КОНТРОЛЬНОГО ЗАДАНИЯ 3
Задание состоит из двух частей. Первая часть относится к изучению способа сварки, а вторая - к разработке схем технологических процессов сварки изделий.
В первой части задания следует дать краткое описание сущности рассматриваемого процесса, его технологических особенностей, достоинства и недостатки, области применения. Во второй части разработать схемы технологического процесса сварки изделия и выполнить расчеты основных технологических параметров.
Важным параметром технологического процесса дуговой сварки (варианты задания 1 - 5 и 10) является подготовка кромок и сборки заготовок. Необходимо прежде всего указать тин сварного соединения, форму разделки кромок, сборку под сварку. Подготовку кромок под сварку выполняют но ГОСТу, номер которого указывают на чертеже. Например, на рисунке заготовки указано АфС17 (ГОСТ 8713-79). что означает: Аф - автоматическая сварка под слоем флюса, на флюсовой подушке; С17 - условное обозначение шва сварного соединении. В этом же ГОСТе приведены поперечные сечения сварных швов с указанием геометрических размеров для заданных толщин металла.
Режим сварки - один из основных элементов технологического процесса, который определяет качество и производительность сварки. При ручной дуговой сварке (вариант задания № 1) основными параметрами режима являются: диаметр электрода в мм, сварочный ток в амперах (JСB), напряжение на дуге в вольтах (uд) и скорость сварки в м/ч (vсв).
Определение режима сварки начинают с выбора диаметра электрода, его типа и марки. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, а его мирку от химического состава. При выборе типа и марки электрода следует учитывать требования, предъявляемые к качеству сварного соединения.
Производительность процесса сварки определяют, исходя из коэффициента наплавки ан (г/(А*ч) |. Поэтому из группы электродов, обеспечивающих заданные физико-механические свойства сварного шва, следует выбирать те, которые обеспечивают более высокий коэффициент наплавки и, следовательно, обеспечивают большую производительность процесса.
Сварочный ток в зависимости от диаметра электрода определяют по эмпирической формуле
J св = kd эл
Напряжение на дуге для наиболее широко применяемых электродов в среднем составляет 25 ... 28 В. Скорость сварки (в м/ч) определяют из выражения
где ан - коэффициент наплавки, г/(А*ч); γ - плотность металла, г/см3 ; Fнм -площадь поперечного сечения наплавленного металла шва, см2 , представляющая сумму площадей элементарных геометрических фигур, составляющих сечение шва. Зная площадь наплавленного металла, плотность и длину сварных швов, определяют его массу на все изделие по формуле
Gн.м. = F н.м. * L * γ
где Gн.м. _ масса наплавленного металла, г; Fнм. - площадь наплавленного шва, см2 ; L - длина сварных швов на изделии, см; γ - плотность металла, г/см3 .
Расход толстопокрытых электродов с учетом потерь приближенно принимают равным 1,6 ... 1,8 от массы наплавленного металла.
Количество электроэнергии (кВт*ч), идущей на сварку изделия, определяют как произведение сварочного тока на напряжение дуги и на время сварки. Время сварки изделия подсчитывают, зная скорость сварки, или определяют по формуле

При автоматической сварке под слоем флюса (варианты задания 2 и 10) в режим входит: диаметр электродной проволоки, сварочный ток, напряжение на дуге, скорость подачи электродной проволоки и скорость сварки. Их назначают в зависимости от толщины свариваемого металла расчетом или по справочнику.
Марку электродной проволоки и флюс назначают в зависимости от химического состава свариваемого металла. При сварке низкоуглеродистых сталей в большинстве случаев применяются флюсы марок АН-348А и ОСЦ-45 (ГОСТ 9087-81) и низкоуглеродистые электродные проволоки марок СВ-08 и СВ-08А (ГОСТ 2246-70).
Режим автоматической сварки под флюсом назначают в такой последовательности: устанавливают требуемую глубину проплавления h мм. При односторонней сварке она равна толщине ( s ) металла h=s, а при двусторонней h= 0,6s; выбирают ориентировочно сварочный ток из расчета 80... 100 А на 1мм глубины проникновения:
Jсв= ( 80…100)*h,
где Jсв - сварочный ток, А; назначают напряжение на дуге в диапазоне 30... 40 В.
