ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ
Методические указания к лабораторным занятиям по дисциплине
«Проектирование сварных конструкций»
для студентов направления 150700.62 Машиностроение (профиль 2: оборудование и технология сварочного производства)
Всех форм обучения
Тюмень
ТюмГНГУ
2013 г.
Утверждено редакционно-издательским советом
Тюменского государственного нефтегазового университета
Составители: Галинский А.А., ассистент
Пимнев А.Л., к.т.н., доцент
© Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Тюменский государственный нефтегазовый университет», 2013 г.
Лабораторные работы по курсам «Проектирование сварных конструкций» позволяют глубже изучить распределение рабочих усилий и напряжений в некоторых сварных конструкциях и соединениях; образование собственных деформаций и напряжений в сварных соединениях, а также перемещений в элементах конструкций под влиянием процесса сварки; технологические способы уменьшения сварочных деформаций, напряжений и перемещений; использование сборно-наладочных приспособлений.
ЛАБОРАТОРНАЯ РАБОТА №1
Порядок выполнения работы
1. Ознакомиться с методом измерения напряжений проволочными тензометрами и схемой измерительного пульта.
2. Включить аккумулятор и отбалансировать мост тарировочного датчика.
3. Произвести последовательное нагружение тарировочной балки (см. рис. 3) эталонными пластинами в количестве от 1 до 10 шт., записывая показания гальванометра после каждого возрастания нагрузки.
4. Подсчитать напряжения в балке и в зависимости от показаний гальванометра построить тарировочный график.
5. Отбалансировать мосты при последовательном включении каждого из рабочих тензодатчиков и отсчеты по указателю реохорда записать в табл. 1.
6. Нагрузить первый узел.
7. Произвести отсчеты показаний гальванометра для датчиков, наклеенных на элементы главной фермы, и результаты занести в табл. 1.
8. Снять нагрузку.
9. Нагрузить второй узел.
10. Произвести отсчет показаний гальванометра для всех рабочих датчиков и результаты занести в табл. 1.
11. Снять нагрузку.
12. Повторить указанное в пп. 6 – 8 для третьего и четвертого узлов фермы.
13. По тарировочному графику определить напряжения в испытуемых элементах, результаты занести в табл. 1.
14. Для всех десяти элементов главной фермы построить линии влияния по результатам измерений напряжений.
15. Методом вырезания узлов подсчитать напряжения в стержнях 1, 5, 9 и 10 (см. рис. 5) при нагружении второго узла и полученные результаты нанести на графики линий влияния.
16. Сравнить данные, полученные экспериментальным и расчетным путём.
Таблица 1
Форма записи результатов испытаний
| Номер тензо-датчика | Отсчет по указателю реохорда при балансировке
| Нагружение узлов | |||||||
| 1 -го | 2-го | 3 го | 4 -го | ||||||
| Отсчёт показаний гальванометра | Опытное σ, МПа | Отсчёт показаний гальванометра | Опытное σ, МПа | Отсчёт показаний гальванометра | Опытное σ, МПа | Отсчёт показаний гальванометра | Опытное σ, МПа | ||
| 1 2 3 4 5 | |||||||||
Требования к содержанию отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, общие теоретические выкладки по теме лабораторной работы, эскиз образца, таблицу 1, заполненную данными, полученными в результате выполнения работы, схемы линий влияния, расчёты, выводы по работе.
Контрольные вопросы
1. В каких элементах главной фермы знак напряжений меняется в зависимости от расположения сосредоточенной нагрузки?
2. Каково назначение вспомогательных ферм, и какие усилия возникают в стержнях этих ферм при нагружении главной фермы?
3. Из каких соображений следует выбирать места наклейки датчиков на элементах фермы?
ЛАБОРАТОРНЯА РАБОТА №2
(Работа носит теоретический характер)
Порядок выполнения работы
1. Ознакомиться с методом измерения напряжений проволочными тензометрами и схемой измерительного пульта (см. работу 1).
2. Отбалансировать мост тарировочного датчика.
3. Произвести ступенчатое нагружение тарировочной балки и построить тарировочный график зависимости напряжений от показаний гальванометра.
4. Установить испытуемый образец в растяжное устройство и присоединить проволочные датчики к измерительному пульту.
