РЕФЕРАТ.
РАСЧЕТ И ПРОЕКТИРОВАНИЕ ПРЕСС - ФОРМЫ ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ ПОД ДАВЛЕНИЕМ
2019.
| 1. | ИСХОДНЫЕ ДАННЫЕ | |
| Изделие | пластина | |
| Масса | 1 г. | |
| Плотность | 1,07 г/ | |
| Усадка | 0,5% см | |
| Температура расплава | 220 | |
| Температура формы | 60 ℃ | |
| Давление литья | МПа | |
| 120℃ | ||
| Объем одного изделия | 0,93 см |
Краткие сведения о материале
Ударопрочный полистирол получил широкое распространение благодаря низкой стоимости исходного продукта и свойствам, позволяющим применять его в различных отраслях промышленности.
Основным недостатком данного материала является горючесть и растворимость в большинстве ароматических углеводородов. Горение полистирола сопровождается повышенным выделением копоти и вредных для здоровья веществ. Плавление полистирола происходит при температуре от 1600С. Полистирол легко растворяется в любых растворителях, бензине, дихлорэтане, но нерастворим в воде.
Ударопрочный полистирол является непрозрачным бесцветным материалом, который окрашивается в различные цвета при производстве. Основные свойства полистирола:
высокая прочность;
влагонепроницаемость;
в твердом состоянии не выделяет вредных для здоровья человека
веществ;
диэлектрические свойства;
легкоплавкость;
морозостойкость;
легкость механической обработки.
Благодаря этим свойствам ударопрочный полистирол применяется: в электрической промышленности для изготовления изоляторов и диэлектрических изделий; пищевой промышленности для изготовления контейнеров для пищевых продуктов и одноразовой посуды; медицинской промышленности для одноразовых инструментов; в строительстве для изготовления душевых кабин и ванн. Самое широкое распространение ударопрочный полистирол получил в рекламной сфере при изготовлении рекламных конструкций.
ОБОСНОВАНИЕ КОНСТРУКЦИИ ФОРМЫ Положение изделия в форме
Положение изделия в форме существенно влияет на её конструкцию поэтому, приступая к проработке формы, необходимо правильно расположить в ней изделие. Для этого следует учитывать конкретные условия производства, план выпуска изделия, требуемую степень автоматизации и механизации формы.
Основные требования к положению изделия:
Проекция в плане изделия или изделий должна располагаться симметрично относительно разъема пресса.
Ориентировать изделие необходимо таким образом, чтобы при прессовании после разъема формы, оно оставалось в ее неподвижной части, а при литье в подвижной;
При прессовании для предотвращения скопления в донной части изделия растворенных в материале газов, приводящих к резкому ухудшению качества (рыхлоты, вздутию и др.), матрицу предпочтительно располагать в неподвижной части.
При наличии взаимно перпендикулярно подвижных элементов, оформляющих отверстие, пазы, выступы, изделие следует располагать таким образом, чтобы горизонтальной плоскости перемещения находились простейшие элементы;
Если изделие допускает расположение его в плоскости разъема формы
в различных взаимно перпендикулярных положениях, то следует выбирать такое из них, которое имеет наименьшую площадь проекцию на плоскость установочных плит оборудования;
изделие большой длинны типа трубки, если расположение их большей оси в направлении разъема формы не позволяет раскрыть форму и снять изделие или требует двух плоскостей разъема (типа штуцера), следует распологать в форме перпендикулярно направлению ее разъему; такое расположение значительно уменьшает высоту формы и ее раскрытие; при
этом следует применять специальные системы извлечения длиннономерных знаков;
окончательный выбор расположен изделия должен быть увязан с местом подвода пуска литниковой системы, системой охлаждения и товарным видом изделия.