Далее определяют массу наплавленного на изделие металла. При определении расхода электродной проволоки следует учитывать потери на угар и разбрызгивание (не весь металл проволоки переходит в шов), которые составляют для сварки под флюсом от 2 ... 5 % от массы наплавленного металла.
Расход флюса принимают равным массе наплавленного металла. Диаметр электродной проволоки выбирают расчетом или по справочнику. Так, для толщин металла 8... 20 мм он составляет 5 мм. Коэффициент наплавки выбирают в зависимости от сварочного тока и диаметра электродной проволоки, что составляет в среднем 14... 16 г/(А*ч).
Массу наплавленного металла, скорость сварки, расход электроэнергии и время сварки подсчитывают по той же методике, что и для ручного процесса.
При сварке в средах защитных газов плавящимся электродом основными параметрами технологического режима являются: сварочный ток в амперах (Jсв). напряжение на дуге в вольтах (uд). скорость сварки в м/ч (vсв), диаметр электродной проволоки в мм (dэл), вылет электрода в мм (lэл), род тока и полярность.
Режим автоматической сварки в углекислом газе назначают в такой последовательности: выбирают марку и диаметр электродной проволоки. При сварке иизкоуглеродистых и низколегированных сталей широкое распространение получили проволоки с повышенным содержанием элементов раскислителей марок СВ-08Г2СА, СВ-08ГС (ГОСТ 2246-70). Для автоматической сварки обычно применяют проволоку диаметром 2... 5 мм, причем диаметр проволоки выбирают в зависимости от толщины металла. Так, для толщин 4...12 мм рекомендуется проволока диаметром 2 мм. Ориентировочные значения напряжения в (В) на дуге можно определить по формуле
u д =8( d эл + 1,6)
Сварочный ток Jсв следует рассчитать приближенно.
Устанавливают вылет электрода, который для электродных проволок dэл = = 2 ... 5 мм составляет 20 ... 30 мм; род и полярность тока.
Далее определяют массу наплавленного металла, время и скорость сварки по той же методике, что при ручном процессе.
Коэффициент нашивки (ан) для вариантов заданий 3 и 5 можно принять равным 18... 20 г/(А*ч).
При определении расхода электродной проволоки следует учитывать потери металла на угар и разбрызгивание, которые составляют 5 ... 1.0 % от массы наплавленного металла.
Расход защитного газа зависит от вида и режима сварки и устанавливается по справочным данным. Зная минутный расход защитного газа и время сварки, можно подсчитать общее количество газа, идущего на сварку изделия. Расход электроэнергии определяют по той же методике. Что и для ручного процесса. В режим полуавтоматической сварки в среде углекислого газа входят те же технологические параметры, что и для автоматической сварки. Расход материалов (начиная с определения массы наплавленного металла), электроэнергии и времени сварки подсчитывается по той же методике, что и для автоматической сварки в среде углекислого газа. В режим сварки в среде аргона входят те же технологические параметры, что и для автоматической сварки в среде углекислого газа, которые выбирают по справочнику.
Марку электродной проволоки выбирают в зависимости от химического состава свариваемого материала. Для сварки коррозионно-стойких нержавеющих сталей марок 12Х18Н10Т, 08Х18Н10Т и других применяют электродные проволоки марок СВ-01Х19Н9 и СВ-06Х19Н9Т (ГОСТ 2246-70). Все расчеты по определению расхода материалов, электроэнергии и времени сварки ведут по той же методике, что и для автоматической сварки в среде углекислого газа. В среде аргона потери на угар и разбрызгивание составляют 2-3 %от массы наплавленного металла. Коэффициент наплавки (ан), который необходим при определении некоторых параметров режима, можно принять равным 17 г/(А * ч).
Примечание. При сварке заготовок, имеющих форму цилиндра, необходима на рисунке указать последовательность выполнения сварных швов. В конце задания следует привести описание наиболее рациональных методов контроля качества сварного соединения.
