Токарная с ЧПУ
Применяемое оборудование: Токарный станок с ЧПУ мод. СТХ 400
Приспособление: трехкулачковый самоцентрир. Патрон ГОСТ 24351-80
Режущий инструмент: Резец подрезной с механическим креплением пластины Т5К10; резец проходной упорный с механическим креплением пластины Т5К10;резец фасонный с механической пластиной Т10К6; резец для контурного точения с механической пластиной Т15К6; Сверло центровочное Т5К10.
Измерительный инструмент: Калибр- скобы, шаблоны; Образцы шероховатости ГОСТ 9378 – 93; Фаскомер
01 Подрезать торец 1 в размер 177.5-1,0
02 Точить поверхность 2 в размер 42-0.39
03 Подрезать торец 3 в размер 28
04 Точить поверхность 4 в размер 71-0.74
05 Подрезать торец 1 в размер 177-1,0, точить фаску 5 в размер 2х450, точить поверхность 2 в размер 40.4 -0.1; Подрезать торец 3 в размер 28; Точить фаску 2х450; Точить поверхность 4 в размер 70-0.1
06 Центровать
07 Точить канавку 6 в размер 3+0.3, 36-0.62
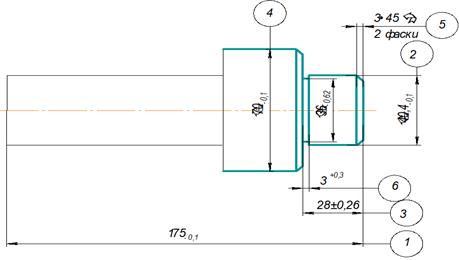
Рис. 1
010 Токарная с ЧПУ
Применяемое оборудование: Токарный станок с ЧПУ мод. СТХ 400
Приспособление: трехкулачковый самоцентрир. Патрон ГОСТ 24351-80
Режущий инструмент: Резец подрезной с механическим креплением пластины Т5К10; резец проходной упорный с механической пластиной Т5К10; резец проходной прямой с механическим креплением пластины Т5К10; резец для контурного точения с механической пластиной Т15К6; Центровочное сверло Т5К10.
Измерительный инструмент: Калибр – скобы; Образцы шероховатости ГОСТ 9378 – 93; Фаскомер.
01 Подрезать торец 1 в размер 176.5-1,0
02 Точить поверхность 2 в размер 42-0,39
03 Подрезать торец 3 в размер 100-0.81
04 Точить поверхность 4 в размер 33.5-0.64
05 Подрезать торец 5 в размер 25-0.52
06 Подрезать торец 1 в размер 175, точить фаску 6 в размер 2х450, точить поверхность 4 в размер 32-0,64;точить фаску 2х450; точить поверхность 3 в размер 40-0.39 ; точить фаску 2х450
07 Центровать
08 Точить канавку 7 в размер 3+0.3, 36-0.62
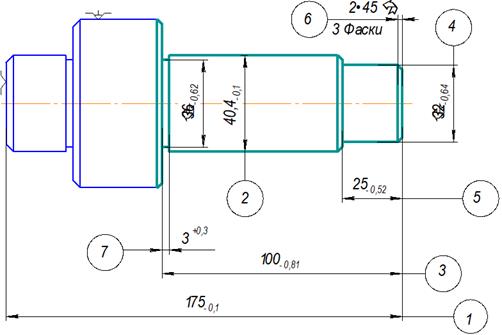
Рис. 2
Фрезерная
Применяемое оборудование : Универсальный фрезерный станок модели
676П
Приспособление: специальное поворотное с базированием
Режущий инструмент: фреза шпоночная 8 Р6М5
Измерительный инструмент: Калибр комплексный
01 Фрезеровать паз 1в размер 5+0,25 на глубину 4±0,12 , на длину 16+0,43
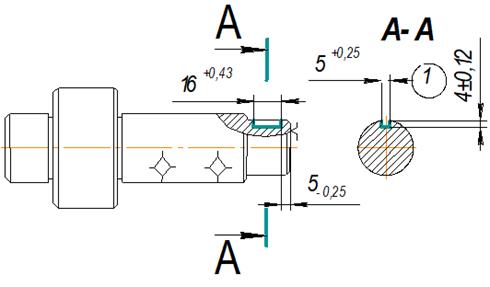
Рис. 3
Зубофрезерная
Применяемое оборудование: Зубофрезерный станок 5236П
Приспособление: Центр жесткий, центр вращающийся
Режущий инструмент: Червячная фреза 90 Р6М5 ГОСТ
Измерительный инструмент: Штангензубомер
01 Нарезать зубья на поверхности 1 Z= 12 m= 5
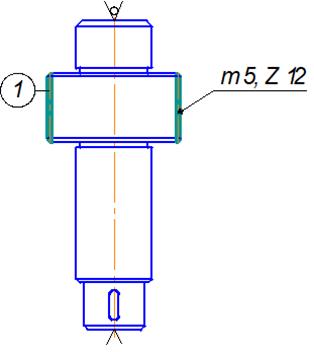
Рис. 4
Термическая
Пескоструйная
Круглошлифовальная
Применяемое оборудование: Круглошлифовальный ЗА151
Приспособление: оправка специальная
Режущий инструмент: Круг шлифовальный 600х25х305 23А 40Н СМ2 К6 А 35м/с
Измерительный инструмент: Калибр – скоба
Образцы шероховатости ГОСТ 9378 – 93
01 Шлифовать поверхность 1 в размер Ø 40.141-0,039
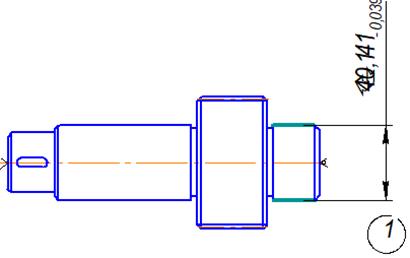
Рис. 5
Круглошлифовальная
Применяемое оборудование: Круглошлифовальный ЗА151
Приспособление: оправка специальная
Режущий инструмент: Круг шлифовальный 600х63х305 23А 40Н СМ2 К6 А 35м/с
Измерительный инструмент: Калибр – скоба
Образцы шероховатости ГОСТ 9378 – 93
01 Шлифовать поверхность 1 в размер 40.141-0,039
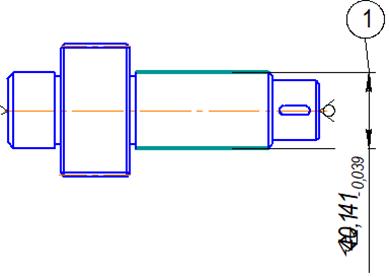
Рис. 6
Круглошлифовальная
Применяемое оборудование: Круглошлифовальный ЗА151
Приспособление: оправка специальная
Режущий инструмент: Круг шлифовальный 600х25х305 23А 32М СМ2 К6 А 35м/с
Измерительный инструмент: Калибр – скоба
Образцы шероховатости ГОСТ 9378 – 93
01 Шлифовать поверхность 1 в размер
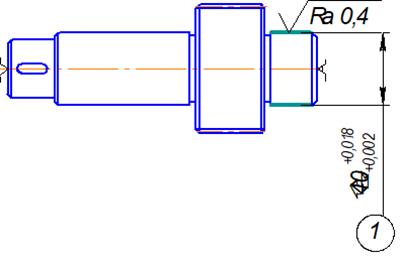
Рис. 7
Круглошлифовальная
Применяемое оборудование: Круглошлифовальный ЗА151
Приспособление: оправка специальная
Режущий инструмент: Круг шлифовальный 600х63х305 23А 32М СМ2 К6 А 35м/с
Измерительный инструмент: Калибр – скоба
Образцы шероховатости ГОСТ 9378 – 93
01 Шлифовать поверхность 1 в размер
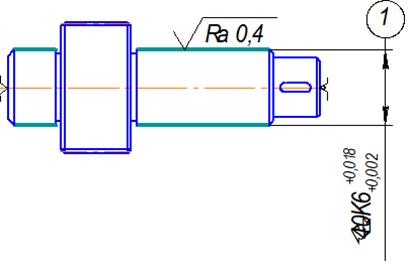
Рис. 8
055 Промывочная
2.4 РАСЧЕТ РЕЖИМОВ РЕЗАНЬЯ И НОРМИРОВАНИЕ
Токарная с ЧПУ
01 Подрезать торец 1 в размер 177.5-1,0
t = h = 1,5 мм
2. Назначаем подачу
So = 0,8-1,2 мм/об [6. табл. 11 стр. 266]
Sд = 1,2 мм /об по паспорту станка
3.Определяем скорость главного движения резания.
 , м/мин
, м/мин
Определяем значение коэффициента - Сv и показателей степеней х, у и m
Сv = 340; х = 0,15; y = 0,45; m = 0,2 [6. табл. 17 стр.269]
Определить соответствующие поправочные коэффициенты
Км - коэффициент, учитывающий влияние материала заготовки
Км = Кr n = 1 Кr = 1 [6. табл. 1,2 стр. 261-262]
Км = = 1,07
Кn - коэффициент, учитывающий состояние поверхности
Кп = 0,8 [6. табл.5 стр.263]
Кu - коэффициент, учитывающий материал инструмента
Kи=0,65 [6.табл.6 стр.263]
Кφ = 0,7; Кφ1 =1; Кr = 1 [6. табл. 18 стр. 271]
Определяем общий поправочный коэффициент на скорость резания
Кv = Км Кn Кu Ку Ку1Кr - при обычной обработке.
Кv = 1,070,80,650,71 = 0,38
V =
4. Определяем частоту вращения шпинделя

