Управляющая программа является последовательностью программных кадров, сохраненных в системе управления. При выполнении обработки детали эти кадры считываются и проверяются компьютером в запрограммированном порядке. Соответствующие управляющие сигналы поступают на станок.
Управляющая программа ЧПУ состоит из:
- номера программы;
- кадров управляющей программы;
- слов;
- адресов;
- числовых комбинаций (для адресов осей частично со знаком).
Применяемые адреса функций и команд в кодах ISO:
N – номер кадра от 1 до 9999;
G – подготовительная команда;
X, Z – позиционные данные в абсолютных значениях;
F – скорость подачи, шаг резьбы;
S – скорость вращения шпинделя, скорость резания;
T – вызов инструмента и коррекции на него; M – вспомогательная команда;
Система координат токарного станка
На токарном станке используется двух координатная система перемещений: продольная – значение по координате X задается диаметром (рис 1).
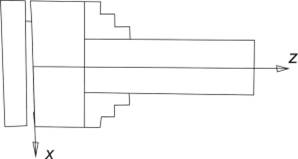 Рисунок 1
Рисунок 1
Применяемые подготовительные G – команды
G00 – ускоренное перемещение;
G01 – линейная интерполяция;
G02 – круговая интерполяция по часовой стрелке;
G03 – круговая интерполяция против часовой стрелки;
G54 – устанавливаемый сдвиг нуля;
G90 – абсолютные размеры;
G95 – подача в мм/об;
Применяемые вспомогательные М – команды
М03 – Вращение шпинделя против часовой стрелки
М05 – Останов шпинделя
М06 – Смена инструмента
М30 – Конец УП
Линейная интерполяция по координатам X, Z. По умолчанию линейные перемещения задаются в абсолютной системе координат (G90). Дискретность перемещений – 0,001 мм по обеим осям.
Круговая интерполяция против часовой стрелки G03 X, Z – координаты начальной и конечной точки дуги; CR – радиус дуги; F – скорость подачи (см. рис. 1) При этом инструмент перемещается из начальной точки (X9, Z-17) предыдущего кадра, в конечную точку кадра (X15, Z-23), по дуге (CR), радиусом 6 мм, против часовой стрелки, с запрограммированной скоростью подачи (F) 80 мм/мин.
Пример:
… N025 G01 X9, Z-17 F80
N030 G03 X15 Z-23 CR6
Примечание: Ввод CR с положительным знаком дает дугу <180˚, отрицательный знак дает дугу >180˚. Полные круги не могут быть запрограммированы при помощи СR. Направление G02, G03 всегда определяется над осью вращения (в соответствии с DIN 66 025), независимо от того выполняется обработка над или под осью вращения. При программировании между каждым отдельным словом обязательно вставляется пробел. Пример: N005 G0 X20 Z100 Описание остальных команд можно найти в руководстве “SINUMERIK 810/840D. Программирование. Токарная обработка”.
Программирование частоты вращения шпинделя
Привод станка обеспечивает бесступенчатое регулирование частоты вращения шпинделя в пределах диапазона, как по часовой стрелке (М03), так и против (М04). Первый диапазон: 120… 2000 об/мин, второй диапазон: 280… 4000 об/мин. Частота вращения задаётся прямым кодом. Частоту вращения шпинделя 600 об/мин, можно задать так:
…
N015 M3 S600
…
Программирование подачи
Подача по умолчанию задаётся в мм/об (G95). Например, подачу 0.1 мм/об можно записать как:
…
N035 G1 X250 F0.1
…
Кроме этого подачу можно задавать в мм/мин, используя подготовительную команду G94. Подачу 100 мм/мин записывают как:
… N055 G94 G1 Z-15 F100
Программирование номера инструмента N5 T1 – вызвать в зону резания инструмент под номером 1 в револьверной головке станка.
Позиционирование по двум осям. X1000~* - быстрое перемещение одновременно Z1000 по двум осям.

Обработка фасок:
X=45˚
Система отсчета
В абсолютной системе отсчета перемещение производится относительно выбранной нулевой точки. В относительной системе отсчета перемещение инструмента производится относительно предыдущей запрограммированной точки.
Пример разработки УП
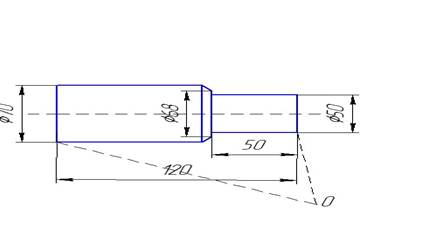
Обработка по часовой стрелке, обороты n=500мин., подача – 0,2 мм/об, СОЖ, инструмент №3.
N0 M3
N1 M39
N2 S500 N3 F20
N4 T3
N5 M8
N6 X5000~*
N7 Z1000
N8 Z-5000 N9 X6800~
N10 Z-45˚
N11 Z-12000
N12 M9
N13 M30
Таблица 1 – Варианты для самостоятельного выполнения
| № варианта | D1,mm | D2,mm | D3,mm | L1,mm | L2,mm |
| 1 | 20 | 48 | 50 | 30 | 60 |
| 2 | 23 | 53 | 55 | 40 | 70 |
| 3 | 25 | 58 | 60 | 40 | 80 |
| 4 | 28 | 63 | 65 | 50 | 90 |
| 5 | 30 | 78 | 70 | 40 | 100 |
| 6 | 33 | 73 | 75 | 50 | 110 |
| 7 | 35 | 76 | 78 | 60 | 115 |
| 8 | 38 | 78 | 80 | 50 | 120 |
| 9 | 40 | 83 | 85 | 72 | 125 |
| 10 | 43 | 58 | 60 | 80 | 130 |
| 11 | 20 | 48 | 50 | 30 | 60 |
| 12 | 23 | 53 | 55 | 40 | 70 |
| 13 | 25 | 58 | 60 | 40 | 80 |
| 14 | 28 | 63 | 65 | 50 | 90 |
| 15 | 30 | 78 | 70 | 40 | 100 |
| 16 | 33 | 73 | 75 | 50 | 110 |
| 17 | 35 | 76 | 78 | 60 | 115 |
| 18 | 38 | 78 | 80 | 50 | 120 |
| 19 | 40 | 83 | 85 | 72 | 125 |
Список рекомендуемой литературы
Основные источники:
- М.А. Босинзон, под редакцией Б.И. Черпакова Современные системы ЧПУ и их эксплуатация, –М.: Издательский центр «Академия», 2014.
- В.В. Ермолаев Программирование для автоматизированного оборудования, ЭБС Академия, 2016.
Дополнительные источники:
- П.П. Серебреницкий, А.Г. Схиртладзе; Под ред. Ю.М. Соломенцева Программирование для автоматизированного оборудования,— М.: Высш. шк. 2003.
Интернет-ресурсы:
ü Группа Технополис. Интеллектуальная металлообработка. http://www.technopolice.ru/
ü Портал машиностроения. http://www.mashportal.ru/
ü САПР ЧПУ http://sapr2000.ru
ü Всё о станках с ЧПУ на одном сайте. http://strujki.net.
ü Обучение по системе ЧПУ Heidenhain. http://content.heidenhain.de/presentation/elearning/RU/index.html.
ü Открытая техническая библиотека. http://cncexpert.ru.
ü Портал станочников. http://stanoks.com.
ü Станки с ЧПУ. http://чпу-станки.рф/index.html.
ü FLEX NC. Универсальная система ЧПУ нового поколения. http://cnc.ru.
ü Online CNC Community. http://machinetoolhelp.com.
ü Программа ADEM v8.1
Дата: 2018-11-18, просмотров: 743.