При выполнении заданий по контактной сварке (варианты заданий 6-9) после изображения схемы процесса, описания его сущности следует указать причины нагрева металла в месте контакта соединяемых заготовок. Необходимо начертить и описать циклограмму сварки (изменение давления и сварочного тока во времени), а также область применения способов сварки.
Вторую часть задания следует начинать с описания подготовки заготовок под сварку и ее назначения, а затем приступать к выбору типа контактной машины. При контактной сварке тип машины выбирают по справочнику в зависимости от параметров свариваемых заготовок и их химического состава: так, при стыковой сварке сопротивлением и оплавлением - от плошали поперечного сечения заготовок, мм2 ; при точечной и шовной сварке - от толщины свариваемых заготовок, мм. После выбора типа машины необходимо указать ее техническую характеристику.
Режим сварки ~ это совокупность основных показателей процесса. В режим стыковой сварки сопротивлением и оплавлением входят: установочная длина l (мм) - суммарное расстояние между электродами 2l; плотность тока γ (А/мм2) (сварочный ток); усилие осадки P(Н); длительность прохождения тока tсв (с).
Установочная длина при сварке сопротивлением равна l = (0,5 .. .0,7)*D где D - диаметр заготовки, мм.
При сварке оплавлением установочную длину С учетом припусков на оплавление и осадку приближенно можно считать равной l = (0,5 ... 1,0)D
Примечание. На схеме процесса стыковой сварки сопротивлением и оплавлением укажите установочную длину.
Сварочный ток и усилие при осадке приближенно можно определить и» следующих условий: J св = j * F заг и Р= р* F заг. При этом следует учитывать, какие режимы более выгодно применять: жесткие или мягкие. Время сварки изделия ориентировочно подсчитывают из условия часовой производительности выбранной машины.
Для расчета основных технологических параметров при точечной сварке следует определить диаметр контактной поверхности электрода, который зависит от толщины свариваемых заготовок:
dt =2 s + 3 мм
где s - толщина более тонкой заготовки, мм.
Таким образом, можно определить и площадь контактной поверхности (Fэл) при точечной и шовной (для случая отсутствия вращения ролика) сварке. Сварочный ток и усилие, приложенное на электродах для этих видов сварки, подсчитывают как произведение площади контактной поверхности (Fэл) электрода на плотность тока j и давление Р: J св = j * Fэл и Р = р * Fэл . Следует учитывать, какие режимы более целесообразно применять: жесткие или мягкие. Зная время сварки одной точки, а при шовной сварке оптимальную скорость, определяют время сварки изделия.
Примечание. Для шовной сварки ток и усилие на электродах определяют расчетом этих параметров для точечной сварки с последующим увеличением тока в 1,5 ... 2 раза, а усилия - на 10... 30 %.
В конце работы необходимо описать наиболее характерные дефекты и причины их возникновения при заданном способе контактной сварки.
Варианты контрольного задания 3
Вариант I
I. Изобразите схему и опишите сущность процесса ручной электродуговой сварки толстопокрытыми электродами. Укажите назначение покрытия
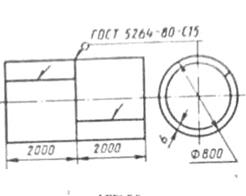 2.Разработай те процесс сварки цилиндрической части резервуара из стали марки СтЗ (рис. 35). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения ва с указанием размеров.
2.Разработай те процесс сварки цилиндрической части резервуара из стали марки СтЗ (рис. 35). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения ва с указанием размеров.
|
|
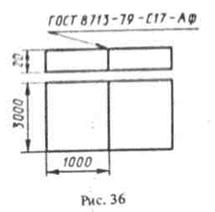
Рис.35
Подберите марку и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с. 72-137.
Вариант 2
1.Изобразите схему и опишите сущность процесса автоматической сварки под слоем флюса. Укажите назначение флюса и флюсовой подушки.
2.Разработайте процесс односторонней сварки плиты из стали марки СтЗ (рис. 36). Производство крупносерийное. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки и флюса. Подберите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки и флюса с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с.127-164.