5. Определяем основное время.
L = l + y + ∆ ; ∆ = 2…5мм ; y + ∆ = 6 мм [3. прил. 4 стр 373 ]
l = 22мм
L = 22 + 6 = 28 мм
02 Точить поверхность 2 в размер 42-0.39
• Определяем глубину резания
• Назначаем подачу:
So = 0,8-1,2 мм / об [ 6. табл. 11 стр. 266 ]
Sд = 1,2 мм/ об по паспорту станка
• Определяем скорость главного движения резания.
 , м/мин
, м/мин
Определяем значение коэффициента - Сv и показателей степеней х, у и m
Сv = 340; х = 0,15; y = 0,45; m = 0,2 [6. табл. 17 стр.269]
Определить соответствующие поправочные коэффициенты
Км - коэффициент, учитывающий влияние материала заготовки
Км = Кr n = 1 Кr = 0,95 [6. табл. 1,2 стр. 261-262]
Км = = 1,02
Кn - коэффициент, учитывающий состояние поверхности
Кп = 0,8 [6. табл.5 стр.263]
Кu - коэффициент, учитывающий материал инструмента
Kи=0,65 [6.табл.6 стр.263]
Кφ = 0,7; Кφ1 =1; Кr = 0,94 [6. табл. 18 стр. 271]
Определяем общий поправочный коэффициент на скорость резания
Кv = Км Кn Кu Ку Ку1Кr - при обычной обработке.
Кv = 1,020,80,650,70,94 = 0,35
• V =
• Определяем частоту вращения шпинделя

6. Определяем основное время.

L = l + y + ∆ ; ∆ = 0мм ; y + ∆ = 6 мм [3. прил. 4 стр. 373]
L = 28 + 6 = 34 мм
Дата: 2019-03-05, просмотров: 305.