Отверстия, изготовляемые сверлением, получают на установках сверления (часто и фрезерования) с числовым программным управлением. Это связано с огромным количест-вом отверстий на плате, особыми требованиями к точности взаимного расположения от-верстий и производительности.
Приводы осей X и Y
Перемещение в горизонтальной плоскости происходит с помощью ходовых винтов, приводимых шаговыми двигателями. Следовательно их качество и состояние будет сильно влиять на точность позиционирования шпинделя. Чистота среды вокруг установки опреде-ляет, как часто необходимо проводить чистку и смазывание, для предотвращения износа винтов. Большинство производителей рекомендует проводить эту операцию каждые 6 ме-сяцев. При смазке ходовых винтов необходимо обеспечивать тонкий слой соответствующе-го масла. Долгий (непрерывный) поиск заданной координаты является следствием проблем с ходовыми винтами или шаговыми двигателями. Если это происходит, то индикаторы ко-ординат изменяются даже при отсутствии запрограммированного перемещения.
Привод оси Z
В основном применяются механические приводы для оси Z. Это обусловлено большим ходом и распространенностью. Существуют установки (например LPKF ProtoMat) вертикальный ход инструмента которых обеспечивается электромагнитным или пневмоприводом.
Электрошпиндели
Электрошпиндель должен обеспечивать достаточную частоту вращения сверла, и достаточный передаваемый момент на сверло. Большая частота вращения обеспечивает большую производительность. Так как электрошпиндель перемещается с помощью ходовых винтов и шаговых двигатель, его габариты должны быть соответствующими.
Электрошпиндели можно разделить на три группы в зависимости от выполняемых технологических операций:
· Свеpх-высокоскоpостные электрошпиндели для сверления плат печатного монтажа с частотой вращения 110 000 - 180 000 об/мин. В качестве опор обычно используются газовые (аэростатические и аэродинамические) опоры.
· Высокоскоростные электрошпиндели для сверления и фрезерования плат печатного монтажа с частотой вращения 80 000 -100 000 об/мин. В качестве опор обычно используются газовые (аэростатические и аэродинамические) опоры.
· Высокоскоростные электрошпиндели для фрезерования плат печатного монтажа с частотой вращения 35 000 - 45 000 об/мин. В качестве опор обычно используются опоры качения.
Установка инструмента
Установка может, производится как в ручную, так и автоматически. Инструмент во втором случае устанавливается из специальных кассет. При установке инструмента вручную, производительность намного ниже, чем при автоматической.
В некоторых современных установках используется так же устройства контроля за состоянием сверла.
Режимы сверления
Под режимами сверления будем подразумевать скорость вращения шпинделя (скорость резания) и подачу. Скорости резания и подачи должны выбираться так, чтобы получить оптимальные соотношения между высокой производительностью, стойкостью сверл и хорошим качеством отверстий. Оптимальная скорость резания подбирается для каждого типа материала и каждого типа конструкции ПП и тщательно, потом поддерживается в процессе производства. При оценке параметров резания следует иметь в виду, что скорость вращения сверла - величина непостоянная: в зависимости от момента инерции шпинделя он получает то или другое замедление по мере врезания сверла в тело платы, при пересечении различных слоев материала шпиндель получает разное замедление.
Скорость подачи выбирается из тех соображений, что слишком малая подача увеличивает нагрев сверла и стенок отверстия, большая подача ограничена геометрией сверла - главный задний угол, а должен быть всегда больше, чем угол реза.
Точность сверления
Современное автоматическое оборудование позволяет высверливать отверстия с точностью, большей достигаемой обычно в условиях производства. Причина этого заключается в том, что на точность сверления оказывает влияние ряд факторов, связанных с неточностями геометрии сверл и особенностями стеклотекстолитов.
Чем острее и прочнее сверло, тем меньше его доля в суммарной ошибке. Та или иная степень разбалансировки, присущая любому сверлу, всегда приводит к эксцентриситету. Прочные стеклянные волокна стеклоткани отклоняют сверло, ему легче ввинчиваться в мягкую смолу. Ясно, что точность сверления будет выше в материале, армированном тонкой стеклотканью. Поэтому точность сверления повышается с уменьшением толщины стекловолокна, плотности переплетения, увеличения диаметра сверла и содержания связующего. По мере увеличения стопы ПП отклонение сверла становится все более заметным в нижних платах. Центрирование сверла можно намного улучшить, используя головку прижима или короткие сверла. При сверлении прецизионных ПП использование головки прижима обязательно, при этом запрещается сверление более одной ПП в пакете.
