Установки и станки для сварки прямолинейных швов применяют обычно при большой длине шва, а также при массовом и крупносерийном производстве малогабаритных изделий с одним или несколькими параллельными швами. Сварку коротких прямолинейных швов на средне- и крупногабаритных изделиях, а также при различном направлении швов на малогабаритных изделиях до последнего времени чаще всего выполняли вручную штучными электродами или шланговыми полуавтоматами. Однако появление сварочных роботов создало предпосылки для автоматизации и этих видов сварочных работ.
Установки для сварки прямолинейных швов с перемещением изделия встречаются значительно реже. Обычно это установки для поточного производства изделий простой формы, например сварки наружных и внутренних швов труб. Для сварки наружных швов таких изделий возможно создание установок проходного типа, в которых сварочное движение выполняется изделием. Потери на холостой (обратный) ход в установках проходного типа отсутствуют.
При сварке прямолинейных швов труб и других изделий типа тел вращения вспомогательные перемещения для первоначального вывода шва в верхнее или нижнее положение выполняются, как правило, манипулятором изделия. Корректировочные же перемещения и в этом случае обычно выполняются механизмами сварочного автомата, но встречаются установки, где корректировочные перемещения выполняются изделием. При большом диаметре и массе изделия такое решение при необходимости автоматизации корректировочных движений не является оптимальным.
Установки с управляемым циклом сварки представляют собой группу более совершенных установок, предназначенных для серийного или массового производства. Такие установки обеспечивают движение электрода по сложной траектории, задают последовательность наложения нескольких швов на одном изделии и т. д. Различают установки с заранее обусловленной программой управления и установки, в которых программа управления зависит от факторов, изменяющихся в процессе сварки.
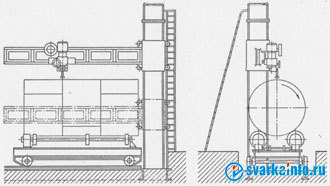
Рисунок 20 - Установка с роликовым вращателем для сварки продольных и цилиндрических швов сосудов.
В качестве примера приведены несколько установок первого типа: в установке для сварки изделий со швами сложной конфигурации (Рисунок 20) изделие зажато в плавающем кондукторе 1, снабженном копирным шаблоном 4, конфигурация которого соответствует конфигурации шва. При движении головки вдоль шва связанный с ней копирный шаблон поворачивает ролик 3 вместе с кондуктором и изделием. Таким образом, соблюдается постоянство вылета электрода, а сварочная ванна занимает положение, близкое к горизонтальному.
Автомат сварочный (трактор) КА-001
Автомат тракторного типа, предназначен для электродуговой сварки или наплавки под слоем флюса низкоуглеродистых и легированных сталей плавящимся электродом на постоянном токе с независимыми от параметров дуги скоростями сарки и подачи электродной проволоки, плавным изменением сварочного напряжения. Обеспечивает сварку соединений встык с разделкой и без разделки кромок, угловых и нахлесточных вов.

Рисунок 21 - Автомат сварочный КА-001.
Сварочные системы сери BR позволяет сваривать протяженные прямолинейные швы длиной до 6000 мм.
Система BR может быть оснащена сварочным оборудованием для различных способов сварки (MIG, TIG, plasma, submerged arc welding).
Оборудование может быть адаптировано под любые требования заказчика NC система позволяет сохранять 400 программ работы. Они могут также быть переданы на PC через RS232 последовательный порт для автономного программирования.

Рисунок 22 - Сварочная система серии BR .
Вращатель М311080 предназначен для сварки изделий и вращения их со сварочной скоростью при автоматической электродуговой сварке кольцевых и продольных швов. Вращатель может быть использован при полуавтоматической и ручной электродуговой сварке кольцевых и продольных швов. С помощью вращателя можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных швов и другие работы, требующие поворота изделий. сварка может производиться под слоем флюса и в среде защитных газов.Вращатель изготавливается в климатических исполнениях УХЛ4 и О4 по ГОСТ 15050-69.

Рисунок 23 - Вращатель М311080.
Таблица 2. Технические характеристики.
| Наименование параметра | Мод. М311080 |
| Наибольший крутящийся момент на оси вращения планшайбы, Н*м | 63 |
| Наибольшая грузоподъёмность, кг | 300 |
| Число степеней свободы рабочего органа | 1 |
| Наибольший угол поворота планшайбы, градус | ±360° |
| Частота вращения планшайбы для обеспечения сварочных скоростей, об/мин | 0,1...6,3 |
| Наибольшее отклонение сварочной частоты вращения от установленной при наибольшей частоте вращения, % | ±4 |
| Ход выдвижной пиноли бабки подвижной стойки, мм | 120 |
| Высота от уровня пола до оси вращения планшайбы, мм | 530 |
| Номинальный сварочный ток, А | 500 |
| Габаритные размеры (длина, ширина, высота), мм | 2500х950х1180 |
| Масса вращателя, кг не более | 200 |
Со сварочным оборудованием KEMEC KN1000 легко сваривать трубчатые формы в цилиндрические. Основа сварочного оборудования – из прочного алюминиевого профиля, и направляющие основы – из прочной стали. С помощью направляющих основ, вертикальный конвейер и ручной инструмент точно перемещаются. С помощью понятного текста и цифровых значений на контрольной панели быстро программируются длины, скорости и продолжительность сварки. Качество и результат сварки всегда превосходны.
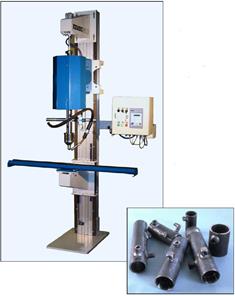
Рисунок 24 - KEMEC KN1000.
Для сварки крупногабаритных цилиндрических изделий применяют роликовые стенды (Рисунок 24), представляющие собой систему приводных и холостых роликоопор, смонтированных вместе с электроприводом на общей фундаментной раме. Положительной особенностью роликовых стендов является то, что скорость сварки задается окружной скоростью роликоопор и не зависит от диаметра свариваемых изделий.
Дата: 2019-12-10, просмотров: 458.