Содержание
Введение
Глава 1. Характеристика объекта проектирования
Глава 2. Электрификация производственных процессов на объекте проектирования
Глава 3. Разработка конструкции
Глава 4. Расчет внутренних сетей
Глава 5. Охрана труда
Глава 6. Разработка мероприятий по энергосбережению
Глава 7. Технико-экономические показатели
Литература
Введение
Уход общества от системы плановой экономики и вступление в рыночные отношения коренным образом изменили условия функционирования предприятий. Предприятия, чтобы избежать процедуру банкротства, должны повысить эффективность производства за счет высококачественных изделий, привлечения большего числа заказчиков и повышения конкурентоспособности.
В прошлом веке в течение нескольких десятилетий на рынке труда не наблюдалось как такового развития системы контроля и модернизации оборудования. На сегодняшний день в условиях роста числа предприятий все большую актуальность приобретает понятие конкурентности. В связи с этим все больше внедряются инновационные технологии, для улучшения качества готовой продукции. Это было одним из основных условий для поддержания конкурентоспособности. Таким предприятием является Дочернее Открытое Акционерное Общество «Ижевский Инструментальный Завод» (ДОАО «ИИЗ») Открытого Акционерного Общества (ОАО) концерна «Ижмаш».
Завод производит инструмент и технологическую оснастку более 190 лет. Располагая возможностями изготовления практически любого инструмента, на заводе решаются самые различные задачи: производство режущего, вспомогательного инструмента, калибров; приспособлений, литейных и ковочных оснасток.
На ДОАО «ИИЗ» находится участок изготовления твердых сплавов, который занимается изготовлением (формование, спекание, сушка) твердосплавных изделий.
Глава 1. Характеристика объекта проектирования
Характеристика существующих технологий и средств механизации на объекте проектирования
Твердосплавные изделия являются важнейшим элементом изготовления инструмента
Технологический процесс производства твердых сплавов
Для предприятия ДОАО "Ижевский Инструментальный Завод" (далее ДОАО «ИИЗ») порошки поставляются в готовом виде (г. Кировоград).
В настоящее время в практике производства твердых сплавов применяется в основном лишь механический метод смешивания компонентов, сущность которого состоит в перемешивании исходных компонентов.
Технология прессования
Прессование изделий осуществляется в стальных пресс-формах. Пресс-формы для твердых сплавов по своему назначению разделяются в основном на два типа:
а) для прессования круглых изделий (волок, штампов, втулок, матриц и др.);
б) для прессования плоских пластин.
При прессовании на разборных, плоских пресс-формах пресс-форма должна быть во время прессования сжата с боков. Этот зажим осуществляется либо боковым плунжером, которым снабжены многие типы гидравлических прессов, либо специальным приспособлением — башмаком, в котором пресс-форма зажата болтами. Боковое давление рассчитывают таким образом, чтобы не допустить сдвига боковых стенок пресс-формы в процессе прессования.
Брикеты непосредственно после прессования не обладают достаточной прочностью. В процессе сушки из брикетов удаляется растворитель клеящего вещества (бензин), что приводит к повышению его прочности.
Сушку проводят в электрических сушильных шкафах при температуре 100—120° в течение нескольких часов. Правильно высушенные изделия не должны иметь следов окисления, не должны ломаться и крошиться.
Технология спекания
Спекание металлокерамических твердых сплавов принципиально может производиться двумя методами: спеканием предварительно спрессованных заготовок и одновременным прессованием и спеканием, так называемым горячим прессованием смесей. Однако в промышленном производстве твердых сплавов принят исключительно первый метод, а горячее прессование используется для изготовления небольших партий изделий специального назначения, для матриц автоматических прессов, для исправления брака по короблению изделий из сплавов ВК и т. п.
Как правило, спекание проводят в две стадии: 1-е — низкотемпературное и 2-е — окончательное спекание.
Предварительное, или первое спекание производят при низкой температуре (700—800°) с целью удаления каучука, упрочнения заготовок и выявления некоторых видов брака, возникших в процессе прессования.