Вариант 3
1.Изобразите схему и опишите сущность процесса полуавтоматической сварки ж среде углекислого газа. Укажите особенности и достоинства сварки в углекислом газе.
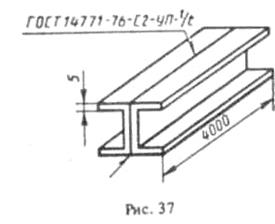
2. Разработайте процесс сварки двутавровой балки (рис. 37) из стали марки СтЗ. Шов прерывистый: l/t - 100/200. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь я защитного газа, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
 Литература: [4], с. 210-246.
Литература: [4], с. 210-246.
Вариант 4
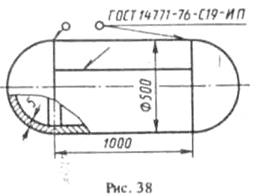
1.Изобразите схему автоматической сварки в среде аргона плавящимся электродом и опишите сущность процесса. Укажите особенности и достоинства сварки в среде инертных газов.
2.Разработайте процесс сварки сосуда (рис. 38) из стали 12Х18Н10Т. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь; защитного газа, электроэнергии и время сварки изделия. Укажите методы контроля и качества сварного шва.
Литература: [4], с. 210-246.
Вариант 5
1.Изобразите схему и опишите сущность процесса автоматической сварки в среде углекислого газа. Укажите особенности и достоинства сварки в углекислом газе.
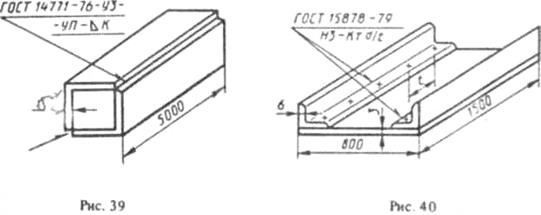
2.Разработайте процесс сварки коробчатой балки (рис. 39) из стали марки СтЗ. Укажите тип соединения и форму разделки под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь, защитного газа, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с 210-246.
Вариант 6
1.Изобразите схему и опишите сущность процесса контактной точечной электросварки. Начертите и опишите циклограмму процесса точечной сварки. Объясните, за счет чего металл ядра в месте контакта заготовок доводится до жидкопластичного состояния.
2.Разработайте процесс сварки панели (рис, 40) из стали марки СтЗ. Шаг точек t=5dт. Производство массовое. Укажите подготовку заготовок под сварку. По толщине свариваемых заготовок выберите тип машины и укажите ее технические данные. Рассчитайте площадь контактной поверхности электрода. По значениям j(А/мм2) и р (мH/м2 ) определите сварочный ток и усилие, приложенное на электродах. Определите время сварки изделия. Укажите возможные дефекты и причины их возникновения.
Литература: [4], с 247-287.
1.Изобразите схему и опишите сущность процесса контактной точечной (роликовой) сырки. Начертите и опишите циклограмму процесса шовной сварки. Объясните за счет чего, металл в месте контакта заготовок доводится до жидко-пластичного состояния.
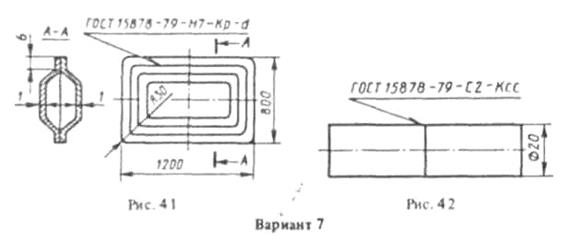
2.Разработайте процесс сварки бензобака (рис. 41) из стали марки СтЗ. Производство массовое. Укажите подготовку заготовок под сварку. По толщине свариваемых заготовок выберите тип машины и укажите ее технические данные. Рассчитайте площадь контактной поверхности электрода (для случая отсутствия крашения ролика). По значениям j(А/мм2) и p (мН/м2 ) определите сварочный ток и усилие, приложенное на роликах, время сварки изделия. Укажите возможные дефекты и причины их возникновения.
Литература: [4], с. 247-287.
