проектирование процессов сборки);
• PDM — Product Data Management (управление проектными данными о продукте (изделии));
• PLM — Product Life Cycle Management (управление жизнен-ным циклом изделия);
• ERP — Enterprise Resource Planning (планирование и управле-ние предприятием);
• MRP-2 — Manufacturing (Material) Requirement Planning (пла-нирование производства);
• MES — Manufacturing Execution System (производственная ис-полнительная система);
• SCM — Supply Chain Management (управление цепочками по-ставок);
• SCADA — Supervisory Control And Data Acquisition (диспетчер-ское управление производственными процессами);
• CNC — Computer Numerical Control (компьютерное числовое управление);
• CRM — Customer Relationship Management (управление вза-имоотношениями с заказчиками);
• S&SM — Sales and Service Management (управление продажа-ми и обслуживанием);
• СРС — Collaborative Product Commerce (совместный элект-ронный бизнес).
Современные САПР К (или системы CAD; CAE/CAD), обес-печивающие сквозное проектирование сложных изделий или, по крайней мере, выполняющие большинство проектных процедур, имеют модульную структуру. Модули различаются своей ориента-цией на те или иные проектные задачи применительно к тем или иным типам устройств и конструкций.
Системы САМ призваны решать отдельные задачи проек-тирования ТП (построение операций; выбор оборудования, инст-румента; оснастки и т.п.), а также обеспечивать подготовку уп-равляющих программ для станков с ЧПУ. Модули системы САМ часто входят в состав развитых (интегрированных) САПР, на-зываемых системами CAD/САМ, или САЕ/CAD/САМ. Основные функции современных систем САМ сосредоточены, в основном, на автоматизации подготовки управляющих программ для стан-ков с ЧПУ.
Проектирование ТП изготовления деталей обеспечивают сис-темы САРР, а сборки — системы СААР. Системы САМ, САРР, СААР относят к САПР ТП. Системы САРР и СААР могут входить в интегрированные САПР, например, системы САЕ/CAD/САМ/ САРР.
Принципы построения банков данных(БнД)
Банк данных(БнД)- совокупность базы данных(БД) и системы управления базами данных(СУБД).
База данных- структурированная совокупность данных. Наименьшая единица описания данных называется элементом описания. Совокупность элементов описания, объединенных отношением принадлежности к одному объекту, называется записью.
СУБД- состоит из языковых и программных средств, предназначенных для создания и использования базы данных прикладными программами, а также непосредственно пользователями- непрограммистами.
Применение Бд позволяет решить следующие проблемы организации и ведения больших массивов информации:
1. сокращение избыточности;
2. обеспечение целостности;
3. разграничение доступа;
4. обеспечение независимости представления данных.
Избыточность вызывается наличием разных форм представления одних и тех же данных, размножением части данных для дальнейшего использования прикладными программами, повторными записями одинаковых данных на различных носителях информации.
Целостностью называется свойство Бд в любой момент содеожать лишь достоверные данные. Наличие избыточных данных, противоречивых и неверно составленных данных нарушает целостность БД.
Для сокращения избыточности производится объединение одинаковых по смыслу, но имеющих различный тип данных в единую БД с приведением к общему, стандартизованному виду. Процесс объединения данных, используется различными пользователями, в одну общую БД - называется интеграцией базы данных.
Каждый конкретный пользователь получает доступ к некоторому подмножеству данных из БД, необходимых для выполнения своих прикладных программ. Одновременно с этим обеспечивается режим секретности и повышается степень защищенности данных от несанкционированного доступа.
Одним из важнейших преимуществ применения БД является возможность обеспечения независимости представления данных в прикладных программах от типов запоминающих устройств и способов их физической организации. В основном это достигается построением двух уровней представления данных:
• логического ;
• физического.
На логическом уровне данные представляются в виде, удобном для использования в прикладных программах или непосредственно проектировщиками.
Физический уровень представления данных отражает способ хране-ния и структуру данных с учетом их расположения на носителях инфор-мации в запоминающих устройствах ЭВМ.
Важнейшим понятием в БНД является модель данных- формализованное описание, отражающее состав и типы данных, а также взаимосвязи между ними. Модели данных классифицируются по ряду признаков.
В зависимости от объема описываемой информации на логическом уровне различают внешнюю и внутреннюю модели данных.
Внешняя модель(или логическая подсхема) - описывает структуру информации, относящейся к конкретной процедуре или группе родственных процедур.
Внутренняя логическая модель данных объединяет все внешние модели(логические подсхемы) БД.
Лингвистическое обеспечение
Лингвистическое обеспечение САПР представлено совокупностью языков, применяемых для описания процедур автоматизированного проектирования и проектных решений. Основная часть лингвистического обеспечения САПР- языки общения человека с ЭВМ.