Литниковая система
Литниковая система – система каналов формы, служащая для передачи материала из сопла литниковой машины в оформляющие гнезда формы за возможно более короткое время, т.е. заполнение возможно более коротким путем с минимальными потерями расплава, температуры и
давления. Необходимо отметить что размер впрыска это н простое заполнение формы расплавом, а течение при больших скоростях сдвига, сопровождаемое эластической «турбулентности» струи обусловленной срывом потока со стенок формы, одновременным охлаждением от холодных стенок формы и выделением теплоты от диссипации энергии вязкого течения, а так же проявление вязкоупругости расплава. Простота и сложность конкретных конструкторских решений зависит от большого числа факторов среди которых текучесть материала, особенности конструкции изделия и программа выпуска изделия.
Литниковая система решающим образом влияет на качество изготовления изделий, расход материала производительность и другие факторы. Не правильно спроектированная литниковая система является причиной высоких напряжений в изделии, его коробление, образования на поверхности изделия следов течения материала, не полного заполнения формообразующей полости и неравномерной усадки материала.
В многогнездных формах литниковая система включает несколько основных элементов: центральный литниковый канал по которому расплав из материального цилиндра поступает в форму, разводящий канал,
подводящий и впускной канал, по которому расплав непосредственно поступает в оформляющую полость.
Центральный литниковый канал.
Размеры центрального литникового канала в многогнездных формах определяется из условия обеспечения заданной скорости сдвига, а так же допустимых величин потерь давления. В многогнездных формах центральных каналов не обеспечивает время подпитки формующей полости.
Разводящие литниковые каналы.
Разводящие каналы являются частью литниковой системы и предназначены для равномерной подачи материала к оформляющей полости формы, соединяющие впускные каналы с центральным литником. Во всех случаях разводящие каналы следует укорачивать, т.к. увеличение длинны
канала ведет к возрастанию расхода материала, потерь давления, а так же ориентационных напряжений в изделии. По этому распределительные каналы должны иметь, по возможности, минимальную длину и оптимальное поперечное сечение, обеспечивающее малые потери давления предотвращающие затвердевание расплава и «недолив» изделия. В многогнездных формах с несбалансированной системе распределительные литниковые каналы служат для выравнивания потока с тем, чтобы все гнезда формы заполнялись одинаковы. Размеры каналов зависят от размеров отливки, вида формы перерабатываемого материала. Поперечное сечение литникового канала должно быть тем больше, чем крупнее отливка, а при одинаковых отливках – чем больше толщина стенок.
Впускные каналы имеют особое значение при литье под давлением, они являются продолжением разводящих и представляют собой суженную часть расплава, непосредственно примыкающую к полоти формы. Канал сужается с целью повышения скорости впрыска расплава в полость повышая его температуру и текучесть впускной канал регулирует поток расплава в формующую полость. Его размеры форма и положение определяются рядом требованиям. Желательно иметь впуск небольшого сечения, что облегчает отделение литьевого изделия и ускоряет затвердевание после завершения впрыска, а это позволяет изолировать полость формы от литниковой системы и исключает обратное вытекание расплава. Однако при очень малом сечении впускного канала может произойти преждевременное охлаждение расплава и сократится подпитка формы расплавом, что приводит к увеличению усадки изделий кроме этого при небольших размерах резко увеличиваются скорость и напряжение сдвига, при этом искажается поверхность струи сплава, т.к. появляется эластическая турбулентность , что может повлиять на глянец поверхности изделия. Это особенно проявляется при струйном режиме заполнении формы. При очень малых сечениях возникают большие потери давления, поэтому замедляется процесс впрыска.
Выбор выталкивающей системы
Выталкиватели в основном имеют цилиндрическую форму торец выталкивателя выполняется по конфигурации поверхности, в которую он опирается если эта поверхность не параллельна плоскости размыкания, чтобы исключить поворот выталкивателя и не нарушать геометрию изделия при литье, между плитой выталкивания и буртиком выталкивателя устанавливают фиксатор в виде пластинки или штифт. При изготовлении формы торец выталкивателя желательно шлифовать и полировать совместно
с поверхностью оформляющей полости в сборке, чтобы на поверхности изделия были заметны следы от выталкивателя.