Вариант 8
1.Изобразите схему и опишите сущность процесса контактной стыковой сварки сопротивлением. Начертите и опишите циклограмму процесса стыковой сварки сопротивлением. Объясните, почему в месте контакта заготовок выделяется наибольшая тепловая энергия.
2.Разработайте процесс сварки стержней (рис. 42) из стали марки СтЗ. Производство крупносерийное. Укажите подготовку заготовок под сварку. По площади сечения заготовок выберите тип машины и укажите ее технические данные. По значениям j (А/мм2 ) и р (мН/м2 ) определите ток и усилие осадки. Подсчитайте установочную длину и время сварки изделия. Укажите возможные дефекты и причины их возникновения.
Литература: [4], с 247-287.
Вариант 9
1.Изобразите схему и опишите сущность процесса контактной стыковой сварки оплавлением. Начертите и опишите циклограмму процесса стыковой сварки оплавлением.
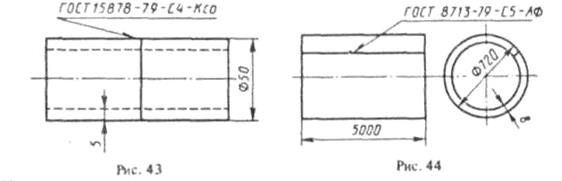
2.Объясните, за счет чего происходит процесс сварки труб (рис. 43) из стали марки CтЗ. Производство массовое. Укажите подготовку заготовок под сварку. По площади сечения свариваемых заготовок выберите тип машины и укажите ее технические данные. По значениям j (А/мм2 ) и р (мН/м2 ) определите сварочный ток и усилие осадки. Определите установочную длину с учетом припуска на оплавление и осадку и время сварки изделия. Укажите возможные дефекты и причины их возникновения.
Литература: [4], с. 247-287.
Вариант 10
1.Изобразите схему и опишите сущность процесса автоматической сварки под слоем флюса. Укажите назначение флюса и флюсовой подушки.
2.Разработайте процесс двусторонней сварки трубы из стали марки СтЗ (рис. 44). Производство крупносерийное. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Дайте эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки и флюса. Подберите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки и флюса с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля сварного шва.
Литература: [4], с. 127-164.
Вариант 11
1. Физическая сущность процесса сварки. Свариваемость металлов. Приведите классификацию способов сварки плавлением по виду источника теплоты.
2. Разработай те процесс сварки детали из стали марки СтЗ (рис. 50). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения шва с указанием размеров. Подберите марку и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с. 72-137.
Вариант 12
1. Электрошлаковая сварка. Сварочное оборудование. Изобразите схему и опишите сущность процесса.
2. Разработайте процесс сварки деталей (рис. 51) из стали марки СтЗ. Производство крупносерийное. Укажите подготовку заготовок под сварку. Укажите тип соединения и форму разделки под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь, защитного газа, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Вариант 13
1. Дуговая сварка в защитных газах. Роль защиты зоны дуги газом. Изобразите схему и опишите сущность процесса.
2. Разработай те процесс сварки детали из стали марки СтЗ (рис. 52). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения шва с указанием размеров. Подберите марку и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с. 72-137.
Вариант 14
1. Классификация способов сварки по характеру термомеханического
воздействия на заготовки и видам энергии. Контактная сварка. Изобразите схему и опишите сущность процесса.
2. Разработай те процесс сварки цилиндрической части детали из стали марки СтЗ (рис. 53). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения шва с указанием размеров. Подберите марку и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с. 72-137.
Вариант 15
1. Сварка и обработка материалов плазменной струей. Изобразите схему и опишите сущность процесса
2. Разработай те процесс сварки цилиндрической части детали из стали марки СтЗ (рис. 54). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения шва с указанием размеров. Подберите марку и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с. 72-137.
Вариант 16
1. Основные методы неразрушающего контроля сплошности сварного соединения, принципы их выбора и стандартные методы оценки механических свойств соединений.
2. Разработай те процесс сварки цилиндрической части детали из стали марки СтЗ (рис. 55). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения шва с указанием размеров. Подберите марку и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
Литература: [4], с. 72-137.
Дата: 2018-12-21, просмотров: 429.