В соответствии с принятой классификацией языков САПР различают языки программирования и проектирования.
Языки программирования
Языки программирования- языки, предназначенные для написания
програмного обеспечения. Эти языки- средство разработчика САПР.
К языкам программирования предъявляют требования удобства использования, универсальности и эффективности объектных программ(т.е. программ полученных после трансляции на машинный язык).
Удобство использования выражается в затратах времени программиста на освоение языка и главным образом на написание программ на нем.
Универсальность определяется возможностями языка для описания разнообразных алгоритмов, характерных для программного обеспечения
САПР.
Эффективностьобъектных программ определяется свойствами используемого транслятора, которые в свою очередь ззависят от свойств языка. Эффективность оценивается затратами машинных времени и памяти на исполнение программ.
С позиций универсальности и эффекимности объектных программ
наилучшими свойчтвами обладают машинно-ориентированные языки. Близость к машинным кодам(языки машинных команд) обуславливают простоту и эффективность трансляторов на машинный язык называемых ассемблерами. Однако языки ассемблера неудобны для человека, их использование снижает производиттельность труда программистов. Поэтому их применяют для разработки лишь тех модулей программного обеспечения САПР, которые работают в реальном масштабе времени или требуют для своего исполнения чрезмерно больших вычислительных ресурсов.
Среди алгоритмических языков высокого уровня, созданных на ранних этапах развития вычислительной техники, наибольшее распространение получил Фортран. Он легок в освоении и весьма эффективен при решении задач численного анализа. Программное обеспечени таких систем как PARIS, ModAPT-Caspa, APT-CM написаны на языке Фортран. Однако Фортран имеет ограниченные возможности для описания сложных алгоритмов логического характера. Поэтому при создании таких программ, как мониторы или языковые процессоры, используют либо языки ассемблера, либо языки высокого уровня с более развитыми возможностями невычислительных процедур- C, Pascal, Pl-1, Ada.
Языки проектирования
Языки проектирования- языки, предназначенные для описания информации об объектах и задачах проектирования. Большинство этих языков относится к средствам пользователя САПР.
Среди языков проектирования выделяют
· входные;
· выходные;
· сопровождени;
· управления;
· промежуточные;
· внутренние.
Входные языки
Входные языки служат для задания исходной информации об объектах и задачах проектирования и включают в себя языки описания объектов(ЯОО) и языки описания заданий(ЯОЗ). Первые служат для описания
свойств проектируемых объектов, а вторые- для описания заданий на выполнение проектных операций и процедур. ЯОО в свою очередь делятся на языки схемные, графические и моделирования.
Схемные языки широко применяют для описания принципиальных электрических и функциональных схем. Графические языки- основа лингвистического обеспечения в подсистемах машинной графики и геометрического моделирования. Языки моделирования развиты в подсистемах имитационного моделирования.
Выходные языки используются для выражения результатов проектных процедур на ЭВМ.
Языки сопровождения применяют для корректировки и редактирования данных при выполнении проектных процедур.
Языки управления служат для представления управляющей информации для программно-управляемого исполнительного оборудования, например для устройств документирования.
Промежуточные и внутренние языки предназначены для представления информации на определенных стадиях ее переработки в ЭВМ.
Недостаток промежуточных узкоспециализированных языков- в необходимости существенной перестройки связанной с ними программной системы при изменении условий проектирования. Недостаток универсальных языков связан с их громоздкостью и, следовательно, с неудобствами применения конечным пользователем.
Устранение указанных выше недостатков осуществляется с помощью транслирующих программ- конверторов. Здесь пользователь составляет описание на входном языке, это описание переводится конвертором на промежуточный(специализированный) язык и далее работает основной транслятор, который переводит описание задачи с промежуточного языка в объектную программу(пример, GEMMА-> APT->УП).
Языки процедурные и непроцедурные
Языки проектирования, предназначенные для описания развивающихся во времени процессов называют процедурными , а языки, предназначенные для описания статических структур проектируемых объектов называют непроцедурными.
Диалоговые языки
Различают пассивный и активный диалаговый режим работы оператора с ЭВМ и соответственно этому активные и пассивные диалоговые языки.
В пассивном диалоговом режиме инициатива диалога принадлежит ЭВМ. Прерывание вычислительного процесса и обращение к пользователю в нужных местах осуществляется с помощью диалоговых программных средств включенных в мониторную систему САПР или монитор ППП. Обращение ЭВМ к пользователю в этом случае может быть в виде
запроса(исходных данных по шаблону или варианта дальнейшего проектирования по меню), информационного сообщения(для вывода промежуточных или окончательных результатов решения) или подсказки(сообщения об ошибках).