Это спекание обычно осуществляют либо в той же печи, что и окончательное спекание, но в начальной, более холодной части трубы, либо в отдельных печах.
При втором, или окончательном, спекании проходят описанные выше процессы перекристаллизации и уплотнения, и оно имеет целью окончательное формирование структуры и свойств сплава.
Для спекания спрессованные заготовки укладывают в графитовые лодочки, форма которых отвечает форме рабочего пространства печи, и отделяют одну от другой, а также от стенок и дна лодочки специальной засыпкой, роль которой состоит в предотвращении слипания спекаемых изделий, загрязнения их материалом лодочки, а также в создании условий наиболее равномерного прогрева заготовок при спекании.
В качестве засыпок используют либо графитовую крупку зернистостью 1—3 мм, прокаленную при 1500°, либо порошок белого электрокорунда зернистостью 100—120, прокаленного при 1500—1550°, либо их смеси, составленные в разных соотношениях в зависимости от состава спекаемого сплава.
Расчет вентиляции
В цехе запроектирована местная вытяжная вентиляция и общеобменная приточно-вытяжная вентиляция. Вредные основные выделения на участке:
1. неорганическая пыль;
2. пары бензина;
3. тепловыделения.
Местная вытяжная вентиляция устраивается у оборудования, выделяющего вредности и служит для улавливания вредных веществ непосредственно у мест их выделения.
Общеобменная вытяжная вентиляция рассчитывается на воздухообмен, который определяется назначением помещения и зависит от характера и количества выделяющихся вредностей.
Общеобменная приточная вентиляция рассчитывается на компенсацию удаляемого вытяжными системами воздуха, а также для подогрева подаваемого.
Вентиляция, запроектированная в цехе, обеспечивает допустимые метеорологические условия и чистоту воздуха в рабочей зоне цеха, и предусматривается с искусственным и естественным побуждением. На каждом участке цеха предусмотрен свой выбор принципиального решения проектирования вентиляции в зависимости от назначения и выделяемых вредностей в помещениях.
Вентиляторы, приточные камеры, калориферы, фильтры подбираются, исходя из расчетного расхода воздуха, с учетом подсосов и потерь через неплотности.
Организация воздухообмена
Для обеспечения параметров воздушной среды помещений, установленных санитарными нормами и технологическими нормами, в помещении установленных системы вентиляции с естественным или механическим побуждением.
Системы естественной вентиляции запроектированы в случаях, когда пар воздушной среды в помещениях могут быть обеспечены при использовании гравитационного или ветрового давлений.
Произведем расчет естественной вентиляции производственного помещения для уменьшения содержания пара и вредных выделений в воздухе. Вытяжные короба расположим в местах, где непосредственно происходят выделения вредных веществ. Расчет начинаем с определения объемов вентилируемых помещений:

Объем удаляемого воздуха, м3/час

где: k в – часовая кратность воздуха, равна 3.
Площадь сечения всех вытяжных шахт равна:

где:  - скорость движения воздуха в вытяжной шахте
- скорость движения воздуха в вытяжной шахте
Где h – высота вытяжной шахты, h=3.

Количество шахт определяем по формуле:

Где  - площадь одной шахты, равна 0,2 м2
- площадь одной шахты, равна 0,2 м2
Размещение шахт по помещениям
| Помещение | Количество шахт |
| Термический участок | 3 |
| Участок прессования | 2 |
| Механический участок | 2 |
| Участок замешивания | 1 |
| Участок комплектования | 1 |
| Кладовая ЛВЖ | 1 |
| Раздевалка мужская | 1 |
| Раздевалка женская | 1 |
| Санузлы | 1 |
| Душевая | 1 |
Количество шахт приточной вентиляции равно количеству шахт вытяжной вентиляции.
Системы вентиляции с механическим побуждением запроектированы в случае, когда нормируемые параметры воздушной среды в помещениях не могут быть обеспечены системами с естественным побуждением.
Описание изобретения
Изобретение относится к области литейного производства, а именно, к устройствам для приготовления песчано-глинистых формовочных смесей.
Простота конструкции и высокая надежность работы являются неоспоримыми преимуществами этого смесителя.
