Выбор выталкивающей системы производится исходя из геометрических параметров изделия. Так как изделие имеет форму пластины следует применить стержневой тип выталкивателя, а из-за малого размера изделия, во избежание деформации оформления изделия выталкиватель выполняют ступенчатым.
Для выталкивания изделия выталкиватели должны пройти определенное расстояние – ход выталкивания, который рассчитывается по формуле.
выт = ℎизд + 3 мм. = 1 + 3 = 4 мм., где ℎизд – толщина изделия. Так же усилие выталкивателей должно превышать усилие трение
изделия об оформляющую поверхность.
| упругости = 2 ∗ | ∗ | ∗ ∗ | ∗ ., | где К - коэффициент усадки, Е-модуль | |||||
| тр | |||||||||
| полимера при растяжении, μ - коэффициент трения между | |||||||||
| полимером и материалом формы, l = толщина пластины. | |||||||||
| тр | = 2 ∗ | ∗ | ∗ | ∗ | ∗ = 2 ∗ 3,14 ∗ 0,005 ∗ 0,24 ∗ 0,46 ∗ 1 = 0,00347кН | ||||
| полимера = | ∗ | ∗ | , где | = 5 МПа | , – коэффициент трения | ||||
| в | ост | ост | |||||||
при температуре изделия после извлечения из формы, -
проекция боковой поверхности в направлении извлечения изделия из формы.
| Данное | в | = | ост | ∗ ∗ = 5 ∗ 0,46 ∗ 0,81 = 1,88 кН | ||||
| в ≥ | тр | |||||||
| условие соблюдается | . | |||||||
Выбор машины.
При выборе оборудования термопластавтомат проверяется по пластикационной производительности, усилию смыкания, объему впрыска.
| смыкания,= 0,1 ∗ ∗ | пр | ∗ | ∗ | л.с. | ∗ ≤ | н , где – требуемое усилие | ||
| – Давление пластмассы в оформляющем гнезде (для | ||||||||
| полистирола P=32 МПа, | пр, | л.с . – проекция изделия и литниковой системы | ||||||
| на плоскость разъема формы, | , | – гнездность формы, – коэффициент | ||||||
| максимального усилия смыкания ( | = 1,2 | |||||||
| ). | ||||||||
| учитывающий использование м | ||||||||
= 0,1 ∗ 32 ∗ (7,73 ∗ 10 ∗ 13,65) ∗ 1,2 ≤ н
= 349,11 кН ≤ н
| = 3,6 ∗ / | охл | ≤ | н | ∗ | , где | , | н | − | требуемая и номинальная | |
| пластикационная производительность, | G– масса изделия, – коэффициент | |||||||||
учитывающий отношение пластикационной производительности по данному
| материалу к значению ее по полистиролу | , | охл | время охлаждения | |||||||||||
| изделия, с, рассчитывается по формуле | = 1 | |||||||||||||
| охл = | , | ∗ | ∗ | ln 1,27 − ln н | ф | − | ||||||||
| к = | к | ф | , где | коэффициент | ||||||||||
| температуропроводности, | ., – толщина изделия, м., – температура в | |||||||||||||
| середине стенки изделия | ф + 20 = 80 ℃ | н | – начальнаяк | температура | ||||||||||
| м с | , | |||||||||||||


изделия, равная температуре впрыскиваемого в форму расплава н = 220℃., ф - средняя за цикл температура формующих поверхностей ф =
60℃.
| охл = | 0,415 | ∗ | 1 ∗ 10 | ∗ ln 1,27 − ln | 80 − 60 | = 1,82 с. | |||||||||||||||||||
| 1,29 ∗ 10 | 2 | 220 − 60 | |||||||||||||||||||||||
| = 3,6 ∗ 1/1,82 ≤ | н | н ∗ 1 | |||||||||||||||||||||||
| объем | = | ∗ 10 ∗ | ≤ | , | − | ||||||||||||||||||||
| , | где | требуемый и номинальный | |||||||||||||||||||||||
| из | л.с. | н | = 1,98 ≤ | ||||||||||||||||||||||
| см | н | ||||||||||||||||||||||||
| впрыска, | , | л.с. = 4,2 см | . | ||||||||||||||||||||||
| = 13,5/ | ≤ | – для | = 0,93 ∗ 10 + 4,2 ≤ | н | = | ||||||||||||||||||||
| . | н | сухого материала. | |||||||||||||||||||||||
| , где | - коэффициент использования машины | ||||||||||||||||||||||||
| 0,7 | = 13,5 ≤ | н | |||||||||||||||||||||||
| По = 19,28 ≤ | – для расплава. | ||||||||||||||||||||||||
| полученнымнпараметрам подираем термопластавтомат. | |||||||||||||||||||||||||



Выбранный ТПА IMS ES-80, с характеристиками (таб.3.), удовлетворяет требуемым параметрам.