В активном диалоговом режиме инициатива начала диалога может быть двусторонней- возможности прерывания процесса имеются и к ЭВМ и у пользователя. Активные дилоговые языки как правило близки к естественному человеческому, но с ограниченным набором слов. Очевидно, что для реализации активного дилового режима требуется более сложное ПО.
Проектирования
9.1.Иерархические уровни описаний проектируемых объектов
В основе блочно-иерархического подхода к проектированию лежит принцип разделения описания объекта по степени детализации его отображаемых свойств и характеристик. Это приводит к появлению уровней
абстрагирования.
На каждом иерархическом уровне используются свои понятия системы и элементов. На уровне 1(верхнем уровне) объект S рассматривается как система S из n взаимосвязанных и взаимодействующих элементов Si(рис.9.1).
 |
S
 |  |
S1 S2 ............................. Sn






 |  |  |  |  |  |
S11 S12 ......... S1m1 ..... Sn1 Sn2 ......... Snmn









Рис.9.1.Иерархическая структура описания объекта
Каждый из элементов в описании уровня 1 представляет собой также сложный объект, который в свою очередь рассматривается как система Si
на уровне 2. Элементами систем Si являются объекты Sij, j=1,2,...,mi(где mi- количество элементов в описании системы Si). Как правило выделение элементов Sij происходит по функциональному признаку. Деление элементов на уровни происходит вплоть до появления элементов, которые дальнейшему делению не подлежат. Такие элементы по отношению к S называются базовыми.
Примером иерархического описания объектов является структура технологического процесса изготовления детали с уровнями: маршрут- > операция -> переход -> проход; другим примером является декомпозиция конструкции изделия принятая в спецификации: изделие - узел - деталь.
Таким образом, принцип иерархичности означает структурирование представлений об объектах проектирования по степени детальности описаний, а принцип декомпозиции(блочности) - разбиение представлений каждого уровня на ряд составных блоков с возможностью раздельного поблочного проектирования.
9.2.Аспекты описаний проектируемых объектов
Кроме иерархического описания объекта используется описание по характеру отображаемых свойств, т.е. аспектов описаний. Наиболее важными аспектами для технических объектов являются конструкторский и технологический и функциональный аспекты.
Функциональный аспект связан с отображением основых принципов функционирования, характера физических и информационных процессов, протекающих в объекте, и находит выражение в принципиальных, функциональных, структурных, кинематических схемах и сопровождающих их документах.
Конструкторский аспект связан с реализацией результатов функционального проектирования, т.е. с определением геометрических форм объектов и их взаимным расположением в пространстве.
Технологический аспект относится к реализации результатов конструкторского проектирования, т.е. связан с описанием методов и средств изготовления объектов.
Возможно более дифференцированное описание свойств объекта, а внутри каждого аспекта возможно специфическое выделение иерархических уровней.
9.3.Составные части процесса проектирования
Процесс проектирования расчленяется на стадии, этапы, проектные процедуры и операции.
Стадии:
· предпроектные исследования;
· техническое задание;
· эскизный проект;
· технический проект;
· рабочий проект;
· испытание;
· внедрение в производство.
Этап проектирования - часть процесса проектирования, включающая в себя формирование всех требующихся описаний объекта, относящихся к одному или нескольким иерархическим уровням и аспектам.
Составные части этапа проектирования называют проектными процедурами. Проектная процедура- часть этапа, которая заканчивается получением проектного решения. Более мелкие составные части процесса проектирования, входящие в состав проектных процедур, называются проектными операциями. Например, для проектной процедуры оформления чертежа изделия проектной операцией может быть вычерчивание типового
графического изображения зубчатого венца и т.п.
9.4.Нисходящее и восходящее проектирование
Если решение задач более высоких иерархических уровней предшевствует решению задач более низких иерархических уровней, то проектирование называют нисходящим, в проивном случае восходящим.
При нисходящем проектировании система разрабатывается в условиях, когда ее элементы еще не определены и, следовательно, сведения об их возможностях и свойствах носят предположительный характер. При восходящем проектировании элементы проектируются раньше и, следовательно, требования к системе имеют предположительный характер.
На практике как правило сочетают оба указанных вида проектирвания.
Например, восходящее проктирование имеет место на всех уровнях, на которых используются унифицированные элементы, на остальных используется нисходящее.
9.5. Внешнее и внутреннее проектирование
При нисходящем проектировании формулировка ТЗ на разработку элементов k-го иерархического уровня отнгосится к проектным процедурам этого же уровня. Однако разработка ТЗ на систему более высокого иерархического уровня или на систему унифицированных элементов универсального назначения является самостоятельным этапом проектирования, которое называют внешним. Соответственно, проектирование объекта по сформулированным ТЗ называют внутренним. На практике сочетание процессов внутреннего и внешнего проектирования образуют итерационный процесс корректировки ТЗ.