5. Отбалансировать мосты при последовательном включении каждого из рабочих тензодатчиков и записать показания стрелки реохорда в табл. 2.
6. Нагрузить образец.
7. Произвести отсчет показаний гальванометра для отбалансированных ранее мостов и результаты занести в табл. 2.
8. По тарировочному графику определить напряжения и результаты свести в табл. 2.
Таблица 2
Форма записи результатов испытаний
| Номер тензо-датчика | Показание стрелки реохорда | Образец 1 | Образец 2 | Образец 3 | Образец 4 | ||||
| отсчёт | σ, МПа | отсчёт | σ, МПа | отсчёт | σ, МПа | отсчёт | σ, МПа | ||
| 1 1` 2 2` | |||||||||
9. Построить эпюры напряжений в исследуемых сечениях образца и сравнить их со средними расчетными напряжениями.
10. Проделать все указанное на четырех образцах-макетах: стыковой шов с полным проплавлением, стыковой шов с непроваром, тавровое соединение с полным проплавлением стенки и тавровое соединение, выполненное валиковыми швами.
Требования к содержанию отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, общие теоретические выкладки по теме лабораторной работы, эскиз образца, таблицу 2, заполненную данными, полученными в результате выполнения работы, схемы эпюр напряжений, расчёты, выводы по работе.
Контрольные вопросы
1. Чем объяснись неравномерность распределения напряжений в стыковом соединении, выполненном с полным проплавлепием?
2. При каких условиях концентрация напряжений оказывает особенно сильное влияние на прочность сварного соединения?
3. Всегда ли в тавровом соединении необходимо требовать полного проплавления стенки?
ЛАБОРАТОРНАЯ РАБОТА №3
Порядок выполнения работы
1. Подготовить пластину размером 120 х 120 х 4 мм (рис. 10) и измерить расстояние между базами № 1 и 2 с двух сторон пластины. Измерения каждой базы произвести по 3 раза. Результаты измерений занести в табл. 3.
2. Вычислить средние значения из трех измерений. Результаты измерений предъявить преподавателю для проверки.
3. Проварить пластину по линии х – х с помощью ручной дуговой сварки. Во время сварки вести наблюдения за показаниями вольтметра и амперметра и записать средние показания.
4. Вычислить эффективную мощность источника теплоты q, полагая к.п.д. η = 0,67.
Таблица 3
Форма записи результатов испытаний
| Номер базы | Начальные замеры | Среднее значение | Замеры после сварки | Среднее значение | Укорочение базы | Δпоп |
| 1-2 | мм | |||||
|
|
|
|
| |||
| 1`-2` |
|
|
| |||
5. Вычислить 2Vmax по формуле (3.1), используя следующие значения величин: α=12·10-6 1/град; сρ=5 дж/см3·град.
6. После полного остывания пластины произвести повторные измерения баз, результаты занести в таблицу и получить экспериментальное значение Δпоп.
7. Пользуясь формулой (3.2), вычислить коэффициент А.
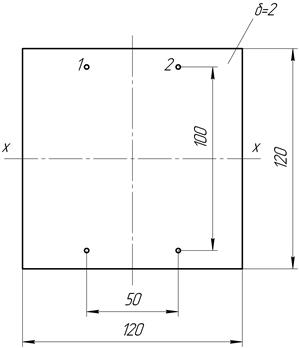
Рис. 10. Образец для определения поперечной усадки
Требования к содержанию отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, общие теоретические выкладки по теме лабораторной работы, эскиз образца, таблицу 3, заполненную данными, полученными в результате выполнения работы, расчёты, выводы по работе.
Контрольные вопросы
1. Почему возникает поперечная усадка при сварке?
2. От каких факторов зависит поперечная усадка при сварке встык?
ЛАБОРАТОРНАЯ РАБОТА №4
Содержание работы
При сварке втавр лист, к которому приваривается ребро, испытывает неравномерный нагрев по толщине (рис. 11, а).
Верхняя часть листа имеет более высокую температуру, чем нижняя. Поэтому расширению металла при нагреве на участке АВ препятствует сопротивление более холодных нижних участков CD. В зоне АВ при нагреве возникают пластическая деформация и напряжения сжатия. При остывании происходит сокращение зоны АВ и возникает угловая деформация β1 (рис. 11, б). Одновременно возникает также и поперечная усадка.