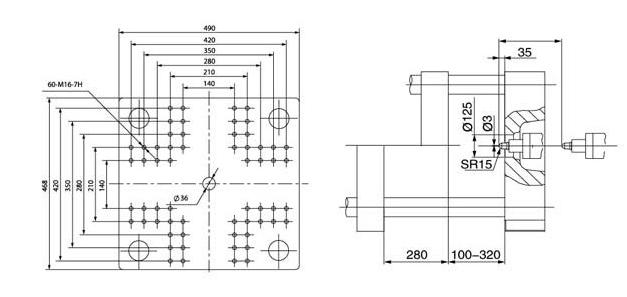
Рис.4. Плита крепления ТПА марки IMS ES-80
Таблица 3.
Характеристики выбранного ТПА.

Параметры
Единица
ES-80
Измерения
22,5
21
17,5
длины/диаметру
см3
92
106
153
объем впрыска
150
Впрыска
Давление
Мпа
212
184
128
впрыска
грамм/сек
55
63
91
впрыска
230
тонн
80
смыкания
280
480×480
325×325
Узел
100
350
90
тонн
20
толкателя
шт
1
толкателей
МПа
16
гидросистеме
Общие
Квт
7,5
Квт
5,5
нагревателей
| Продолжение таблицы 5. | |||||
| Объем | литр | 170 | |||
| масляного бака | |||||
| Габаритные | метр | 4x1x1,8 | |||
| размеры | |||||
| Масса | тонн | 3,2 | |||

ЗАКЛЮЧЕНИЕ
При выполнении курсового проекта по дисциплине «Технологическая оснастка» были закреплены знания, полученные в период обучения этой дисциплине и её разделов.