9.6.Унификация проектных решений и процедур
Использование унифицированных и типовых проектных решений упрощает и ускоряет процесс проектирования. Однако унификация целессобразна только в тех случаях, когда из сравнительно небольшого числа элементов проектируется боьшое разнообразие систем. В некоторых случаях(например, при многократном повторении одинаковых проектных процедур для различных объектов проектирования) возникает потребность в унификации не только самих объектов, но и собственно проектных процедур в рамках САПР.
Введение
В сварочном производстве компьютеризированные системы применяются в следующих областях:
1.1. Жизненный цикл и технологическая подготовка производства изделий машностроения
Изделием в машиностроении называют предмет производства, подлежащий изготовлению на предприятии.
ЖЦИ — совокупность взаимосвязанных процессов создания и последовательного изменения состояния изделия от формирова-ния исходных требований к нему до окончания его эксплуатации или потребления. Каждый из указанных процессов связывают с определенным этапом ЖЦИ (рис. 1.1).
Основными функциями ТПП на уровне предприятия являются (рис. 1.3):
• обеспечение технологичности конструкций изделий;
• выбор и подготовка заготовок;
• разработка ТП;
• проектирование средств технологического оснащения;
• контроль и управление ТП.
Входную информацию для системы ТПП образуют: рабочая конструкторская документация на изделие и директивную заго-товку (заготовку детали, поступившую к изготовителю изделия с другого предприятия, например, специализирующегося только на выпуске заготовок), объем выпуска изделия, информационное обеспечение. На рис. 1.3 и далее при рассмотрении структуры ТПП входная информация помечена символом «I», выходная — симво-лом «О».
Рабочая конструкторская документация на изделие включает в себя сборочные чертежи изделия и его сборочных единиц, специ-фикации, ведомость спецификаций, ведомость покупных изделий, чертежи деталей изделия, программы и методики испытаний, тех-ническое описание и инструкции по эксплуатации изделия.
Сборочный чертеж — графическое изображение изделия, отвеча-ющего техническому заданию, позволяющее оценить соответствие конструкции следующим требованиям и показателям: работоспо-собности, технического уровня, безопасности работы, удобства обслуживания, возможности и простоты ремонта, монтажа и де-монтажа изделия.
Чертеж детали — основной конструкторский документ, содержа-щий изображение детали и другие данные, необходимые для ее изготовления и контроля (требования к точности размеров, форме, взаимному расположению поверхностей, шероховатости, сведения о материале и др.). Информация, содержащаяся на чертеже детали, при наличии данных о конкретных условиях производства должна быть достаточной для принятия технологических решений, напри-мер, оценки возможности изготовления детали на универсальном или специальном оборудовании, выборе режущего инструмента и т.д.
При использовании систем автоматизированного проектирова-ния конструкций изделий (САПР К) информация об изделии и его элементах может импортироваться системой ТПП в наиболее удобных для применения формах. В частности, вместо сборочных чертежей и чертежей детали используют геометрическо-техноло-гические модели изделия и его элементов, полученные в САПР К различными способами. Необходимые для формирования техно-логических решений данные в этом случае являются атрибутами (дополнительными характеристиками) моделей.
Важнейшей функцией ТПП изделий машинострое-ния является проектирование ТП их изготовления, включающее:
• проектирование ТП изготовления деталей;
• проектирование ТП узловой и общей сборки машин;
• подготовку управляющих программ для оборудо-вания.
Неавтоматизированное проектирование ТП весьма трудоемко, принимаемые при этом проектные реше-ния субъективны и зачастую далеки от оптимальных. Лишь незначительная часть (не более 10...15%) вре-мени затрачивается технологами на принятие решений, а остальное — на поиск нужной информации и офор-мление (документирование) результатов. В результате увеличивается длительность ТПП, возникают предпо-сылки потери качества изделий.
Сокращению длительности ТПП и производствен-но-технологического цикла создания машин в целом при повышении качества принимаемых и реализую-щихся проектных решений способствует автоматиза-ция ТПП и ее отдельных функций.
К САПР ТП относят автоматизированные системы, предназначенные для проектирования ТП и подготов-ки управляющих программ для оборудования с число-вым программным управлением (ЧПУ), реализующих эти процессы
Технологические процессы изготовления деталей и сборки пред-ставляют:
• технологическая документация на разработанные ТП изго-товления деталей;
• управляющие программы для оборудования с ЧПУ и сопро-водительная технологическая документация;
• технологическая документация на разработанные ТП сборки узлов и изделий.
Изготовление изделий машиностроения может быть осуществ-лено на основе единичных, типовых или групповых ТП.