Сверла
Сверло - основной инструмент используемый, для получения отверстий в производстве печатных плат. Общий вид сверла представлен на рисунке. 
Материалы сверл
Сверла в основном изготовляют из карбида вольфрама. Его большое сопротивление износу (и относительно низкая стоимость) делают его наиболее подходящим материалом для сверления очень абразивных материалов. Однако это хрупкий материал, что накладывает особые требования к хранению и уходу за сверлами.
Конструкция сверл
Сверла для обработки печатных плат отличается от общих машиностроительных. Рассмотрим эти особенности:
· предельно малая толщина режущей грани уменьшает трение за счет уменьшения площади контакта между сверлом и дном отверстия;
· тщательная обработка поверхностей направляющих ленточек и главной задней поверхности (Rz < < 0,8 мкм) и спиральных канавок (Rz < 1,6 мкм) гарантирует большую стойкость, лучший отвод стружки и высокое качество отверстия;
· большое стружкоотводное пространство (k << 0,2 d) способствует лучшему удалению стружки, благодаря этому степень нагревания значительно меньше, а также уменьшается нанос смолы на стенки отверстия;
· с увеличением прочности стержня возрастает собственная стабильность, и предотвращаются сильные собственные колебания сверла; четырехгранная заточка, обеспечивающая хороший режим резания, и призматическая вершина сверла обеспечивают хорошую центровку, благоприятствуют удалению стружки, сверлению без задиров;
· обратная конусность сверла (0,02 мм на 10 мм длины) уменьшает трение и способствует уменьшению теплообразования. Между тем обратная конусность должна быть настолько мала, чтобы диаметр сверления даже после нескольких переточек еще не выходил за пределы допуска;
· особые требования к концентричности между хвостовикам и рабочей частью сверла (примерно 0,005 мм) направлены на улучшение точности центровки в процессе сверления;
· важное значение имеет симметрия режущих кромок; осевое биение режущих кромок, измеряемое у ленточек, не должно превышать 0,01 мм.
На рисунке изображены отличительные признаки сверл для сверления отверстий в печатных платах: 1 - предельно малая толщина режущей грани; 2 - большое стружко-отводное пространство; 3 и 4 - большая симметрия режущих кромок; 5 - обратная конусность рабочей части сверла - X; 6 - утолщающаяся к основанию сердцевина сверл улучшенной конструкции - у; 7 - цилиндрический участок рабочей части сверла улучшенной конструкции;
Многие из приведенных параметров геометрии и поверхности сверл можно получить только на специальном прецизионном станке, снабженном набором алмазных кругов различной зернистости. Только при этих условиях можно затачивать твердосплавные сверла, которые по качеству шлифованной поверхности не отличались от требований ГОСТ 22095 и технологической документации.
Стружко-отводное пространство можно увеличить только уменьшением толщины сердцевины сверла. Это влечет за собой опасность увода сверла, особенно при сверлении без направляющих втулок. Компромиссное решение состоит в выполнении сердцевины в виде конуса с основанием у хвостовика.
Какой бы малой ни была обратная конусность сверла, переточка, так же как и износ, приводит к постепенному уменьшению его диаметра. Чтобы замедлить этот процесс, начало рабочей части сверла на небольшой длине можно сделать цилиндрической. Однако такой конструкции сверла свойствен повышенный нанос смолы, поэтому для сверления печатных плат их используют редко. В основном они применяются там, где требуется повышенная точность диаметра отверстия, например для сверления отверстий под запрессовку штифтов в плату.
Влияние конструкции сверла на качество сверления. Качество отверстий решающим образом зависит от геометрии рабочей части сверл. Слишком большой угол при вершине сверла ведет к осевому отклонению сверла при соприкосновении его с материалом основания, слишком малый - к осевому отклонению внутри материала, образованию крупной стружки, которая плохо удаляется и приводит к повышенному износу сверла. Хотя, нужно заметить, с уменьшением угла при вершине сверла до 80° наблюдается уменьшение наволакивания смолы. Оптимальный угол при вершине приблизительно равен 125°.