Плужки очищают поверхность корпуса, разрыхляют и возвращают в зону переработки уплотненную катками смесь, что устраняет "зарастание" рабочего пространства смесителя, интенсифицирует перемешивание и продольное перемещение смеси.
Недостаток указанного смесителя состоит в сложности его конструкции. Значительное количество подвижных элементов и шарнирных сочленений, расположенных в труднодоступной рабочей зоне, насыщенной абразивной пылью и влагой, существенно затрудняет техническое обслуживание смесителя, снижает надежность и долговечность его работы. Кроме того, не исключена возможность заклинивания между плужком и корпусом частиц скрапа, обломков керамики и других посторонних включений, присутствующих в формовочной смеси.
Задачей изобретения является упрощение конструкции, повышение надежности и долговечности смесителя, улучшение качества смеси.
Крепление скребков на траверсе, установленной на стационарные опоры с возможностью поворота вокруг оси, смещенной относительно оси барабана, обеспечивает регулирование зазора между скребками и стенкой барабана и существенно упрощает конструкцию смесителя, так как позволяет сократить до минимума количество подвижных соединений элементов и исключить их размещение внутри барабана. Благодаря расположению поворотных опор траверсы вне рабочей зоны смесителя устраняется интенсивное воздействие на них абразивных частиц смеси и обеспечивается удобный доступ для технического обслуживания и регулировки.
Оснащение траверсы противовесом позволяет ограничить максимальное усилие, воздействующее на скребки, и исключить заклинивание между ними и стенкой барабана частиц скрапа, обломков керамики и других посторонних включений.
Исполнение траверсы полой с каналами для жидких компонентов позволяет распределять их подачу по всей длине барабана, что способствует повышению однородности состава и структуры смеси.
Выделенные признаки смесителя являются новыми, поскольку они отсутствуют в прототипе. Благодаря этим признакам в совокупности с другими существенными признаками устройства достигаются такие технические результаты, проявление которых не обнаружено у прототипа и других известных аналогов. Таким образом, предложенный барабанный смеситель удовлетворяет критериям "новизна" и "изобретательский уровень".
Сущность изобретения поясняется чертежами: на фиг. 1 изображен барабанный смеситель (продольный разрез); на фиг. 2 то же (поперечный разрез); на фиг. 3 вид А на фиг.1.
Работа смесителя осуществляется следующим образом.
Сухие компоненты (оборотная смесь, глина, песок) по лотку 18 загружаются через окно 4 в непрерывно вращающийся барабан. Здесь смесь увлажняется водой, подводимой по каналам 10, выполненным в траверсе 9, и под воздействием стержней валков 6 перемешивается и перетирается. За счет движения барабана и постоянного пересыпания смесь в процессе приготовления перемещается от загрузочного окна 4 к торцевой крышке 3 и через загрузочные окна 5 удаляется из смесителя.
При этом скребки 7 очищают поверхность барабана, разрыхляют и возвращают в зону переработки уплотненную валками смесь, что устраняет "зарастание" рабочего пространства смесителя, интенсифицирует перемешивание и продольное перемещение смеси. Упор 13, взаимодействующий с сектором 12, обеспечивает регулирование зазора между скребками и стенкой барабана, что позволяет изменять толщину слоя срезаемой смеси и компенсировать износ скребков.
Противовес 14, удерживающий траверсу со скребками в рабочем положении, обеспечивает возможность ее поворота при попадании под скребки частиц скрапа, обломков керамики и других посторонних включений, присутствующих в смеси. При этом, благодаря смещению оси траверсы относительно оси барабана, зазор между скребками и стенкой барабана увеличивается, что исключает заклинивание в нем этих инородных тел.
Подвод воды по каналам 10, выполненным в траверсе 9 позволяет распределять ее подачу по длине барабана, что обеспечивает постепенное увлажнение смеси и способствует повышению однородности ее состава и структуры.
| |||||
|
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ | |||||
| (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ к патенту Российской Федерации |
| |
Описание изобретения
Изобретение относится к устройствам для смешивания сыпучих материалов, а именно к смесителям, и может быть использовано в сельскохозяйственном производстве и комбикормовой промышленности.