Единичный ТП, как правило, разрабатывают индивидуально для конкретной детали. Его структуру и содержание технологиче-ских операций определяют на основании конструктивно-техноло-гических параметров детали и исходной заготовки, технологиче-ских возможностей и ресурсов производства.
Типовой ТП создают для группы изделий, обладающих общно-стью конструктивных признаков. В группе деталей выделяют типо-вую деталь. Под типом подразумевают совокупность объектов (за-готовок, сборочных единиц) одного класса, имеющих в опреде-ллллллллрорленных производственных условиях общий маршрутный ТП изгот-овления (механической обработки и сборки). Общий маршрут-ный ТП — это процесс, осуществляемый одинаковыми методами (однородное оборудование, одинаковое число установов, приспо-соблений и инструментов). В пределах типа допускаются некото-рые отклонения в порядке изготовления (обработки, сборки). Воз-можны исключения или добавления некоторых нехарактерных пе-реходов и даже операций.
В результате анализа множества действующих и возможных ТП изготовления изделия-представителя устанавливают содержание и последовательность большинства технологических операций для данной группы изделий (типовой ТП). Разработку типовых ТП осу-ществляют на отраслевом уровне, а также на уровне предприятия в соответствии с общими правилами разработки ТП и правилами разработки и применения типовых ТП.
Групповой ТП предназначен для совместного изготовления или ремонта группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах.
Главной технологической единицей групповой обработки являет-ся группа, в нее объединяют детали, характеризуемые общностью типов оборудования, необходимого для обработки заготовки в це-лом или отдельных ее поверхностей. Классы заготовок разделяют по видам обработки (токарная, сверлильная, фрезерная и т.п.), по видам заготовок.
Результаты разработки ТП представляют в технологической документации и оформляют в соответствии с требованиями стан-дартов ЕСТПП.
Содержание технологических операций представляют в форме маршрутного или операционного описания. Первое применяют в единичном и опытном производствах, второе — в массовом и се-рийном. Допускается использовать операционное (маршрутно-опе-рационное) описание в единичном и массовом производствах. При записи содержания операции (перехода) допускается полная или сокращенная форма. Полную запись применяют при отсутствии графических изображений (например, при отсутствии карты эс-кизов) и для комплексного отражения всех действий, выполняе-мых исполнителем или исполнителями. Сокращенную запись при-меняют при наличии графических изображений, которые доста-точно полно отражают необходимую информацию по обработке или сборке изделия.
Стандартами предусмотрены следующие виды технологических документов:
• маршрутная карта (МК) — для описания единичных, типо-вых и групповых ТП и операций;
• карта эскизов (КЭ) — для графических изображений к доку-ментам и указания наладок, позиций, установок, таблиц и схем;
• карта технологического процесса (КТП) — для операционно-го описания при разработке единичных и типовых (групповых) ТП;
• карта типового ТП (КТТП) — для операционного описания типовых ТП;
• операционная карта (ОК) — для описания единичных, типо-вых и групповых операций;
• ведомость деталей (сборочных единиц) к типовому (группо-вому) ТП (ВТП) или операции (ВТО) — для указания перемен-ной информации к типовому или групповому ТП (групповой или типовой операции) по каждой детали (сборочной единице), вхо-дящей в соответствующий ТП или операцию;
• ведомость технологических документов (ВТД) — для указа-ния состава деталей (сборочных единиц), обрабатываемых по ти-повому или групповому ТП, и документов, содержащих соответ-ствующую информацию;
• карта наладки инструмента (КН/И) — для указания полного состава вспомогательного и режущего инструмента в технологи-ческой последовательности его применения совместно с докумен-том, содержащим описание операции (МК, КТП, ОК);
• карта кодирования информации (ККИ) — для кодирования информации при разработке управляющих программ (применяет-ся совместно с МК, КЭ, КТП и ОК).
Кроме того, в состав технологической документации могут вхо-дить: комплектовочная карта (КК), ведомость операций (ВОП), ведомость сборки изделия (ВСИ), карта технологической инфор-мации (КТИ).