Образующаяся при сверлении фольгированного стеклопластика трехкомпонентная стружка обладает рядом неприятных свойств, с которыми приходится считаться: медная стружка, обладая малой долей упругой деформации, способна сминаться и забивать спиральную канавку; смоляное крошево, обладая хорошей адгезйонной способностью, будучи подогретым тепловыделениями при резании, налипает на стенки спиральной канавки; стеклянный скол - абразивный материал.
Полировка поверхности канавок обеспечивает хорошее скольжение медной и стеклянной стружки, предотвращает прилипание к ней крошек смолы. Тем не менее гарантии бесперебойного отвода стружки наступают при достаточно широких отводных каналах, если площадь спиральных канавок приблизительно вдвое больше, чем площадь остальной внешней поверхности сверла. Малый угол подъема винтовых канавок приводит к зажиму режущей кромки.
Переточка сверл
Износ сверл происходит главным образом на режущих кромках - это углы режущих кромок, главные грани, ленточки, главная режущая кромка, вспомогательные режущие кромки. Непременное условие хорошего качества сверл после переточки - отсутствие скруглений главной режущей кромки. Опыт показывает, что этого можно достичь только при шлифовании грани не менее чем на 0,3 мм. Для переточки твердосплавных сверл необходим специальный станок, аттестованный по точности исполнения геометрии сверла.
Несмотря на возможность хорошей переточки изношенных сверл, в производстве прецизионных печатных плат она используется ограниченно. Износ приводит к такому изменению диаметра сверления, что зазор в направляющей втулке становится слишком большим. Так, сверло диаметром 1,0 мм в направляющей втулке диаметром 1,01 мм может иметь смещение на сторону порядка 0,05 мм. Поэтому уже зазор 0,01 мм является большим для точного центрирования. А вновь заточенное изношенное сверло, диаметр которого уменьшается каждый раз по крайней мере на 0,01 мм, будет иметь большой люфт в направляющей втулке. Исходя из этого становится понятным, почему использование направляющих втулок ограничено, помимо того что при переточке сверл они мало эффективны для центрирования. И вместе с этим их применение обладает рядом недостатков: плохое удаление стружки, ухудшение теплоотдачи, необходимость использования сверл с длинной рабочей частью, частая поломка сверл при входе в направляющую втулку, более сложная установка сверл, затруднения при автоматической смене сверл.
Изготовленные на заводе сверла, как правило, не нуждаются в проверке. Перезаточенные сверла нужно проверять в первую очередь на правильность заточки вершины сверла. Стойкость твердосплавных сверл между переточками составляет 1000…1300 отверстий, что соответствует суммарной глубине 1500…2000 мм. Критерий затупления - износ по задней поверхности режущей части 0,05\ldots0,07 мм для сверл диаметром до 1 мм и 0,07…0,08 мм для сверл диаметром свыше 1 мм.
Технологическая оснастка
Технологическая оснастка играет важную роль в процессе получения отверстий в печатных платах. В нее входят: надплатники, подплатники, маркировочные кольца и центрирующие штифты.
Надплатники
Назначение:
· обеспечивают центрирование сверла.
· предохраняют сверла от разрушения
· предотвращают появление заусенцев на контуре отверстия
· предотвращают загрязнения отверстий и сверла
· обеспечивают прижим плат в пакете (Prevents Pressure Foot Marks)
Материалы
Существует много материалов которые можно использовать для надплатников, однако есть специально полученные для этой цели материалы. Эти материалы были разработаны для улучшения точности сверления и уменьшения риска разрушения сверла.
Материалы используемые для подплатников:
· Алюминиевый плакированный композит с целлюлозной сердцевиной.
· Алюминий и сплавы (различного состава и толщины).
· Фенольный плакированный меланин.
· Фенольный плакированный алюминий.
Рабочие характеристики.