Изобретение направлено на решение следующей задачи: обеспечить за счет конструктивного исполнения смесителя снижение энергоемкости процесса смешивания при качестве, соответствующем зоотехническим требованиям.
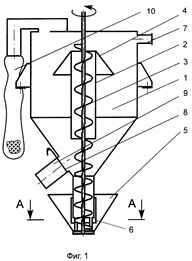
Поставленная задача решается за счет того, что в смесителе, содержащем смесительную камеру в виде цилиндрического бункера с усеченным конусным днищем, по оси которого расположен заключенный в трубу шнек, согласно предлагаемому изобретению на верхней части трубы смонтирован усреднительный усеченный конус, причем его малое основание установлено на уровне верхней кромки трубы, а в ее нижней части расположен питатель-дозатор.
Наличие усреднительного усеченного конуса, установленного на уровне верхней кромки трубы, позволяет распределять смешиваемый материал, поступающий из трубы в верхнюю часть смесительной камеры, таким образом, чтобы минимизировать застойные зоны в смесителе, а за счет раздельной загрузки премиксов уменьшается цикл рециркуляции смешиваемого материала.
Дополнительно, с целью улучшения качества смешивания шаг навивки шнека выполнен переменным, увеличивающимся по мере движения материала к верхней части смесительной камеры, а питатель-дозатор снабжен диаметральной дозирующей заслонкой, позволяющей регулировать подачу премиксов в смесительную камеру.
Таким образом, совокупность существенных вышеуказанных признаков позволит обеспечить снижение энергоемкости и улучшение качества смешивания.
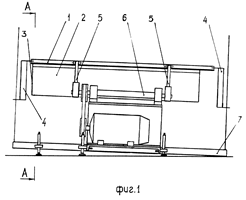
На фиг. 1 изображен продольный разрез смесителя; на фиг.2 - разрез А-А фиг.1.
Смеситель включает смесительную камеру 1, выполненную в виде цилиндрического бункера с усеченным конусным днищем, по оси которой установлен заключенный в трубу 2 рабочий орган - шнек 3. Труба в верхней части снабжена усреднительным усеченным конусом 4, а шаг навивки шнека выполнен переменным, увеличивающимся по мере движения материала к верхней части смесительной камеры. В основании шнека установлен питатель-дозатор 5, оборудованный диаметральной дозирующий заслонкой 6. Для загрузки основного компонента установка снабжена загрузочным патрубком 7. Выгрузка готового продукта осуществляется путем открытия задвижки 8 через выгрузной патрубок 9. Роль пылесборника выполняет улавливающий фильтр 10.
Смеситель работает следующим образом.
Основной компонент смеси поступает по загрузочному патрубку 7 в смесительную камеру 1, а премиксы загружаются в питатель-дозатор 5. В зависимости от рецептуры смеси диаметральная дозирующая заслонка 6 устанавливается на определенную величину открытия. Включается привод шнека 3. Премиксы, находящиеся в питателе-дозаторе 5, транспортируются шнеком 3 в объем смесительной камеры 1, на входе в которую частично перемешиваются с основным компонентом смеси, находящейся в смесительной камере 1. Далее частично перемешанная смесь увлекается шнеком 3 в нижнюю часть трубы 2. Материал транспортируется и смешивается в объеме трубы до верхней ее части по выходу, откуда поступает на усредняющий усеченный конус 4, с помощью которого равномерно распределяется в объеме смесительной камеры 1. Выгрузка готового продукта осуществляется путем открытия задвижки 8 через выгрузной патрубок 9.
Использование данного смесителя позволяет получать продукт высокого качества в соответствии с зоотехническими требованиями при сравнительно низких энергозатратах.
| (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ к патенту Российской Федерации | (19) RU (11) 2270092 (13) C1 | |
Описание изобретения
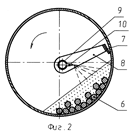
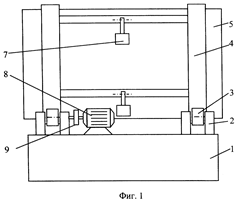
Изобретение относится к смесителям непрерывного действия для смешивания сыпучих материалов (например, щебня) с вязкими материалами (например, битумная эмульсия), в частности к горизонтальным барабанным смесителям, и может найти применение в строительстве, горнодобывающей, химической, металлургической, фармацевтической, пищевой и в других отраслях промышленности.