Классификация САПР
Системы автоматизации, использующиеся на различных этапах ЖЦИ, весьма разнообразны и включают соответствующие про-граммные компоненты:
• САЕ — Computer Aided Engineering (автоматизированные рас-четы и анализ);
• CAD — Computer Aided Design (автоматизированное проек-тирование изделий);
• CAM — Computer Aided Manufacturing (автоматизированная технологическая подготовка производства);
• САРР — Computer Aided Process Planning (автоматизирован-ное проектирование технологических процессов);
• СААР — Computer Aided Assembly Planning (автоматизиро-ванное проектирование процессов сборки);
• PDM — Product Data Management (управление проектными данными о продукте (изделии));
• PLM — Product Life Cycle Management (управление жизнен-ным циклом изделия);
• ERP — Enterprise Resource Planning (планирование и управле-ние предприятием);
• MRP-2 — Manufacturing (Material) Requirement Planning (пла-нирование производства);
• MES — Manufacturing Execution System (производственная ис-полнительная система);
• SCM — Supply Chain Management (управление цепочками по-ставок);
• SCADA — Supervisory Control And Data Acquisition (диспетчер-ское управление производственными процессами);
• CNC — Computer Numerical Control (компьютерное числовое управление);
• CRM — Customer Relationship Management (управление вза-имоотношениями с заказчиками);
• S&SM — Sales and Service Management (управление продажа-ми и обслуживанием);
• СРС — Collaborative Product Commerce (совместный элект-ронный бизнес).
Современные САПР К (или системы CAD; CAE/CAD), обес-печивающие сквозное проектирование сложных изделий или, по крайней мере, выполняющие большинство проектных процедур, имеют модульную структуру. Модули различаются своей ориента-цией на те или иные проектные задачи применительно к тем или иным типам устройств и конструкций.
Системы САМ призваны решать отдельные задачи проек-тирования ТП (построение операций; выбор оборудования, инст-румента; оснастки и т.п.), а также обеспечивать подготовку уп-равляющих программ для станков с ЧПУ. Модули системы САМ часто входят в состав развитых (интегрированных) САПР, на-зываемых системами CAD/САМ, или САЕ/CAD/САМ. Основные функции современных систем САМ сосредоточены, в основном, на автоматизации подготовки управляющих программ для стан-ков с ЧПУ.
Проектирование ТП изготовления деталей обеспечивают сис-темы САРР, а сборки — системы СААР. Системы САМ, САРР, СААР относят к САПР ТП. Системы САРР и СААР могут входить в интегрированные САПР, например, системы САЕ/CAD/САМ/ САРР.
Технологический процесс как объект проектирования
В основу разработки ТП изготовления изделий машиностро-ения положены два принципа — технический и экономический. В соответствии с первым из них спроектированный процесс дол-жен полностью обеспечить выполнение всех требований конструк-горской документации и технических условий приемки изделия. Согласно второму принципу изготовление изделия должно быть осуществлено с учетом минимальных затрат труда и издержек про-изводства.
Проектирование ТП — многовариантная задача. Для изготовле-ния одной и той же детали или сборочной единицы могут быть спроектированы различные ТП, отличающиеся технико-экономи-ческими показателями и, прежде всего, затратами на изготовле-ние и производительностью, а также надежностью обеспечения заданного качества изделия.
Технический и экономический принципы проектирования ТП, отражая различные стороны изготовления машины, находятся в диалектическом противоречии. Разрешение данного противоречия достигается за счет компромисса и оптимизации ТП. Технический принцип должен соблюдаться всегда. Наиболее часто достигают компромисс между производительностью и затратами. При равной производительности сопоставляемых ТП выбирают процесс, обес-печивающий минимум затрат. При равных затратах обычно вы-эирают более производительный ТП. При разных затратах и произ-водительностях выбирают ТП, обеспечивающий минимум затрат, при условии, что производительность всех сравниваемых вариан-гов не ниже заданной. При выпуске особо важной продукции или в экстремальных условиях на определенный период времени пред-почтение отдают более производительному ТП. Для изделий вы-:окой ответственности, например, газотурбинных авиадвигателей, независимо от типа производства предпочтение отдают ТП, более надежно обеспечивающим заданное качество изготовления.
Если выбор ТП по результатам сравнения отдельных показа-гелей невозможен, используют комплексные критерии (К,).
Технологической операцией называют законченную часть ТП, выполняемую непрерывно на одном рабочем месте (участке про-изводственной площади, оборудованном в соответствии с выпол-няемой на нем работой). Операция охватывает все действия над одним или несколькими совместно обрабатываемыми или собира-емыми предметами производства. При обработке на станках опера-ция включает все действия рабочего, управляющего станком, а так-же автоматические движения станка, осуществляемые в процессе обработки заготовки до момента снятия ее со станка и перехода к обработке другой заготовки. Содержание операций изменяется в широких пределах — от работы, выполняемой на отдельном стан-ке (сборочной установке) в обычном производстве, до работы, выполняемой на автоматической линии, представляющей собой комплекс технологического оборудования, связанного единой транспортной системой, и имеющей единую систему управления в автоматизированном производстве. Число операций в ТП изго-товления деталей может изменяться от одной-двух (изготовление детали на прутковом автомате, изготовление корпусной детали на многооперационном станке) до десятков или даже сотен (изго-товление турбинных лопаток, сложных корпусных деталей и т.д.). Кроме технологических различают и вспомогательные операции: транспортирование, контроль, маркирование и др.