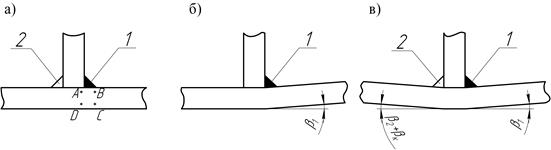
Рис. 11. Образование угловых деформаций
При сварке шва 2 происходят аналогичные явления (рис. 11, в). Однако при этом, кроме угловой деформации от неравномерной усадки листа β2, возникает еще угловая деформация βк от поперечного сокращения металла шва 2, потому что ребро жестко соединено с листом швом 1. При сварке шва 1 поперечное сокращение металла шва вызывало лишь поворот ребра относительно листа без образования угловой деформации βк.
Порядок выполнения работы
1. Подготовить пластину размером 120 x 80 x 10 мм с прихваченным
ребром высотой 15 мм (рис. 12) и установить ее на приспособление (рис. 13) так, чтобы углубление в пластине от керна попало на острие штифта III приспособления. При этом стрелка на приспособлении должна находиться против продольной риски на образце.
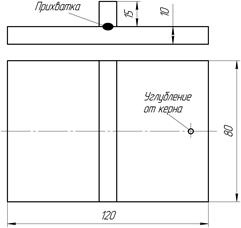
Рис. 12. Образец для определения угловой деформации
2. Произвести измерения индикаторной головкой на штативе в точках 1, 2, 3 образца (см. рис. 13). Результаты занести в табл. 4. Измерения провести трижды.
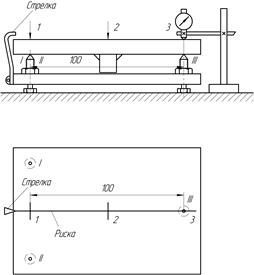
Рис. 13. Приспособление для измерения перемещений точек образца
3. Вычислить средние значения из трех измерений.
4. Сварить шов 1 вручную катетом 7 – 8 мм и дать образцу полностью остыть.
5. Произвести измерения образца в приспособлении вторично и результаты занести в табл. 4. По результатам замеров вычислить угол β1 в градусах.
Таблица 4
Форма записей результатов испытаний
| Номер точки | Началь-ные замеры | Среднее значение | Замеры после сварки шва 1 | Среднее значение | Δ1 | Замеры после сварки шва 2 | Среднее значение | Δ2 |
| 1 | мм | |||||||
|
|
|
|
|
| ||||
| 2 |
|
|
|
|
| |||
| 3 |
|
|
|
|
| |||
6. Сварить шов 2 вручную катетом 7 – 8 мм и дать образцу полностью остыть.
7. Произвести измерения образца в приспособлении в третий раз и результаты занести в табл. 4. По результатам экспериментов вычислить (β2 + βк).
8. Сравнить между собой деформации, вызываемые первым и вторым швом.
Требования к содержанию отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, общие теоретические выкладки по теме лабораторной работы, эскиз образца, таблицу 4, заполненную данными, полученными в результате выполнения работы, расчёты, выводы по работе.
Контрольные вопросы
1. Почему возникают угловые деформации β1 и β2 + βк?
2. Как можно предотвратить или устранить угловые деформации?
ЛАБОРАТОРНАЯ РАБОТА №5
Содержание работы
Поперечные швы могут вызывать значительный изгиб балок. Вследствие поперечной усадки элемента, расположенного на некотором расстоянии от центра тяжести сечения, балка получает угловой излом φ (рис. 14), величина которого определяется по формуле (5.1)
 (5.1)
(5.1)
где  – поперечная усадка шва пояса при сварке его в свободном состоянии (вне балки), см;
– поперечная усадка шва пояса при сварке его в свободном состоянии (вне балки), см;
 – пластическое удлинение металла сварного соединения в направлении поперек шва, возникшее в результате сопротивления поперечной усадке со стороны балки, см;
– пластическое удлинение металла сварного соединения в направлении поперек шва, возникшее в результате сопротивления поперечной усадке со стороны балки, см;
 – статический момент площади элемента, в котором возникла поперечная усадка, относительно главной оси всего сечения балки (статический момент сечения пояса балки), см3;
– статический момент площади элемента, в котором возникла поперечная усадка, относительно главной оси всего сечения балки (статический момент сечения пояса балки), см3;
 – момент инерции балки относительно оси у – у, см4.