Задача изобретения состоит в значительном снижении металлоемкости и эксплуатационных энергозатрат за счет достижения технического результата, заключающегося в сокращении количества вращающихся деталей опорного узла и за счет упрощения конструкции узла изменения кривизны боковой стенки эластичного барабана.
Сущность изобретения заключается в том, что для решения поставленной задачи путем достижения указанного технического результата барабанный смеситель сыпучих и вязких материалов, содержащий опорный узел, состоящий из основания с вертикальными опорными элементами, эластичный барабан, опору эластичного барабана, узел изменения кривизны боковой стенки эластичного барабана, и привод, отличается тем, что опорный узел содержит опорные тела вращения, установленные на вертикальных опорных элементах, опора эластичного барабана выполнена в виде цилиндрической рамы и установлена на опорных телах вращения, эластичный барабан связан с цилиндрической рамой посредством элементов, позволяющих изменение кривизны боковой стенки в плоскости, перпендикулярной оси вращения, а привод кинематически связан с цилиндрической рамой.
При этом узел изменения кривизны боковой стенки эластичного барабана выполнен в виде ударных элементов, шарнирно закрепленных на цилиндрической раме с возможностью взаимодействия с боковой стенкой эластичного барабана, или в виде упругих элементов, одним концом закрепленных на цилиндрической раме, а вторым концом взаимодействующих с боковой стенкой эластичного барабана.
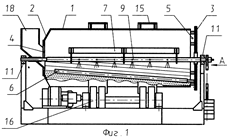
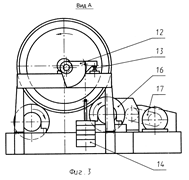
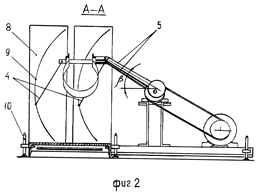
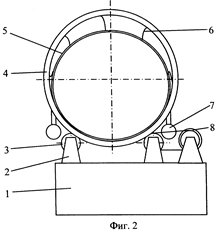
Изобретение поясняется чертежами: фиг.1 - барабанный смеситель, вид с боку; фиг.2 - то же, вид с торцовой части.
Барабанный смеситель сыпучих и вязких материалов содержит опорный узел, состоящий из основания 1 с вертикальными опорными элементами 2 и опорных тел 3 вращения, а также цилиндрическую раму 4, расположенную на опорных телах 3 вращения, эластичный барабан 5, закрепленный на цилиндрической раме 4 посредством элементов 6, позволяющих изменение кривизны боковой стенки в плоскости, перпендикулярной оси вращения, узел изменения кривизны боковой стенки эластичного барабана 5, состоящий, например, из ударных элементов 7, соединенных шарнирно с цилиндрической рамой 4 с возможностью взаимодействия с боковой стенкой эластичного барабана 5, а привод расположен на основании 1 и состоит из электродвигателя 8 и механической передачи 9, кинематически связанной с одним или несколькими опорными телами 3 вращения. Механическая передача 9 может быть непосредственно связана с цилиндрической рамой 4.
Для придания эластичному барабану 5 наклона в горизонтальной плоскости смеситель устанавливают на поверхности с наклоном оси в горизонтальной плоскости под необходимым углом. При этом входная часть барабана 5 расположена выше выходной части.
Изобретение используют следующим образом.