Центрирующие элементы форм
Качество получаемых изделий особенно тонкостенных, а так же надежность работы форм во многом зависит от точного и взаимного расположения подвижной и неподвижной частей формы и ее отдельных элементов. Базирующими элементами полу форм являются фланцы крепежных плит. На неподвижной плите машины фланец обеспечивает соосность центральной литниковой втулки формы и сопла материального цилиндра машины. На подвижной плите фланец обеспечивает соосность подвижной и неподвижной полу форм. Конструкция и размер фланца часто однотипна, но в некоторых случаях имеют особенности обусловленные маркой термопласт автомата. Центрирование частей форм обеспечивают направляющие, втулки, конические или наклонные поверхности, поперечные валики, конические цапфы и д.р..
Выбор способа центрирования зависит от допускаемого отклонения от соосности пуансона и матрицы конфигурации и размеров изделий,
размеров и конструкции формы. Направляющие элементы необходимо располагать как можно ближе к краям плит, для свободного и удобного размещения формообразующих элементов и системы термостатирования. При этом координаты одного или двух направляющих элементов рекомендуется смещать от центра формы для гарантии правильного
совмещения полу форм при сборке и установки на литьевую машину. Особенно важно выполнять это условие для съемных форм, которые собирают и разбирают вручную после каждого цикла литья.
Направляющие колонки часто не только центрируют полу форы, но и служат направляющими по которым перемещаются подвижные плиты формы при смыкании размыкании. Колонки должны иметь определенную длину, обладать достаточной плотностью и жесткостью, по этому необходимо правильно выбирать диаметр колонки и обеспечивать жесткую посадку ее в плите.
ФОРМЫ
Расчёт литниковой системы
Центральный литниковый канал – наиболее простой элемент. Во всех случаях, когда обстоятельства это позволяют, следует применять именно его.
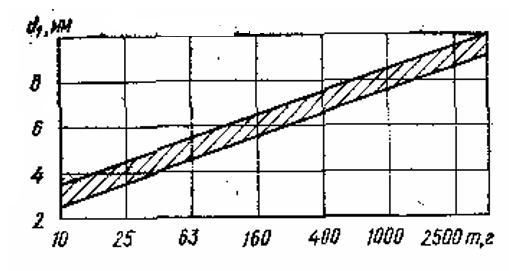
Рис. 1. Номограмма для определения диаметра (m – масса впрыска).
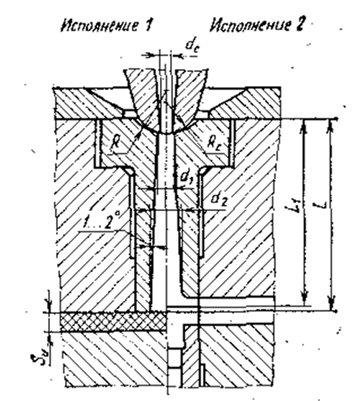
Рис. 2. Литниковая втулка (слева – для одногнездной формы, справа – для многогнездной).
По номограмме (Рис. 1.) определяем – диаметр отверстия центрального литникового канала на входе в литниковую втулку. по массе
| впрыска (рис. | 2.) ( | впр = 10 г. | ). | = 3.5 мм. | – | диаметр | отверстия | |||||
| центрального | ||||||||||||
| литникового канала на выходе литниковой втулки, а так же | ||||||||||||
| максимальную допустимую длину подбирают исходя из значения | и угла | |||||||||||
| наклона | = 3° | - для жестких полимеров. | = 7.2 мм., | ( ) = 70 мм | . По | |||||||
| полученным значениям подбираем литниковую втулку. | ||||||||||||
| Втулка 0602 – 0462 ГОСТ 22077 – 76 | ||||||||||||
| Материал – сталь У8А | ||||||||||||
| Выбор | разводящего | канала | подбирается | конструктивно. | ||||||||
Рекомендуется использовать каналы круглого сечения, трапецеидальные, сегментные каналы расположенные в одной плите. Выбранный тип разводящего литника - сегментный (таб. 1.).
