ПЛК контролирует установку и управляет ей при помощи программы S7. К модулю ввода/вывода в программе S7 обращаются через адреса. ПЛК отличается циклическим характером работы. Каждый цикл выполнения программы управления включает четыре этапа. На первом этапе происходит тестирование аппаратуры CPU. Если тест дает удовлетворительные результаты, производится запуск цикла. На втором этапе осуществляется опрос всех входных переменных и запоминание их в специальной области оперативной памяти данных, называемой PII (Process Input Image – образ состояния входных переменных). На третьем этапе CPU производит вычисление логических выражений, составляющих программу пользователя , используя в качестве аргументов состояние входных образов и внутренние переменные. Последние используются для обозначения режимов работы системы, а также отражают состояние программномоделируемых таймеров и счетчиков. Результатом выполнения программы являются значения выходных переменных и новые значения внутренних переменных. CPU записывает выходные переменные в другую специальную область памяти, называемую POI (Process Output Image – образ состояния выходных переменных).
Для использования данных, полученных с датчиков в программе используется абсолютная форма адресации, которая позволяет однозначно задавать соответствие между номером клеммы на модуле ввода/вывода , к которой подключен датчик/исполнительное устройство, и именем переменной, которая является элементом управляющей программы.
Абсолютный адрес формируется следующих частей:
- имя переменной – обозначается главной латинской буквой (например, I – область входных переменных);
- байт адреса – определяет номер клеммной колодки на модуле ввода/вывода (нумеруется с 0, причем на одном модуле располагаются соседние по номерам байты);
- разделительная точка;
- бит адреса – определяет номер клеммы в клеммной колодке (нумерация с 0).
Для задания выходного адреса, т.е. клеммы на модуле выходов, необходимо указать, например: Q 2.7, где Q – область размещения выходных переменных, 2 – номер байта (клеммной колодки), 7 – номер клеммы.
Для программирования контроллеров SIMATIC S7-300 применятся программное обеспечение SIMATIC STEP7 [4].
Различают следующие версии:
- SIMATIC STEP 7;
- SIMATC STEP 7 Professional;
- SIMATC STEP 7 Lite.
STEP 7 Lite дешевая и ограниченная по возможностям версия STEP 7. Работает только с контроллерами SIMATIC S7-300, не позволяет реализовывать сетевые задачи.
STEP 7 Professional – пакет STEP 7 дополненный опционными пакетами: языками SQL и GRAPH 7. В таком комплекте программное обеспечение наиболее соответствует стандарту МЭК для программируемых логических контроллеров.
С помощью программы STEP 7 выполняется комплекс работ по созданию и обслуживанию систем автоматизации на основе ПЛК SIMATIC S7-300 и SIMATIC S7-400 фирмы Siemens. Работу с проектом в целом обеспечивает главная утилита STEP 7 – SIMATIC Manager. STEP 7 позволяет производить конфигурирование программируемых логических контроллеров и сетей. В процессе конфигурирования определяется состав оборудования в целом, разбиение на модули, способы подключения, используемые сети, выбираются настройки для используемых модулей. Система проверяет правильность использования и подключения отдельных компонентов. Завершается конфигурирование загрузкой выбранной конфигурации в оборудование, что по сущности является настройкой оборудования. Утилиты конфигурирования позволяют осуществлять диагностику оборудования, обнаруживать аппаратные ошибки или неправильный монтаж оборудования. Программирование контроллеров производится редактором программ, обеспечивающим написание программ на трех языках:
LD - язык релейно-контактной логики;
FBD – язык функциональных блочных диаграмм;
STL – язык списка инструкций.
В дополнение к трем основным языкам могут быть добавлены еще четыре дополнительных языка, поставляемые отдельно:
SCL – структурированный язык управления, по синтаксису близкий к Pascal;
GRAPH 7 – язык управления последовательными технологическими процессами;
HiGRAPH 7 – язык управления на основе графа состояний системы.
CFC – постоянные функциональные схемы.