Значения многих показателей качества деталей (отклонения размеров, формы, взаимного расположения поверхностей, пара-метров шероховатости и волнистости поверхностей и др.) в ходе ТП «ступенчато» уменьшаются до значений, соответствующих за-данным допускам. Изменение указанных величин в ходе ТП мож-но условно считать монотонным, если последний не включает операций термической (химико-термической) обработки. Если же ТП включает такие операции, то после их выполнения обычно происходит скачкообразное увеличение значений указанных по-казателей качества, иногда до уровня, соответствующего исходной заготовке. При этом значения характеристик свойств материала могут также скачкообразно измениться (увеличиться или умень-шиться) в зависимости от назначения и содержания выполнен-ной операции термической (химико-термической) обработки.
Операция термической (химико-термической) обработки разделяет процесс изготовления детали на этапы «до ее выполнения» и после ее выполнения». Каждый из этих этапов может рассмат-риваться как самостоятельный ТП, в котором изменения значе-ний показателей качества происходят монотонно. ТП может вклю-чать несколько операций различной термической (химико-терми-ческой) обработки, но все сказанное выше справедливо и в этом случае.
Определение содержания и места термической (химико-терми-ческой) обработки в сквозном процессе изготовления детали с оценкой возможного влияния этих операций на выполнение указанного процесса является одной из наиболее сложных задач, решаемых при разработке ТП и, прежде всего — маршрутных ТП.
Маршрутным ТП называют последовательность технологических операций, результатом выполнения которых является достижение фиксированного (заданного) состояния предмета производства (детали, сборочной единицы). Список операций, входящих в мар-шрутный ТП, определяет его состав. Порядок выполнения опера-ций определяет структуру ТП.
Технологическая операция — основной элемент ТП, имеющий собственную структуру.
Технологический переход — законченная часть технологической операции, выполняемой одними и теми же средствами технологи-ческого оснащения при неизменных технологических режимах. Технологическим режимом называют совокупность изменений параметров ТП в определенном интервале времени. К изменяемым параметрам процесса, определяющим режим, относят, например, глубину резания, подачу, скорость резания, температуру нагрева или охлаждения и т.д. Технологический переход характеризуют постоянством:
• применяемого инструмента;
• поверхностей, образуемых обработкой или соединяемых при сборке;
• технологического режима.
Различают технологические переходы:
• простые или элементарные — в работе одновременно нахо-дится не более одного инструмента;
• сложные или инструментальные — при одном движении ис-полнительного рабочего органа оборудования в работе одновре-менно участвуют несколько инструментов, или при непрерывном движении одного инструмента обрабатывают несколько поверх-ностей (контурная обработка на станке с ЧПУ).
Технологические переходы выполняют последовательно или параллельно-последовательно (с совмещением во времени). Опе-рация может состоять как из одного, так и нескольких технологи-ческих переходов (простых или сложных).
Список технологических переходов определяет состав (содер-жание) технологической операции. Порядок выполнения перехо-дов определяет структуру операции.
В основу построения технологической операции могут быть по-ложены принципы концентрации или дифференциации техноло-гических переходов.
При концентрации переходов операция включает максимально возможное при заданных условиях число технологических перехо-дов. Это сокращает число технологических операций в ТП. В пре-дельном случае ТП состоит лишь из одной технологической операции, включающей все переходы, необходимые для изготовле-ния детали. Принцип концентрации характерен для построения операций в единичном и среднесерийном автоматизированном производстве.
При дифференциации переходов, входящих в технологическую операцию, стремятся к сокращению их числа. Пределом диффе-ренциации является такое построение ТП, когда в состав каждой операции входит лишь один технологический переход. Принцип дифференциации характерен для крупносерийного — массового производства, когда необходимо обеспечение высокой произво-дительности труда и синхронизации выполняемых операций по такту выпуска.
Вспомогательный переход — законченная часть технологичес-кой операции, состоящая из действий человека и (или) оборудо-вания, которые не сопровождаются изменением состояния пред-метов производства, но необходимы для выполнения техноло-гической операции: закрепления заготовки, смены инструмента и т.д. Технологическую операцию следует рассматривать как сово-купность технологических и вспомогательных переходов, причем технологические переходы обеспечивают изменения состояния предмета производства, а вспомогательные — выполнение техно-логических переходов.
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относитель-но заготовки, сопровождаемого изменениями формы, размеров, качества поверхности или свойств заготовки. Рабочий ход является отдельной (единичной) реализацией соответствующего техноло-гического перехода, при которой снимают (или добавляют) один слой материала. Число рабочих ходов, выполняемых в одном тех-нологическом переходе, выбирают исходя из обеспечения опти-мальных условий обработки, например, уменьшения глубины ре-зания при съеме значительных слоев материала.