Таблица 1.
Выбор машины.
При выборе оборудования термопластавтомат проверяется по пластикационной производительности, усилию смыкания, объему впрыска.
| смыкания,= 0,1 ∗ ∗ | пр | ∗ | ∗ | л.с. | ∗ ≤ | н , где – требуемое усилие | ||
| – Давление пластмассы в оформляющем гнезде (для | ||||||||
| полистирола P=32 МПа, | пр, | л.с . – проекция изделия и литниковой системы | ||||||
| на плоскость разъема формы, | , | – гнездность формы, – коэффициент | ||||||
| максимального усилия смыкания ( | = 1,2 | |||||||
| ). | ||||||||
| учитывающий использование м | ||||||||
= 0,1 ∗ 32 ∗ (7,73 ∗ 10 ∗ 13,65) ∗ 1,2 ≤ н
= 349,11 кН ≤ н
| = 3,6 ∗ / | охл | ≤ | н | ∗ | , где | , | н | − | требуемая и номинальная | |
| пластикационная производительность, | G– масса изделия, – коэффициент | |||||||||
учитывающий отношение пластикационной производительности по данному
| материалу к значению ее по полистиролу | , | охл | время охлаждения | |||||||||||
| изделия, с, рассчитывается по формуле | = 1 | |||||||||||||
| охл = | , | ∗ | ∗ | ln 1,27 − ln н | ф | − | ||||||||
| к = | к | ф | , где | коэффициент | ||||||||||
| температуропроводности, | ., – толщина изделия, м., – температура в | |||||||||||||
| середине стенки изделия | ф + 20 = 80 ℃ | н | – начальнаяк | температура | ||||||||||
| м с | , | |||||||||||||


изделия, равная температуре впрыскиваемого в форму расплава н = 220℃., ф - средняя за цикл температура формующих поверхностей ф =
60℃.
| охл = | 0,415 | ∗ | 1 ∗ 10 | ∗ ln 1,27 − ln | 80 − 60 | = 1,82 с. | |||||||||||||||||||
| 1,29 ∗ 10 | 2 | 220 − 60 | |||||||||||||||||||||||
| = 3,6 ∗ 1/1,82 ≤ | н | н ∗ 1 | |||||||||||||||||||||||
| объем | = | ∗ 10 ∗ | ≤ | , | − | ||||||||||||||||||||
| , | где | требуемый и номинальный | |||||||||||||||||||||||
| из | л.с. | н | = 1,98 ≤ | ||||||||||||||||||||||
| см | н | ||||||||||||||||||||||||
| впрыска, | , | л.с. = 4,2 см | . | ||||||||||||||||||||||
| = 13,5/ | ≤ | – для | = 0,93 ∗ 10 + 4,2 ≤ | н | = | ||||||||||||||||||||
| . | н | сухого материала. | |||||||||||||||||||||||
| , где | - коэффициент использования машины | ||||||||||||||||||||||||
| 0,7 | = 13,5 ≤ | н | |||||||||||||||||||||||
| По = 19,28 ≤ | – для расплава. | ||||||||||||||||||||||||
| полученнымнпараметрам подираем термопластавтомат. | |||||||||||||||||||||||||



Выбранный ТПА IMS ES-80, с характеристиками (таб.3.), удовлетворяет требуемым параметрам.
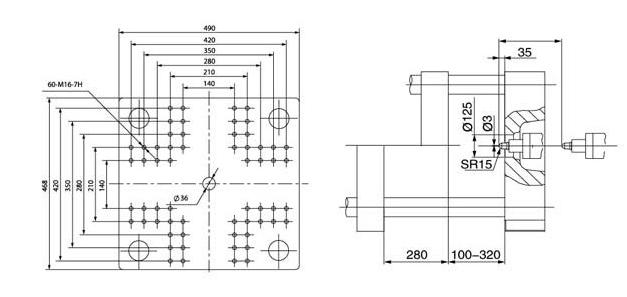
Рис.4. Плита крепления ТПА марки IMS ES-80
Таблица 3.