Возможность наблюдения за текущим состоянием программы, доступное при использовании любого языка программирования, обеспечивает не только отладку программного обеспечения, но и поиск неисправностей в подключаемом оборудовании, даже если оно не имеет средств диагностики. В проект STEP 7 могут быть включены системы человеко-машинного интерфейса, например, операторские панели или персональный компьютер.
Для выполнения и отладки программ также можно использовать симулятор программируемого контроллера, который позволит смоделировать поведение программы в различных ситуациях, в зависимости от состояния входов контроллера и получить на выходах определенные состояния, обусловленные структурой программы.
Для написания управляющей программы для ПЛК SIMATIC S7-300 воспользуемся программой STEP 7 Lite.
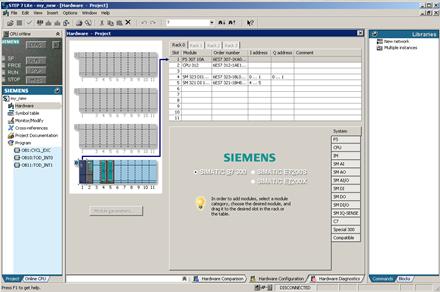
Рис.7 Выбор конфигурации контроллера в STEP 7 Lite
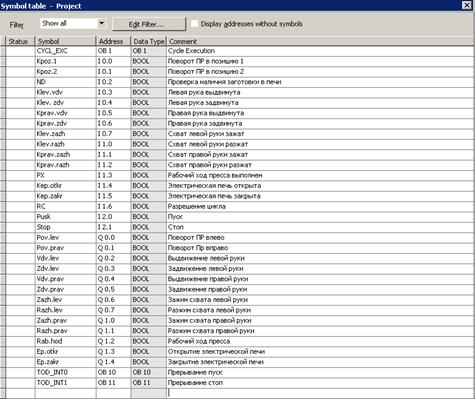
Рис.8 Таблица обозначений входных/выходных сигналов
Программу управления РТК горячей штамповки разработаем на языке релейно-контактных схем (LD).
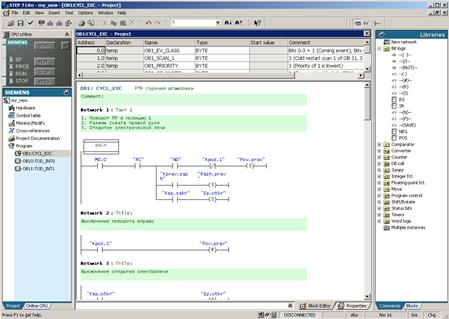
Рис.9 Составление программы на языке программирования LD
Особенностью разработанной программы для РТК горячей штамповки является то, что обработка сигналов ПУСК и СТОП происходит по прерываниям INT0 и INT1. При этом при нажатии кнопки ПУСК бит М 0.0 в области памяти контроллера устанавливается в единицу, а при нажатии кнопки СТОП сбрасывается в ноль, что дает возможность в основном цикле программы (в начале цикла) отслеживать была ли нажата кнопка ПУСК или нет. Основной текст программы представляет из себя цикл, по окончанию которого осуществляется переход в начало цикла на метку NACH. По сигналу СТОП и вызову поэтому входному сигналу соответствующего прерывания, цикл РТК останавливается. Далее при входном сигнале ПУСК, также вызывается соответствующее прерывание, выполняются необходимые завершающие технологические операции, и цикл начинается сначала.
Релейно-контактная схема программы управления приведена в приложении.
Заключение
В результате проделанной работы была спроектирована система управления РТК горячей штамповки. СУ реализована на ПЛК фирмы SIEMENS SIMATIC S7-300. Он относится к среднему классу котроллеров, предназначенный для построения систем автоматизации низкой и средней степени сложности, что полностью удовлетворяет поставленной задаче автоматизации данного РТК.
Преимуществами такой системы управления являются:
1. надежность работы;
2. простота управления;
3. возможность диагностики работы контроллера;
4. возможность модернизации системы управления;
5. приемлемая цена.
Возможно усовершенствование данной системы управления, например, за счет подключения ПЛК к промышленному компьютеру или объединения нескольких контроллеров в сеть.
ПРИЛОЖЕНИЕ
Дата: 2019-12-10, просмотров: 603.