При правильно подобранном материале надплатника, он будет улучшать совмещение отверстий и уменьшать риск выхода из строя сверла, уменьшая прогиб сверла до контакта с пакетом плат. В соответствии с этим он должен быть ровным и не иметь ямок, вмятин и царапин. Деформированный или изогнутый надплатник будет причиной появления дополнительных металлических заусенцев, что приведет к преждевременному выходу из строя сверла. Поверхностные дефекты и твердые материалы слишком изгибающие сверло, будут уменьшать точность сверления и, при небольших диаметрах, способствовать разрушению сверла. Фенольные материалы и сплавы (т. е. Фенольный плакированный алюминий) обычно деформированы. При обычных условиях сверления это послужит усиленному загрязнению отверстий медью с поверхности. В результате возникнут проблемы с металлизацией отверстий, т. к. палладий (или другой металл) не осаждается на медь. Алюминиевые сплавы (как и алюминий) с правильно подобранными характеристиками (состав - толщина - твердость) удовлетворительно работают только при больших диаметрах сверл. С малыми же сверлами (менее 0,02 мм) существует риск разрушения сверла. Алюминиевый плакированный композит с целлюлозной сердцевиной обеспечивает твердость поверхности достаточную для предотвращения появления заусенцев, но одновременно уменьшает прогиб и вероятность разрушения сверла (как у алюминия и его сплавов).
Подплатники
Назначение:
· обеспечивают безопасную среду для выхода сверла
· предотвращают появление заусенцев на контуре отверстия
· предотвращают загрязнения отверстий и сверла
· уменьшают температуру сверления
· улучшают качество отверстия
Материалы
Существует множество материалов, которые можно использовать для подплатника. Некоторые материалы, используемые для подплатников были специально разработаны. Эти материалы: композиты различными поверхностными покрытиями или материалы с нанесенным поверхностным слоем.
Основные материалы, используемые для подплатников:
· Композит эпоксидный, плакированный бумагой, с деревянной сердцевиной использующий соединяющий компонент со смазочными свойствами.
· Композит, плакированный алюминием, с деревянной сердцевиной.
· Композит, плакированный эпоксидной бумагой, с деревянной сердцевиной.
· Композит, плакированный меланином, с деревянной сердцевиной.
· Композит, плакированный уретаном, с деревянной сердцевиной
· Твердый Фенол.
· Плакированный алюминием фенольный композит.
· Дерево.
· Древесноволокнистая плита.
Рабочие характеристики
Желательные свойства материала подплатника следующие: минимальное изменение толщины, плоскостность (отсутствие неровностей, коробления и изгибов), не абразивность, не загрязняет, имеет гладкую поверхность, низкую энергию резания (для уменьшения температур резания), также поверхность этого материала должна быть твердой, что обеспечивается медным покрытием, и не должен повреждать или налипать на сверло.
Материалы подплатников со смазочными свойствами на 50% или более снижают температуру сверления. Обычно эта температура ниже температуры плавления покрытия рассверливаемого материала. Это обстоятельство сильно снижает дефекты стенок отверстия, что в свою очередь позволяет увеличивать размер пакета рассверливаемых плат, и увеличивает срок службы сверла. Это очень важно, т. к. уменьшает стоимость отверстия и увеличивает продуктивность и выход годного.
Нужно помнить, что при сверлении часть материала подплатника остается на сверле, и при его выходе может происходить загрязнение отверстия. Материалы содержащие (или просто) фенолы не очень пригодны для использования в качестве подплатников. Фенольные материалы или композиты обычно деформированы и при большинстве условий сверления будут загрязнять стенки отверстий, в результате чего возникнут проблемы с адгезией палладия (или другого осаждаемого материала).
Посадочные кольца
Посадочные кольца предназначены для обеспечения единой длины от вершины сверла до плоскости кольца. Это необходимо для контроля глубины резания. Поэтому качество этих колец может сильно влиять на качество сверла вообще. Посадочные кольца напрессовываются на сверло. Слабо напрессованное кольцо приводит к его смещениям относительно вершины сверла и следовательно к неконтролируемой (часто недостаточной) глубине резания. Слишком сильно напрессованное кольцо может сломаться. При несносности или не параллельности внутреннего и внешнего цилиндра кольца, возникают проблемы с посадкой сверла (с кольцом) в шпиндель или кассету. В последнем случае это может вызвать неполадки со сменой инструмента в процессе работы.
Посадочные кольца выполняют разных цветов в зависимости от диаметра, на них также наносят величину диаметра и/или длину рабочей части сверла и/или серийный номер. Так что посадочные кольца выполняют две функции:
· обеспечения единой длины
· маркировки сверл.