От электродвигателя 8 посредством механической передачи 9 вращение придают одному из опорных тел 3 вращения, цилиндрической раме 4 и эластичному барабану 5. Затем во входную часть вращающегося эластичного барабана 5 подают сыпучий материал, например щебень, и вязкий материал, например битумную эмульсию. При вращении смешиваемый материал подхватывается боковой стенкой эластичного барабана 5, поднимается вверх и падает обратно. Благодаря тому, что барабан 5 установлен с наклоном оси в горизонтальной плоскости, материал смешивается и одновременно перемещается к его выходной части. При вращении барабана 5 некоторые из ударных элементов 7 осуществляют механическое воздействие на его боковую стенку путем нанесения удара, изменяя кривизну боковой стенки эластичного барабана 7 в плоскости, перпендикулярной оси вращения, что способствует отделению налипшего материала от боковой стенки и его дальнейшему участию в перемешивании.
Разработка конструкции
Выбираем установку Барабанный смеситель сыпучих и вязких материалов.

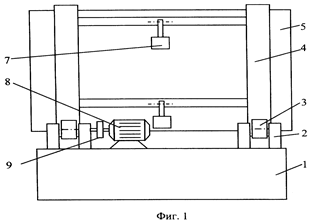
1- основание
2- вертикальные опорные элементы
3- тела вращения
4- цилиндрическая рама
5- эластичный барабан
6- элементы изменения кривизны боковой стенки в плоскости
7- ударные элементы
8- электродвигатель
9- механическая передача
Расчет мощности на вводе
Силовая сеть и сеть освещения будет запитана с подстанции отдельными кабелями, так как в случае аварии в силовом шкафу освещение осталось работоспособным, для эвакуации людей.
Рассчитаем нагрузку на вводе силовой линии:
Рв =ΣР n ·Кз
где: ΣР n – сумма мощностей всех токоприемников установленных на объекте.
Кз – коэффициент запаса, равен 1,1
Рв =(3,57+18,4+215+250+25+15) ·1,1=580 кВт
Далее рассчитываем рабочий ток, который определяется по формуле:
 ,
,
где Uном=0,4 кВ – номинальное напряжение линии.
По получившейся нагрузке видно, что придется проложить несколько кабелей параллельно друг другу, либо ввод кабелей на участок выполнить через три вводных РП. Выбираем последний вариант и получаем следующие группы:
| № группы | Марка число жил и сечение провода | Длинна, м | Расчетная мощность, кВт |
| 1 | NYM-J VDE 5x2,5 | 28 | 3,57 |
| 2 | АВВГ 4x6+1х4 | 20 | 18,4 |
| 5 | ВВГ 4х6 +1х4 | 40 | 25 |
| 6 | ВВГ 4х6 +1х4 | 45 | 15 |
| № группы | Марка число жил и сечение провода | Длинна, м | Расчетная мощность, кВт |
| 3 | ААБлУ 3x120 +1х70 | 21 | 215 |
| № группы | Марка число жил и сечение провода | Длинна, м | Расчетная мощность, кВт |
| 4 | ААБлУ 3x185 +1х150 | 25 | 250 |
Для первого шкафа выберем сечение и тип кабеля
Рв =(3,57+18,4+25+15) 1,1=68,2 кВт
Выбираем кабель по потерям напряжения АВБбШв 3x95 + 1x35, F1=95 мм 2
Для второго и третьего шкафа расчет ведем аналогично.
F2=185 мм 2 АВБбШв 3x185 + 1x50
F3=240 мм 2 ААШвУ 3x240 + АПВ 70.
Расчет ПЗА
В данном случае для силовой сети, из ПЗА выбираем только предохранители, так как вводно-распределительные пункты комплектуются только предохранителями.