– момент инерции балки относительно оси у – у, см4.
Величина зависит от жесткости балки, но в некоторых случаях для приближенной оценки изгиба может полагаться равной нулю.
В настоящей работе определяются ,  и на примере балки, состоящей из двух уголков (рис. 14), на которые укладывается валик путем наплавки металла ручной дуговой сваркой покрытыми электродами. Для определения поперечной усадки одновременно с наплавкой металла на уголки производится наплавка металла на прихваченную к уголкам пластину, имеющей ту же толщину, что и уголки.
и на примере балки, состоящей из двух уголков (рис. 14), на которые укладывается валик путем наплавки металла ручной дуговой сваркой покрытыми электродами. Для определения поперечной усадки одновременно с наплавкой металла на уголки производится наплавка металла на прихваченную к уголкам пластину, имеющей ту же толщину, что и уголки.
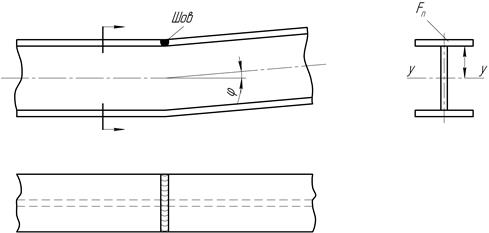
Рис. 14. Образование изгиба балки от поперечной усадки шва
Прогиб балки на длине L = 450 мм измеряется в специальном приспособлении. Зная ,  , и можно по формуле (5.1) определить величину
, и можно по формуле (5.1) определить величину  .
.
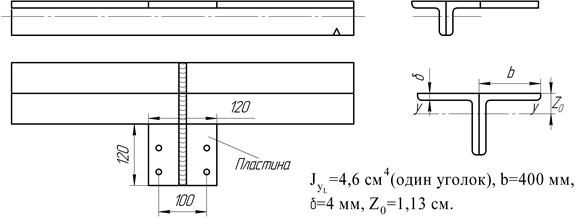
Рис. 15. Образец для определения изгиба от поперечного шва.
Порядок выполнения работы
1. Подготовить и собрать на прихватках уголки и пластину.
2. С помощью деформометра измерить с двух сторон базы на пластине и результаты занести в табл. 5. При измерениях баз их номера должны располагаться с правой стороны.
3. Установить уголки в приспособление так, чтобы надрез под призму оказался с правой стороны. Записать показания индикаторной головки.
4. Проварить уголки с пластиной посередине. Во время сварки записать средние показания приборов для измерения тока I и напряжения U.
5. После сварки отломить пластину от уголков и дать им полностью остыть.
6. Произвести повторные измерения баз на пластинке и записать показания деформометра в табл. 5. Определить поперечную усадку .
7. Установить уголки в приспособление и определить величину прогиба f. Зная f , вычислить величину угла φ.
8. Пользуясь данными о размерах уголков и формулой (5.1), вычислить .
9. Сравнить величину действительной поперечной усадки с максимально возможной теоретической усадкой, определяемой по формуле (3.1) (см. работу 3).
Принять для стали: α=12·10-6 1/град, сρ= 5 дж/см3·град.
Таблица 5
Форма записей результатов испытаний
| Номер базы | Замеры до сварки | Среднее значение | Замеры после сварки | Среднее значение | Укорочение базы | Δпоп, см |
|
| мм | |||||
|
|
|
|
| |||
|
|
|
|
|
| ||
|
|
|
|
|
| ||
|
|
|
|
|
| ||
Требования к содержанию отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, общие теоретические выкладки по теме лабораторной работы, эскиз образца, таблицу 5, заполненную данными, полученными в результате выполнения работы, расчёты, выводы по работе.
Контрольные вопросы
1. От каких факторов зависит угловой излом балок, возникающий от поперечных швов?
2. Какие причины могут вызывать изгиб балок?
ЛАБОРАТОРНАЯ РАБОТА №6
Содержание работы
В зависимости от химического состава стали, структура металла в зоне сварного соединения после сварки может быть различна. В некоторых случаях происходит образование неустойчивых структур, например остаточного аустенита, способного претерпевать превращения после завершения процесса сварки. Такие процессы сопровождаются изменениями объема металла и, следовательно, изменениями геометрических размеров изделия и его напряженного состояния. Если учесть, что значительное количество сварных конструкций термообработке не подвергается, то вероятность изменения размеров таких изделий во времени может в ряде случаев вызвать весьма неприятные последствия.