Целью данного курсового проекта является расчет и проектирование пресс – формы. При расчете была спроектирована пресс - форма, удовлетворяющая условию задания. По результатам расчета были определены и подобраны литниковая система, система выталкивания, а также подобран термопласт автомат.
СПИСОК ЛИТЕРАТУРЫ
1. Пантелеев А. П., Шевцов Ю. М., Горячев И. А. Справочник по проектированию оснастки для переработки пластмасс – М.:
Машиностроение, 1986. – 400 с.
2. Бортников В. Г. Производство изделий из пластических масс:
Учебное пособие для вузов в трех томах. Том 3. Проектирование и расчет технологической остнастки. Казань: Изд-во «Дом печати», 2004. – 311с.
3. Панов Ю.Т., Уткин А. В. Проектирование литьевых и прессовых
форм: Методические указания к выполнению курсовой работы по курсу
«Расчет и конструирование изделий и форм» / Владим. гос.ун-т; 1998. – 28 c.
4. Калиничев Э. Л., Саковцева М. Б. Выбор пластмасс для изготовления и эксплуатации изделий: Справ. изд. Л.: Химия, 1987. 416 с.
5. Термопласт автоматы серии TWX – 80 -178 тон.[электронный ресурс],URL:http://imstech.ru/produktsiya/termoplastavtomaty/termoplastavtomat
y-serii-twx/termoplastavtomaty-serii-twx-80-178-ton/(дата обращения: 28.12.2016)
Приложения
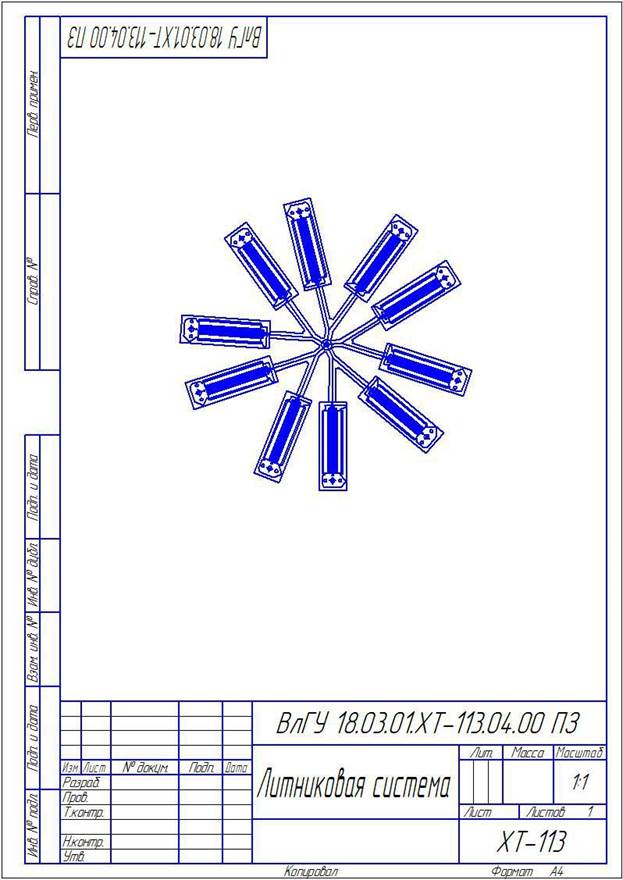
Литниковая система
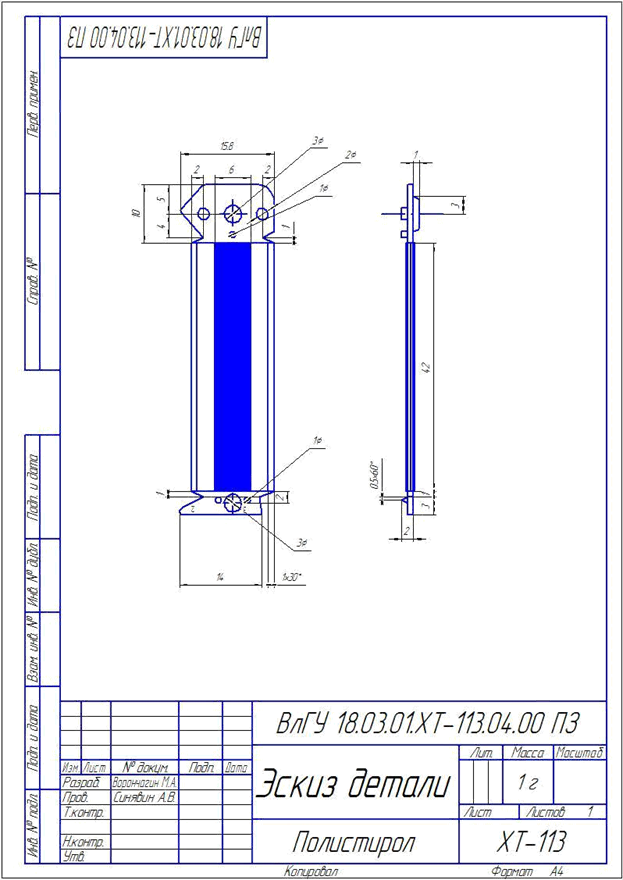
Эскиз детали
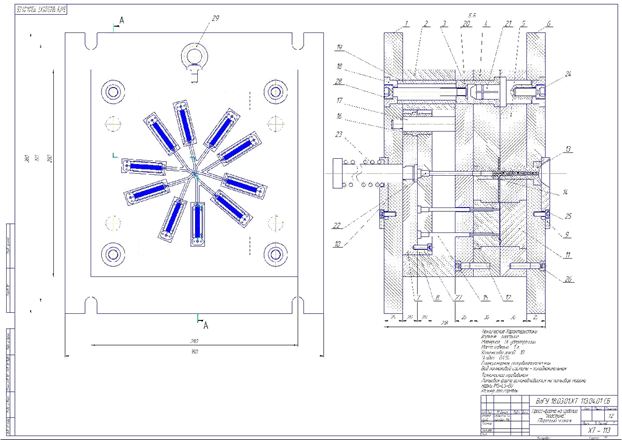
Литьевая пресс – форма на изделие пластина
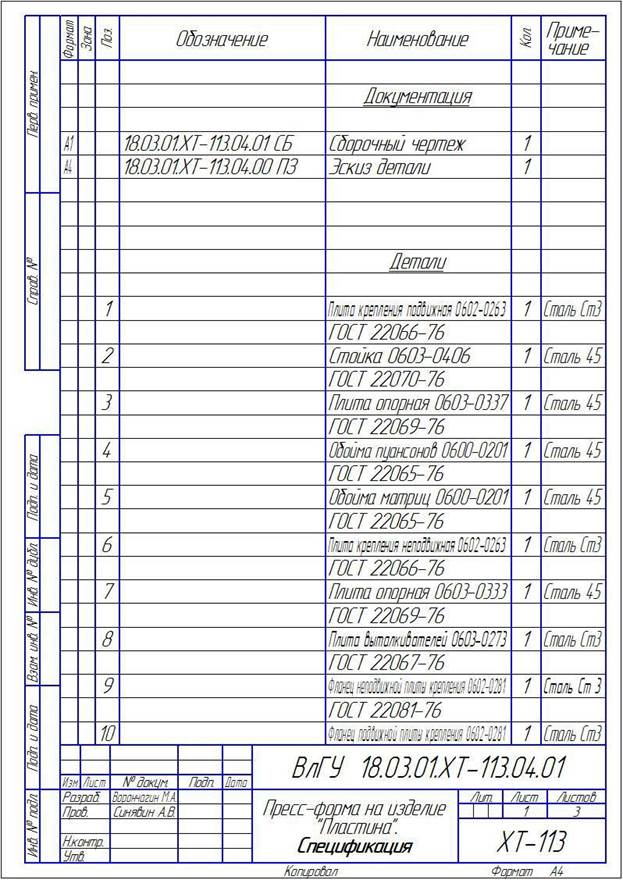
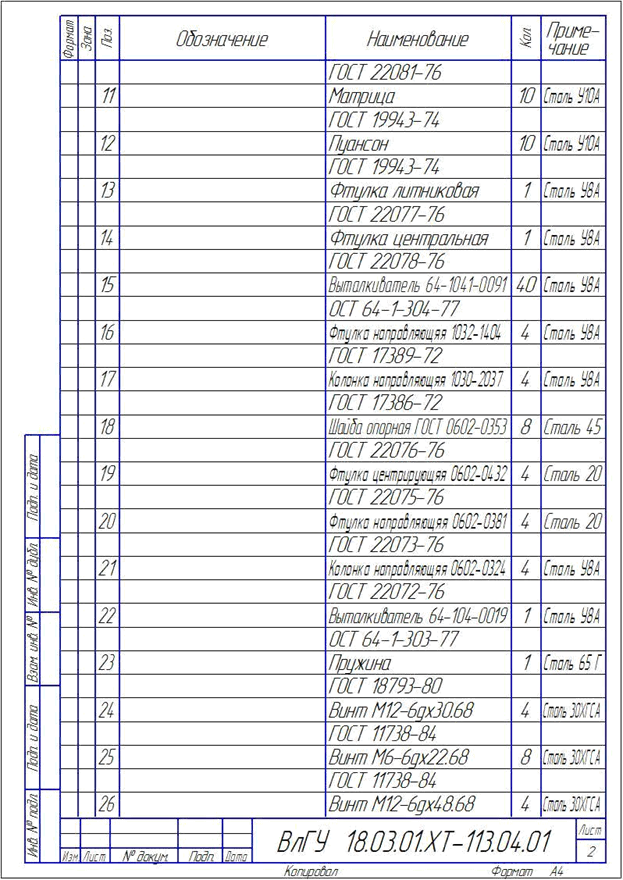
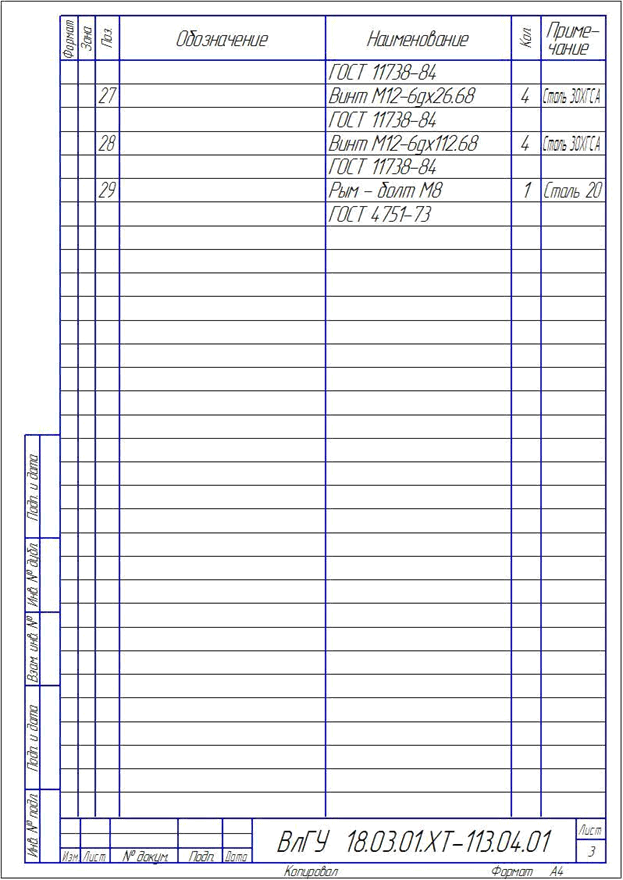
Спецификация для сборочного чертежа пресс - формы
Дата: 2019-02-19, просмотров: 411.