Параметры
Единица
ES-80
Измерения
22,5
21
17,5
длины/диаметру
см3
92
106
153
объем впрыска
150
Впрыска
Давление
Мпа
212
184
128
впрыска
грамм/сек
55
63
91
впрыска
230
тонн
80
смыкания
280
480×480
325×325
Узел
100
350
90
тонн
20
толкателя
шт
1
толкателей
МПа
16
гидросистеме
Общие
Квт
7,5
Квт
5,5
нагревателей
| Продолжение таблицы 5. | |||||
| Объем | литр | 170 | |||
| масляного бака | |||||
| Габаритные | метр | 4x1x1,8 | |||
| размеры | |||||
| Масса | тонн | 3,2 | |||

ЗАКЛЮЧЕНИЕ
При выполнении курсового проекта по дисциплине «Технологическая оснастка» были закреплены знания, полученные в период обучения этой дисциплине и её разделов.
Целью данного курсового проекта является расчет и проектирование пресс – формы. При расчете была спроектирована пресс - форма, удовлетворяющая условию задания. По результатам расчета были определены и подобраны литниковая система, система выталкивания, а также подобран термопласт автомат.
СПИСОК ЛИТЕРАТУРЫ
1. Пантелеев А. П., Шевцов Ю. М., Горячев И. А. Справочник по проектированию оснастки для переработки пластмасс – М.:
Машиностроение, 1986. – 400 с.
2. Бортников В. Г. Производство изделий из пластических масс:
Учебное пособие для вузов в трех томах. Том 3. Проектирование и расчет технологической остнастки. Казань: Изд-во «Дом печати», 2004. – 311с.
3. Панов Ю.Т., Уткин А. В. Проектирование литьевых и прессовых
форм: Методические указания к выполнению курсовой работы по курсу
«Расчет и конструирование изделий и форм» / Владим. гос.ун-т; 1998. – 28 c.
4. Калиничев Э. Л., Саковцева М. Б. Выбор пластмасс для изготовления и эксплуатации изделий: Справ. изд. Л.: Химия, 1987. 416 с.
5. Термопласт автоматы серии TWX – 80 -178 тон.[электронный ресурс],URL:http://imstech.ru/produktsiya/termoplastavtomaty/termoplastavtomat