Лабораторная работа проводится на образце, представленном на рис. 16.
При изменении в зоне шва объема металла образец деформируется и прогиб фиксируется индикаторной головкой. Устанавливая такую головку сразу после завершения сварки и охлаждения образца и фиксируя показания прибора через некоторые промежутки времени, можно получить зависимость деформации от времени.
В настоящей работе производится сравнение развития деформаций во времени после сварки образцов из малоуглеродистой и легированной сталей.
Порядок выполнения работы
1. У образца из малоуглеродистой стали произвести переплавку кромки.
2. После завершения остывания установить индикаторную головку, подвесить образец на крюк в точке А и записать начальный отсчет в табл. 6.
3. Произвести последующие отсчеты и занести их в табл. 6.
4. Проделать указанное в пп. 1 – 3 для образца из легированной стали.
5. Построить график зависимости деформаций от времени и сделать выводы о характере протекания деформаций для испытанных материалов.
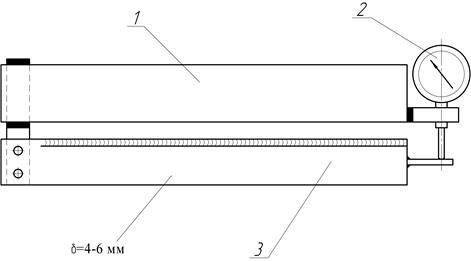
Рис. 16. Образец для испытаний
1 – полоса; 2 – индикатор; 3 – образец
Таблица 6
Форма записи результатов испытаний
| Материал образца | Показания индикатора в следующие моменты времени, мин | ||||
| 0 | 10 | 30 | 60 | 120 | |
Требования к содержанию отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, общие теоретические выкладки по теме лабораторной работы, эскиз образца, таблицу 6, заполненную данными, полученными в результате выполнения работы, выводы по работе.
Контрольные вопросы
1. Почему образец из легированной стали деформируется с течением времени?
2. Какие имеются способы для устранения деформаций конструкций из легированных сталей с течением времени?
Методические указания по выполнению лабораторных работ
по дисциплине «Проектирование сварных конструкций»
для студентов направления 150700.62 Машиностроение
( профиль 2: «Оборудование и технология сварочного производства»)
всех форм обучения
Составители:
Галинский Андрей Александрович, ассистент
Пимнев Алексей Леонидович, к.т.н., доцент
Подписано в печать _________2013. Формат 60×90 1/16. Усл.печ.л._____
Тираж 36 экз. Заказ №_____.
Издательство федерального государственного бюджетного образовательного учреждения
высшего профессионального образования
«Тюменский государственный нефтегазовый университет».
625000, Тюмень, ул. Володарского, 38.
Отдел оперативной полиграфии издательства.
625039, Тюмень, ул. Киевская, 52.
МиНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ государственное БЮДЖЕТНОЕ образовательное учреждение высшего профессионального образования
«тюменский государственный нефтегазовый университет»
Институт Транспорта
Кафедра «Транспорт углеводородных ресурсов»
ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ
Методические указания к лабораторным занятиям по дисциплине
«Проектирование сварных конструкций»
для студентов направления 150700.62 Машиностроение (профиль 2: оборудование и технология сварочного производства)
Всех форм обучения
Тюмень
ТюмГНГУ
2013 г.
Утверждено редакционно-издательским советом
Тюменского государственного нефтегазового университета
Составители: Галинский А.А., ассистент
Пимнев А.Л., к.т.н., доцент
© Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Тюменский государственный нефтегазовый университет», 2013 г.
Лабораторные работы по курсам «Проектирование сварных конструкций» позволяют глубже изучить распределение рабочих усилий и напряжений в некоторых сварных конструкциях и соединениях; образование собственных деформаций и напряжений в сварных соединениях, а также перемещений в элементах конструкций под влиянием процесса сварки; технологические способы уменьшения сварочных деформаций, напряжений и перемещений; использование сборно-наладочных приспособлений.
ЛАБОРАТОРНАЯ РАБОТА №1
Дата: 2018-12-28, просмотров: 5050.