Маршрутный технологический процесс – это план обработки детали. Разработку будем вести для составленного ранее технологического процесса. На основе маршрутного технологического процесса разрабатывается маршрутная карта и операционная карта для каждой операции. При определении последовательности операций следует руководствоваться общими правилами:
1) в первую очередь надо обрабатывать поверхности детали, которые являются базами для дальнейшей обработки;
2) затем следует обрабатывать поверхности, с которых снимается наибольший слой материала;
3) операции, при которых существует вероятность брака из-за дефектов в материале или сложности механической обработки;
4) далее последовательность операций устанавливается в зависимости от требований точности поверхности, чем точнее должна быть поверхность, тем позднее она обрабатывается;
5) поверхности, которые должны быть наиболее точными и чистыми, обрабатываются последними.
Таблица 6
Маршрутно-технологический процесс
| № операции, Операционный эскиз | Наименование операции, Содержание переходов | Оборудование, приспособления | Инструмент |
005
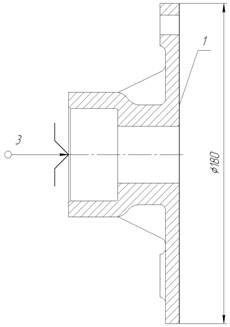
| Токарная 1. Установить и закрепить 2. Подрезать торец на проход. (1) 3. Снять деталь и уложить деталь в тару | Токарно-винторезный станок с ЧПУ 16К20Ф3. 3-хкулачковый патрон. | Подрезной отогнутый резец (с пластинами из быстрорежущей стали) ГОСТ 18871-73 |
010
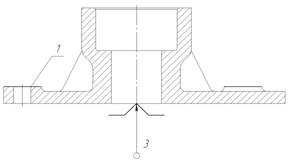
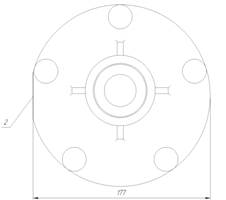
| Фрезерная 1. установить и закрепить 2. фрезеровать поверхность (1), выдерживая размер 11 3. фрезеровать торец (2), выдерживая размер 177 4. снять деталь и уложить деталь в тару | Вертикально-фрезерный станок 6520Ф3. Специальное фрезерное приспособление | Концевая фреза с цилиндрическим хвостиком ГОСТ 17025-71 |
015
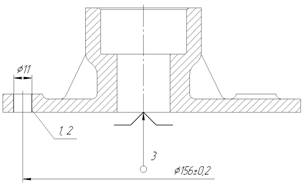
| Сверлильная 1. установить и закрепить 2. сверлить 5 отверстий Ø11 (1) 3. Цековать 5 отверстий выдерживая размер 11 (2) 4. снять деталь и уложить деталь в тару | Радиально-сверлильный станок 2554. Специальное сверлильное приспособление | Сверло спиральное с цилиндрическим хвостиком Ø11 ГОСТ 4010-77. Цековка ГОСТ 26258-87. |
020
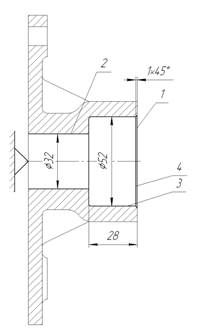
| Токарная 1. установить и закрепить 2. подрезать торец на проход (1) 3. расточить отверстие Ø 32 на длину 35,7 (2) 4. расточить отверстие Ø52 на длину 28 (3) 5. проточить фаску 1×45° (4) 6. снять деталь и уложить деталь в тару | Токарно-винторезный станок с ЧПУ 16К20Ф3. Приспособление | Токарно-подрезной отогнутый резец (с пластинами из быстрорежущей стали) ГОСТ 18871-73. Токарный расточной резец с углом в плане φ=95° ГОСТ 18883-73 (исп.2). Токарный проходной прямой резец ГОСТ 18869-73. |
| 025 | Слесарная Острые кромки притупить радиусом 0,3 мм или фаской 2×45° | Верстак | Напильник ГОСТ 1465-80 |
Дата: 2019-12-10, просмотров: 412.