y-serii-twx/termoplastavtomaty-serii-twx-80-178-ton/(дата обращения: 28.12.2016)
Приложения
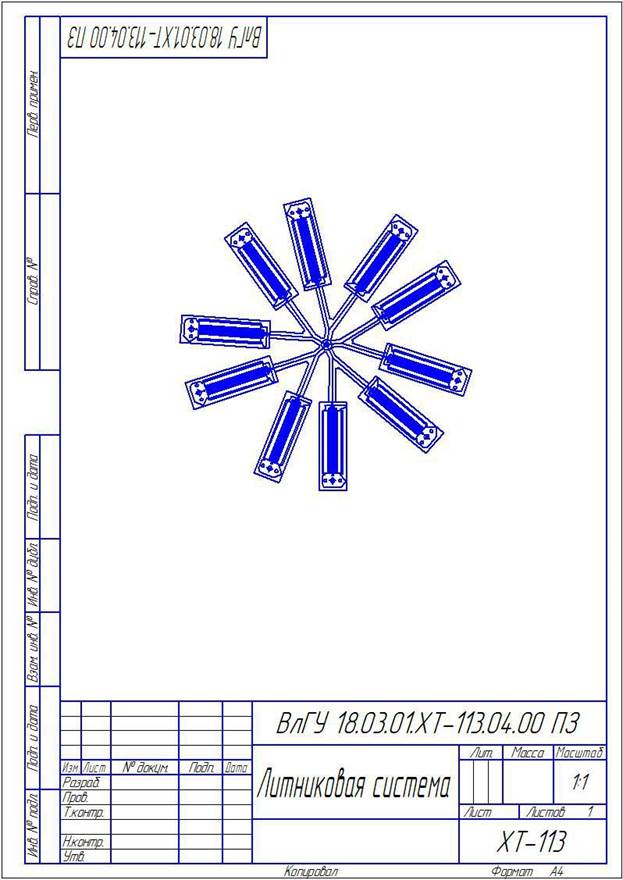
Литниковая система
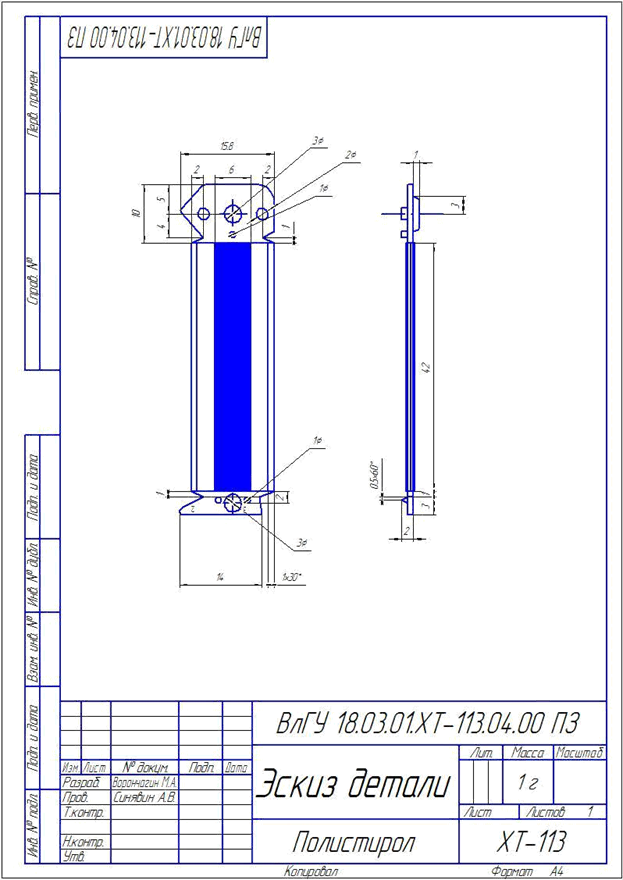
Эскиз детали
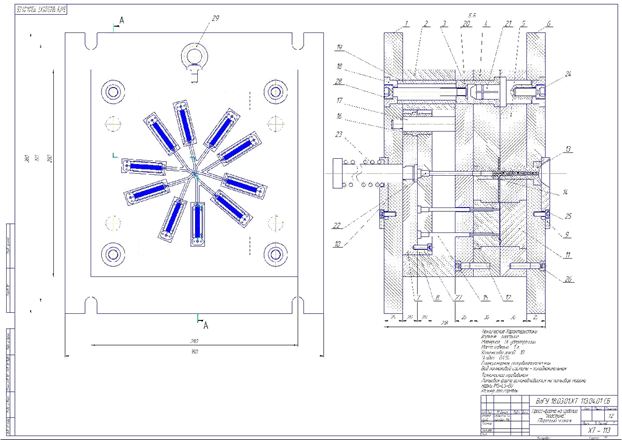
Литьевая пресс – форма на изделие пластина
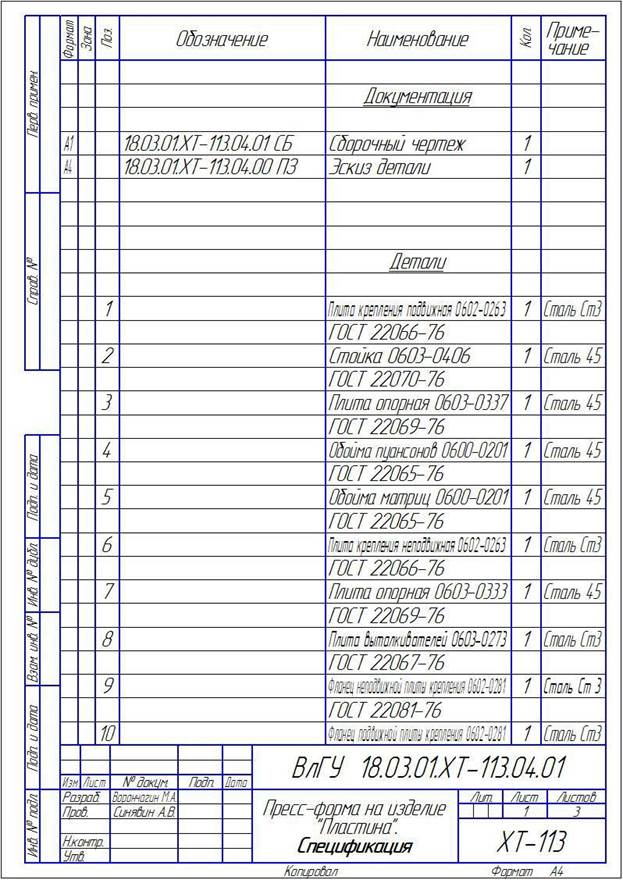
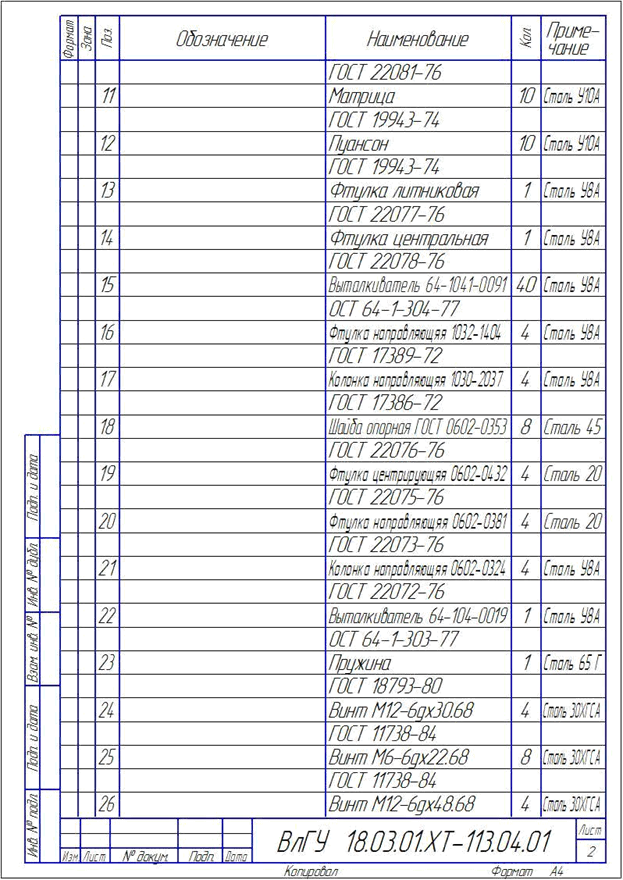
Спецификация для сборочного чертежа пресс - формы
РЕФЕРАТ.
РАСЧЕТ И ПРОЕКТИРОВАНИЕ ПРЕСС - ФОРМЫ ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ ПОД ДАВЛЕНИЕМ
2019.
| 1. | ИСХОДНЫЕ ДАННЫЕ | |
| Изделие | пластина | |
| Масса | 1 г. | |
| Плотность | 1,07 г/ | |
| Усадка | 0,5% см | |
| Температура расплава | 220 | |
| Температура формы | 60 ℃ | |
| Давление литья | МПа | |
| 120℃ | ||
| Объем одного изделия | 0,93 см |
Дата: 2019-02-19, просмотров: 428.