Износ проверяется пазовым шаблоном рисунок 2.6.
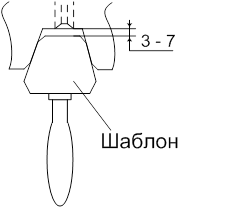
Рисунок 1.6 – Схема проверки износа клинового паза при помощи шаблона
Шаблон помещается в клиновый паз, затем визуально проверяют прилегание боковых поверхностей клина к стенкам паза рамы тележки. Площадь прилегания должна быть не менее 50%. Также щупом проверяется зазор между горизонтальными поверхностями клина шаблона и паза в раме тележки. Перед проверкой напильником необходимо обработать боковые поверхности клинового паза для устранения заусенцев и задиров металла.
Устранение износа можно произвести методом наплавки порошковой проволокой ПП – ТН 250 полуавтоматической наплавкой.
Наплавляемая поверхность должна быть предварительно очищена от грязи, масла, ржавчины до основного металла.
Для наплавки можно использовать шланговый полуавтомат типа А – 1197П. Наплавка производится на постоянном токе обратной полярности 500А, в нижнем положении, диаметр проволоки 5мм.
Порошковая проволока обеспечивает получение плотного, хорошо сформированного слоя наплавленного металла при хорошей отделимости шлаковой корки и небольшом разбрызгивании.
Большим преимуществом при сварке открытой дугой является возможность управлять ею, что имеет особое значение при наплавке конусной поверхности кронштейна буксового поводка.
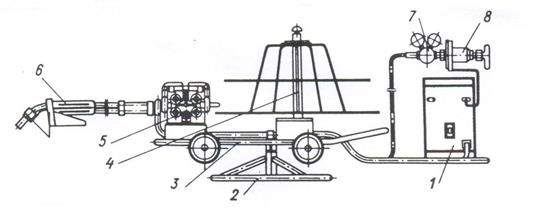
Рисунок 1.7 – Полуавтомат А – 1197П
На рисунке 1.7 представлен механизм подачи порошковой проволоки. полуавтомат А – 1197П состоит из привода и приставки. Привод состоит из замедляющего редуктора и электродвигателя постоянного тока. Движение от электродвигателя на ведущую шестерню передаётся по цепи, состоящей из двух червячных и одной цилиндрической пары шестерен, которая вынесена из редуктора и закрыта крышкой. При необходимости повышения верхнего предела скорости подачи проволоки достигается путем перестановки шестерен. На приводе расположены: а) разъем для подключения пусковой кнопки, вмонтированной в рукоятку держателя; б) разъем для подключения отсекателя газа; в) кнопка толчковая для заправки электродной проволоки в держатель; г) тумблер, определяющий направление вращения двигателя; д) разъем для подключение проводов управления, идущих от шкафа.
Приставка представляет собой основание, в проушинах которого закреплены на осях два рычага, несущие верхние шестерни и ролики. Приставка устанавливается на прилив механизма подачи на изоляционной втулке. Это необходимо, чтобы изолировать подающие ролики от корпуса привода, что позволяет устанавливать механизм подачи непосредственно на свариваемое изделие. Электродная проволока подается двумя парами роликов, все четыре ролика - ведущие. Это позволяет, сохранив усилие проталкивания, уменьшить деформацию порошковой проволоки.
Катушка с тормозом разработана под стандартные мотки сплошной проволоки. Катушка напевается на тормоз, а тормоз крепится болтами на кронштейн. Полуавтомат снабжается двумя катушками для сплошной проволоки: одна из них находится в работе, а вторая служит для предварительной зарядки проволокой. Зарядку катушки производят на специальном станке. Полуавтомат снабжается редуктором 7, фигуркой 4 для электродной проволоки, служащей для укладки бухты. Фигурка снабжается прижимным диском и тормозом и имеет возможность вращения вокруг вертикальной оси.
Тележка 3 установлена на подставке 2 и рассчитана на использование тогда, когда необходимо частое перемещение полуавтомата. В этом случае на ней устанавливается механизм подачи и фигурка для электродной проволоки. Кронштейн предназначен для работы в стационарных условиях. На нем устанавливается механизм подачи и катушка для сплошной проволоки.
Полуавтомат имеет два типа сварочных горелок (держателей) 6, одна из которых предназначена для сварки в среде углекислого газа, а другая - для сварки открытой дугой и под флюсом. Оба типа горелок молоткового типа, рассчитанные на сварочный ток 500А без водяного охлаждения. Сварочный ток подается по отдельному токоподводу с сечением кабеля 70 мм . Параллельно токоподводу расположены провода управления и направляющий канал марки КНУ-3,2 для подачи электродной проволоки. Длина шлангов сварочных горелок 3,7 м.
Шкаф управления 1 служит для обеспечения питания привода полуавтомата, подогревателя 8 и отсекателя газа, а также для управления процессом сварки и плавного регулирования скорости подачи электродной проволоки. В шкафу управления размещены: привод тиристорный; силовой контактор; реле пуска сварки; контактные устройства для подключения сети, цепей управления, сварочное цепи и заземления. На дверях шкафа установлены амперметр и потенциометр для регулирования скорости подач! электродной проволоки.
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки а также дистанционное управление этим процессом. Двигатель подачи электродной проволоки получает питание и управляется при помощи тиристорного привода, который дает возможность регулировать скорость подачи проволок в диапазоне 1 к 10. Подача напряжения в электрическую схему осуществляется через источник сварочного тока - сварочный преобразователь ПСО-500. При этом включается подогреватель газа и запитывается обмотка возбуждения двигателя подающего механизма.
При нажатии на кнопку, находящуюся на горелке, срабатывает реле, которое своими нормально-открытыми контактами включает сварочный контактор и отсекатель газа, а нормально-закрытыми контактами размыкает шунтирующую цепь якоря двигателя. При этом происходит подача электродной проволоки и защитного газа в зону сварки. Начинается процесс сварки, который продолжается до тех пор, пока замкнута кнопка на горелке (держателе). При размыкании этой кнопки реле обесточивается и отключает контактор, который в свою очередь отключает двигатель подачи электродной проволоки и отсекатель газа.
Процесс сварки прекращается, и схема приходит в исходное состояние. Контроль за величиной, сварочного тока производится по амперметру, установленному на шкафу управления. После восстановления наплавкой требуется произвести точную проточку клинового паза под поводки.
Дата: 2019-12-22, просмотров: 524.