Центрирующие штифты
Центрирующие штифты могут быть различной формы и размеров. Их стоимость в общей стоимости изготовляемой платы незначительна. Очень часть центрирующие штифты разрушаются или деформируются (т.е. сжимаются при установке в пакет). Если штифты посажены недостаточно плотно, то это (в следствие смещения плат) может вызывать множество проблем - от увеличения заусенцев и других дефектов отверстия до плохой точности взаиморасположения или поломки сверла. Для решения этих проблем достаточно своевременно менять штифты. Рационально использовать штифты диаметра. Штифты с диаметром меньшим чем могут вызывать смещения пакета плат.
ЭЛЕКТРИЧЕСКИЙ КОНТРОЛЬ
Электрический контроль - важная часть производства печатных плат. Он предназначен для проверки целостности - разобщения печатных плат, что включает в себя проверку на обрыв цепи, короткое замыкание, правильность топологии.
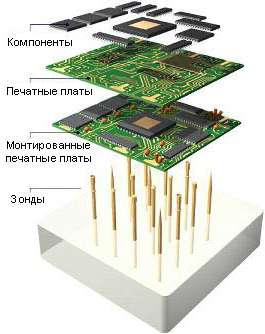
В основе электрического контроля лежит наличие в системе "зонд-проводник платы-зонд" или "зонд-проводник платы-компонент-проводник платы-зонд" контакта. Наличие проводимости в платах обусловлено взаимным расположением цепей и их целостностью в топологии плат.

Сборка печатных плат
Особенностью современного производства электронных устройств является все более широкое применение больших и сверхбольших интегральных схем (БИС и СБИС). При этом существенно возрастает количество выводов каждой схемы, расстояния между выводами уменьшаются с 2,5 мм до 0,625 мм и менее.
Установка многовыводных корпусов БИС И СБИС на печатные платы технически и экономически более эффективна не в сквозные отверстия, а на контактные площадки, расположенные на поверхности печатных плат.
Этим объясняется все боле широкий переход от монтажа компонентов в отверстия (PTH - Plated Through Hole) к технологии поверхностного монтажа (SMT - Surface Mount Technology).
Вместе с тем, в в настоящее время в большинстве серийных электронных блоков применяют как поверхностный монтаж, так и монтаж в отверстия. Это связано с тем, что конструкции ряда компонентов не пригодны для поверхностного монтажа. Кроме того, в устройствах, работающих в условиях ударных и вибрационных перегрузок, предпочитают монтаж в отверстия из-за более надежного крепления компонентов.
Типы SMT сборок
(Surface-Mount Technology - технология поверхностного монтажа)
 В электронной промышленности существует шесть общих типов SMT сборки, каждому из которых соответствует свой порядок производства. Когда разработчик выбирает тип сборки, его целью должна быть минимизация числа операций, так как каждая операция может увеличивать промышленную стоимость. Существует специальный стандарт, в котором представлены основные виды сборок, разбитые по классам.
В электронной промышленности существует шесть общих типов SMT сборки, каждому из которых соответствует свой порядок производства. Когда разработчик выбирает тип сборки, его целью должна быть минимизация числа операций, так как каждая операция может увеличивать промышленную стоимость. Существует специальный стандарт, в котором представлены основные виды сборок, разбитые по классам.
SMC и IPC документация по поверхностному монтажу на платы, IPC-7070, J-STD-013 и National Technology Roadmap for Electronic Interconnections включают следующие классификацию следующих схемы поверхностного монтажа:
· Тип 1 - монтируемые компоненты установлены только на верхнюю сторону или interconnecting structure
· Тип 2 - монтируемые компоненты установлены на обе стороны платы или interconnecting structure
· Класс А - только through-hole (монтируемые в отверстия) компоненты
· Класс В - только поверхностно монтируемые компоненты (SMD)
· Класс С - смешанная: монтируемые в отверстия и поверхностно монтируемы компоненты
· Класс Х - комплексно-смешанная сборка: through-hole, SMD, fine pitch, BGA
· Класс Y - комплексно-смешанная сборка: through-hole, surface mount, Ultra fine pitch, CSP
· Класс Z - комплексно-смешанная сборка: through-hole, Ultra fine pitch, COB, Flip Chip, TCP
Дата: 2018-12-28, просмотров: 453.