Устапов — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или сбороч-ной единицы. При концентрации переходов операция может быть выполнена за несколько установов. Принцип дифференциации, как правило, предполагает выполнение операции за один установ. Из-менение установа в этом случае по сути тождественно созданию новой операции.
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сбороч-ной единицей совместно с приспособлением относительно инст-румента или неподвижных частей оборудования.
Прием — законченная совокупность действий при выполнении перехода или его части, объединенных одним целевым назначени-ем. Так, при выполнении вспомогательного перехода установки заготовки в приспособление последовательно выполняют приемы: взять заготовку из тары, установить в приспособление и закрепить в нем.
У спроектированного ТП или его части должны быть полно-стью определены элементы, структура и необходимые характери-стики.
4. Основные принципы построения САПР ТП. Компоненты (структура) САПР.
Обобщение опыта исследований и разработки САПР ТП по-зволило сформулировать основные общесистемные принципы их построения:
• полного соответствия системы цели ее создания;
• системного единства: система и создается, и эксплуатируется как единая совокупность взаимодействующих подсистем, работа которых подчинена общей цели;
• открытости системы: при эксплуатации системы, как един-ства подсистем, должна быть сохранена открытость ее структуры;
• интеграции: средства реализации САПР ТП должны обеспе-чивать возможность ее информационной интеграции с другими автоматизированными системами поддержки ЖЦИ;
• развития: структура системы должна обеспечивать возмож-ность наращивания и совершенствования компонентов САПР ТП и связей между ними;
• инвариантности: по возможности система должна быть инва-риантной объекту проектирования и отрасли;
• тиражируемости и адаптации: система должна быть тиражи-руема и легко адаптируема к возможным изменениям объекта про-ектирования и условий эксплуатации;
• живучести: система должна обеспечивать выполнение задан-ных функций при воздействиях внешней среды и отказах ее ком-понентов в заданных пределах.
Соответствие системы цели ее создания определяют:
• формирование системой объектов проектирования заданной разновидности (например, маршрутных, операционных, маршрут-но-операционных ТП);
• обеспечение заданного качества проектных решений (не хуже качества решений, полученных специалистом);
• возможность достижения цели системы.
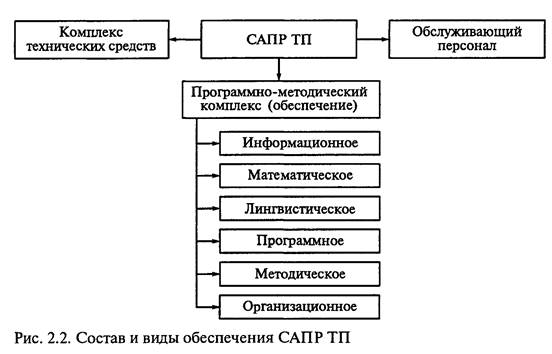
Комплекс технических средств предназначен для обеспечения ввода-вывода информации в систему, хранения и переработки ин-формации в системе, отображения и выдачи информации в удобной для проектировщика форме, а также управления процессами обра-ботки информации при проектировании. К техническим средствам САПР ТП относят вычислительную технику, периферийные устрой-ства (в основном используемые для ввода-вывода информации), сетевое оборудование, специализированные АРМ. Подробно состав и характеристика технических средств САПР ТП рассмотрены в гл. 6.
Программно-методический комплекс САПР ТП включает в себя (ГОСТ 34.033 — 90 «Автоматизированные системы. Термины и оп-ределения») обеспечение:
• информационное — информация, используемая САПР ТП для выработки проектных решений (данные о прототипах проек-тируемых объектов, типовых проектных решениях, нормативные данные), основная часть которой содержится в машинных базах данных и незначительная — в обычных документах;
• математическое — совокупность математических методов, мо-делей и алгоритмов, необходимых для выполнения проектных про-цедур;
• лингвистическое — сведения о специальных проблемно-ориен-тированных языках проектирования, использующихся в САПР ТП;
• программное — комплекс всех программ и эксплуатационной документации к ним в виде обычных текстовых документов или записанных на машинных носителях;
• методическое — комплект документов, содержащих общее опи-сание САПР ТП; данные об используемых средствах автоматиза-ции, правилах их технического обслуживания и использования;
• организационное — комплект документов (положений, штат-ных расписаний, инструкций и др.), устанавливающих правила практического выполнения автоматизированного проектирования, в том числе: взаимодействие всех проектирующих и обслуживаю-щих подразделений; ответственность специалистов различного профиля и уровня за определенные виды работы; правила выпус-ка, использования и корректировки выходных документов САПР ТП; правила доступа к базам данных; приоритеты пользования средствами САПР ТП.
Дата: 2019-02-25, просмотров: 757.