Цель работы: а) экспериментальное определение поперечной усадки пластины при сварке; б) определение коэффициента А, показывающего отношение экспериментальной поперечной усадки к ее теоретически возможной максимальной величине.
Оборудование и материалы:
- пластина;
- электроды диаметром 4мм;
- источник питания сварочного тока;
- штангенциркуль;
Содержание работы:
При сварке пластин встык или приварке к пластинам угловыми швами различных элементов возникает поперечная усадка.
Образование поперечной усадки происходит вследствие неравномерного нагрева пластин при сварке. На рис. 8, а показана сварка двух пластин встык, а на рис. 8, б – перемещение V одной из свариваемых кромок в направлении Оу.
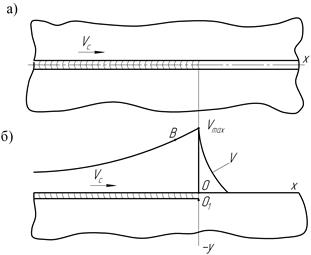
Рис. 8. Сварка пластин с зазором
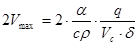
Кромка перемещается в зазор от расширения металла при нагреве. Аналогичным образом происходит перемещение и второй кромки. В точке О в зоне действия сварочного источника теплоты перемещения кромок достигают максимума и в этот момент они свариваются, фиксируя возникшее сближение 2Vmax. Теоретически вычисленное максимальное перемещение одной кромки при условии возникновения только упругих деформаций составляет величину  , а полное перемещение вычисляется по формуле (3.1)
, а полное перемещение вычисляется по формуле (3.1)
 (3.1)
(3.1)
где  – коэффициент линейного расширения свариваемого металла;
– коэффициент линейного расширения свариваемого металла;
 – объёмная теплоёмкость;
– объёмная теплоёмкость;
 – эффективная мощность сварочного источника теплоты;
– эффективная мощность сварочного источника теплоты;
 – скорость сварки;
– скорость сварки;
 – толщина свариваемых пластин.
– толщина свариваемых пластин.
По мере охлаждения пластин кромки стремятся отойти в прежнее положение; при этом до некоторой точки В, когда металл имеет низкий предел текучести, могут возникать пластические деформации. При дальнейшем охлаждении сопротивление металла возрастает, перемещения кромок произойти уже не могут, и возникает подтягивание пластин друг к другу, т. е. усадка. В результате после полного остывания поперечный размер сократится. При дуговой однопроходной сварке под флюсом металла толщиной 8 – 16 мм возникает усадка Δпоп = 1 – 1,5 мм; при электрошлаковой сварке она может достигать 5 – 10 мм в зависимости от удельной погонной энергии сварки  . Аналогично возникает усадка пластин, когда на их поверхность укладывается валиковый или угловой шов. Отличие заключается в том, что в этом случае зазор в сплошной пластине отсутствует (рис. 9).
. Аналогично возникает усадка пластин, когда на их поверхность укладывается валиковый или угловой шов. Отличие заключается в том, что в этом случае зазор в сплошной пластине отсутствует (рис. 9).
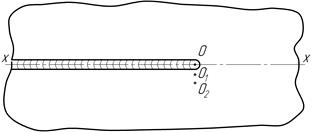
Рис. 9. Укладка валика на пластину
Перемещение точки О1 например, находящейся вблизи линии сплавления, не происходит до тех пор, пока металл остается холодным или слабо нагретым. При подходе сварочной ванны металл нагревается и теряет упругие свойства. С этого момента точка О1 в результате расширения металла от нагрева зоны О1О2 начинает перемещаться к оси х – х; при этом на участке ОО1 возникают пластические деформации. Перемещение существенно возрастает, когда металл расплавляется и полностью теряет свои упругие свойства. Таким образом, при сварке сплошных пластин или пластин, собранных без зазора, возникает некоторое препятствие перемещению металла в процессе разогрева. Поэтому поперечная усадка Δпоп всегда оказывается меньше, чем 2Vmax, вычисленное по формуле (3.1), т.е.
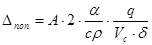
 (3.2)
(3.2)
где А < 1.
Порядок выполнения работы
1. Подготовить пластину размером 120 х 120 х 4 мм (рис. 10) и измерить расстояние между базами № 1 и 2 с двух сторон пластины. Измерения каждой базы произвести по 3 раза. Результаты измерений занести в табл. 3.
2. Вычислить средние значения из трех измерений. Результаты измерений предъявить преподавателю для проверки.
3. Проварить пластину по линии х – х с помощью ручной дуговой сварки. Во время сварки вести наблюдения за показаниями вольтметра и амперметра и записать средние показания.
4. Вычислить эффективную мощность источника теплоты q, полагая к.п.д. η = 0,67.
Таблица 3
Форма записи результатов испытаний
| Номер базы | Начальные замеры | Среднее значение | Замеры после сварки | Среднее значение | Укорочение базы | Δпоп |
| 1-2 | мм | |||||
|
|
|
|
| |||
| 1`-2` |
|
|
| |||
5. Вычислить 2Vmax по формуле (3.1), используя следующие значения величин: α=12·10-6 1/град; сρ=5 дж/см3·град.
6. После полного остывания пластины произвести повторные измерения баз, результаты занести в таблицу и получить экспериментальное значение Δпоп.
7. Пользуясь формулой (3.2), вычислить коэффициент А.
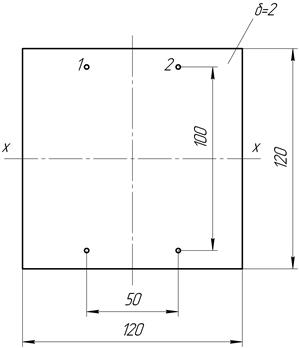
Рис. 10. Образец для определения поперечной усадки
Требования к содержанию отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, общие теоретические выкладки по теме лабораторной работы, эскиз образца, таблицу 3, заполненную данными, полученными в результате выполнения работы, расчёты, выводы по работе.
Контрольные вопросы
1. Почему возникает поперечная усадка при сварке?
2. От каких факторов зависит поперечная усадка при сварке встык?
ЛАБОРАТОРНАЯ РАБОТА №4
Дата: 2018-12-28, просмотров: 2335.