Перед сборкой все детали должны быть очищены от загрязнений, осмотрены на предмет обнаружения трещин, проверены в соответствии с таблицей допускаемых размеров, при необходимости отремонтированы или заменены новыми.
Установка поводков на раму тележки
Завести верхние поводки в зевы кронштейнов рамы тележки, затянуть крепёжные болты и застопорить их от проворачивания к кронштейну вязальной проволокой. Момент затяжки болтов 150 Нм (150МПа).
Соединение собранной рамы тележки с колёсно-моторными блоками
КМБ устанавливают на подъёмнике. На крыльях корпуса каждой буксы размещают ранее подобранные и предварительно стянутые технологическими болтами пружинные комплекты с опорами и пластинами.
После проверки правильности посадки на место пружин рессорного подвешивания заводят концы короткого валика верхних буксовых поводков в гнёзда корпусов букс и предварительно закрепляют их болтами. Вывёртывают технологические болты и распускают пружинные комплекты. Отвёртывают гайки стяжных болтов пружинных подвесок ТЭД до упора в шплинты. Монтируют последовательно короткие валики нижних буксовых поводков в гнёздах корпусов букс, а затем длинные валики в гнёздах рамы тележки. Зазор между хвостовиками валиков буксовых поводков и дном гнезда допускается не менее 1мм.
Правильность сборки рессорных комплектов можно установить лишь после подкатки тележек под электровоз и взвешивания электровоза по величинам нагрузок от осей колёсных пар на рельсы.
Схема сборки рамы тележки представлена на рисунке 1.8
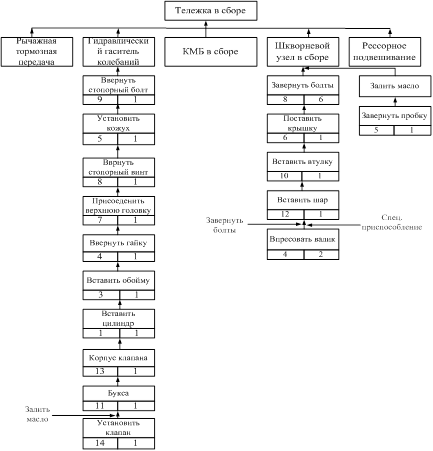
Рисунок 1.8 – Схема сборки
Сетевой график производственного процесса
Сетевой график – это информационная математическая модель, которая с математической точки зрения является направленным графом, дает наглядное представление об организации производственного процесса во времени и позволяет рассчитать все необходимые ресурсы на его выполнение. Сетевая модель изображается в виде совокупности ограниченного числа кружков, попарно соединенных между собой дугами.
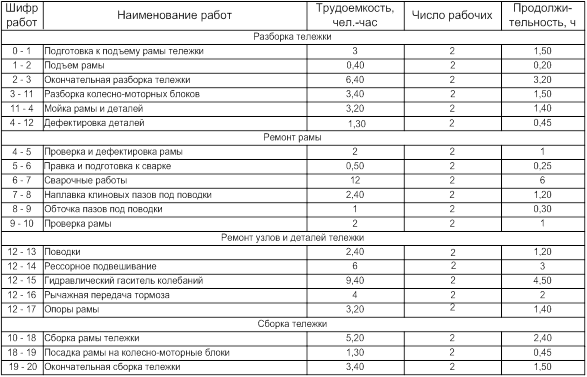
Оперограмма производственного процесса – это документ, определяющий состав производственных операций по каждому элементу ремонтируемого агрегата.
Таблица 1.4 - Оперограмма производственного процесса
Сетевой график производственного процесса представлен на рисунке 1.9.
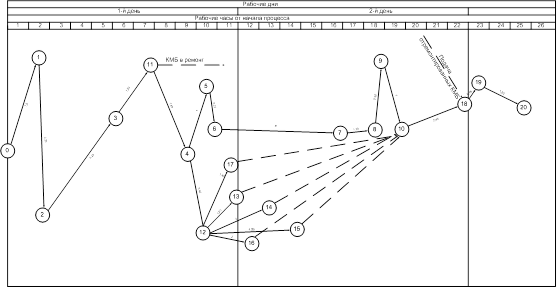
Рисунок 1.9 - Сетевой график производственного процесса
Выводы
ремонтное подразделение тележка локомотив
Содержанием работы локомотивного хозяйства как отрасли железнодорожного транспорта является:
– обеспечение грузовых и пассажирских перевозок по железным дорогам исправным локомотивным парком;
– проведение мероприятий, направленных на точное выполнение расписания и графика движения поездов в части, касающейся локомотивного хозяйства;
– обеспечение безопасности движения поездов и соблюдение установленной продолжительности непрерывной работы локомотивных бригад;
– внедрение наиболее совершенных технологических процессов и передовых методов труда при эксплуатации и ремонте локомотивов;
– разработка и проведение мероприятий по содержанию в исправном состоянии всех зданий, устройств и технологического оборудования локомотивного хозяйства с обеспечением их рационального использования,необходимого усиления и дальнейшего развития;
– разработка и проведение мероприятий по повышению квалификации эксплуатационного и ремонтного персонала локомотивного хозяйства;
– разработка и проведение мероприятий по обеспечению рентабельности деповского хозяйства и снижению себестоимости производства.
Для повышения эффективности и качества работы всех служб железнодорожного транспорта Правительством РФ утверждена Программа поэтапной реформы отрасли.
Размещено на http://www.
Дата: 2019-12-22, просмотров: 398.