Предохранители выбираем на каждую группу следующим образом:
Для группы №1 РП-1
Расчетная мощность равна 3.57 кВт, соответственно  =9А
=9А
Выбираем предохранитель типа ПР-2


Выбираем плавкую вставку


где: α - коэффициент, определяемый для асинхронного двигателя с легким условием пуска, α=2,5
I пик- пиковый ток линии, питающий группу электродвигателей, А
Расчеты по остальным группам сведем в таблицу
| Тип вводно-распределительного устройства | Номер группы по схеме | Установлен-ная мощность, кВт | Тип предохранителя | Номиналь-ный ток патрона, А | Номинальный ток плавкой вставки, А |
| СПУ-62-10/1 | 1 | 3,57 | ПР-2 | 15 | 10 |
| 2 | 10,2 | ПР-2 | 60 | 35 | |
| 3 | 8,17 | ПР-2 | 60 | 25 | |
| 4 | 5 | ПР-2 | 15 | 15 | |
| 5 | 6 | ПР-2 | 15 | 15 | |
| 6 | 5,5 | ПР-2 | 15 | 15 | |
| 7 | 7 | ПР-2 | 60 | 20 | |
| СПУ-62-6/1 | 1 | 43 | ПР-2 | 200 | 125 |
| 2 | 43 | ПР-2 | 200 | 125 | |
| 3 | 43 | ПР-2 | 200 | 125 | |
| 4 | 43 | ПР-2 | 200 | 125 | |
| 5 | 43 | ПР-2 | 200 | 125 | |
| 6 | - | ПР-2 | |||
| СПУ-62-6/1 | 1 | 29 | ПР-2 | 100 | 100 |
| 2 | 29 | ПР-2 | 100 | 100 | |
| 3 | 29 | ПР-2 | 100 | 100 | |
| 4 | 54 | ПР-2 | 200 | 160 | |
| 5 | 54 | ПР-2 | 200 | 160 | |
| 6 | 54 | ПР-2 | 200 | 160 |
Глава 5. Охрана труда
Расчет молниезащиты
Так как в непосредственной близости объекта проектирования находятся здания гораздо большей высоты, с уже спроектированной молниезащитой, её установка, на мой взгляд, считается не целесообразной
Литература
1. Ганелин А.М., Коструба С.И. Справочник сельского электрика. – М.: Колос. 1980-256 с.
2. Бодин А.П. Электрооборудование для сельского хозяйства – М.: Россельхозиздат. 1977-365 с.
3. Захаров А.А. Практикум по применению теплоты и теплоснабжения в сельском хозяйстве. – М.: Колос 1995-171с.
4. Курдюмов В.И., Зотов Б.И. Проектирование и расчет средств обеспечения безопасности. – М. Колос, 2005-216с.
5. Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок.
6. Правила технической эксплуатации электроустановок потребителей Утвержденные Приказом Министерства энергетики РФ от 13.01.2003 N 6

Рисунок 1. План размещения отопительного оборудования
| |



Рисунок 2 План размещения осветительного оборудования




Содержание
Введение
Глава 1. Характеристика объекта проектирования
Глава 2. Электрификация производственных процессов на объекте проектирования
Глава 3. Разработка конструкции
Глава 4. Расчет внутренних сетей
Глава 5. Охрана труда
Глава 6. Разработка мероприятий по энергосбережению
Глава 7. Технико-экономические показатели
Литература
Введение
Уход общества от системы плановой экономики и вступление в рыночные отношения коренным образом изменили условия функционирования предприятий. Предприятия, чтобы избежать процедуру банкротства, должны повысить эффективность производства за счет высококачественных изделий, привлечения большего числа заказчиков и повышения конкурентоспособности.
В прошлом веке в течение нескольких десятилетий на рынке труда не наблюдалось как такового развития системы контроля и модернизации оборудования. На сегодняшний день в условиях роста числа предприятий все большую актуальность приобретает понятие конкурентности. В связи с этим все больше внедряются инновационные технологии, для улучшения качества готовой продукции. Это было одним из основных условий для поддержания конкурентоспособности. Таким предприятием является Дочернее Открытое Акционерное Общество «Ижевский Инструментальный Завод» (ДОАО «ИИЗ») Открытого Акционерного Общества (ОАО) концерна «Ижмаш».
Завод производит инструмент и технологическую оснастку более 190 лет. Располагая возможностями изготовления практически любого инструмента, на заводе решаются самые различные задачи: производство режущего, вспомогательного инструмента, калибров; приспособлений, литейных и ковочных оснасток.
На ДОАО «ИИЗ» находится участок изготовления твердых сплавов, который занимается изготовлением (формование, спекание, сушка) твердосплавных изделий.
Глава 1. Характеристика объекта проектирования
Дата: 2019-12-22, просмотров: 395.